 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
دستگاه جوش بدون الکترود به منظور ایجاد اتصال بین دو قطعه فلزی یا غیر فلزی مورد استفاده قرار می گیرد. این اینورتر جوشکاری با مدل های معمولی بسیار متفاوت است و به جای الکترود از روش های متفاوتی برای اتصال استفاده می کند. به همین دلیل انواع مختلفی دارد که در این مطلب در مورد هر یک توضیحات لازم ارائه شده است.
اینورتر جوشکاری بدون الکترود تحولی است در صنعت جوشکاری که سرعت کارتان را چند برابر می کند؛ زیرا، در جوشکاری بدون الکترود، برخلاف متدهای سنتی، تغذیه قوس الکتریکی از طریق یک قرقره سیم انجام می شود که نه تنها نفوذ جوش را عمیق تر می کند، بلکه دقت را در ورق های نازک به شدت بالا می برد.
اگر می خواهید در رابطه با دستگاه جوش جدید بدون الکترود بیشتر بدانید، مطالعه این مطلب برایتان مفید است.
بیشتر بخوانید: اینورتر جوشکاری چیست
دستگاه جوش بدون الکترود چگونه کار می کند؟

درک مکانیسم این دستگاه ها برای هر صنعتگری که به دنبال ارتقای کیفیت کار خود است، ضروری به نظر می رسد. برخلاف تصور عمومی، واژه «بدون الکترود» به معنای حذف کامل واسطه ذوب نیست، بلکه به معنای جایگزینی الکترودهای دستی (شاخه ای) با سیستم های تغذیه مداوم و هوشمند است که پارامترهای جوشکاری را به کنترل کامل کاربر در می آورند.
اساس عملکرد دستگاه جوش بدون الکترود
بخش مهم این دستگاه ها، یک اینورتر قدرتمند است که برق متناوب شهری را به جریان مستقیم (DC) با آمپراژ بالا تبدیل می کند. در این سیستم، قوس الکتریکی بین نوک یک سیم جوش نازک و قطعه کار ایجاد می شود.
انرژی الکتریکی با تمرکز فوق العاده در نقطه تماس، حرارتی بالغ بر چندین هزار درجه سانتی گراد تولید کرده و لبه های فلز را به همراه سیم ورودی ذوب می کند.
در جوشکاری بدون الکترود، فرایند انتقال انرژی به جای سوختن پوشش فلاکس روی الکترود، از طریق یک مسیر بسته و مداوم صورت می گیرد. پایداری قوس در این روش به دلیل کنترل دیجیتالی جریان (در بردهای IGBT) بسیار بالاتر از روش های قدیمی است که نتیجه آن، ایجاد حوضچه مذابی یکنواخت و بدون تلاطم خواهد بود.
بیشتر بخوانید: تفاوت ماسفت و IGBT
تفاوت عملکرد جوشکاری بدون الکترود با جوشکاری الکترودی
بزرگترین تفاوت عملکردی جوشکاری بدون الکترود با جوشکاری SMAW در این است که چرا در روش های نوین، ما با پدیده ای به نام «تعویض الکترود» روبرو نیستیم. در روش سنتی (SMAW)، بخش زیادی از انرژی صرف ذوب کردن پوشش ضخیم الکترود و تبدیل آن به گاز محافظ و گل جوش می شود. اما در دستگاه جوش بدون الکترود، تمرکز اصلی بر روی ذوب خودِ فلز و سیم جوش است.
این حذف واسطه، چندین تاثیر مستقیم بر کیفیت خروجی شما دارد:
پیوستگی متالورژیکی: به دلیل عدم توقف عملیات، ساختار فلز جوش در طول مسیر کاملاً یکپارچه باقی می ماند و نقاط ضعف (Lack of Fusion) که معمولاً در شروع مجدد جوشکاری با الکترود دستی رخ می دهد، حذف می شود.
تمرکز حرارتی: حرارت دقیقاً در مرکز اتصال متمرکز شده و از تغییر شکل (پیچیدگی) قطعات کار در اثر گرمای اضافه جلوگیری می کند.
آیا در این روش از سیم یا ماده مصرفی استفاده می شود؟
این یکی از پرتکرارترین سوالاتی است که کاربران می پرسند: «اگر الکترود نداریم، پس چه چیزی دو قطعه را به هم می چسباند؟»
پاسخ کوتاه این است: بله، ما حتماً به ماده مصرفی نیاز داریم، اما نه در قالب آن شاخه های گچی سنتی. در این دستگاه ها، ماده مصرفی به صورت یک سیم جوش (Wire) روی یک قرقره قرار می گیرد.
بسته به نوع پروژه شما، این ماده مصرفی به دو صورت در فرایند شرکت می کند:
سیم جوش معمولی: که برای محافظت از حوضچه مذاب به کپسول گاز (مانند CO2 یا آرگون) نیاز دارد.
سیم جوش مغزه دار (Flux-Cored): که داخل خودِ سیم، پودر مخصوصی دارد و هنگام ذوب، گاز محافظ تولید می کند. این دقیقاً همان جایی است که اصطلاح «بدون گاز» یا «بدون الکترود دستی» معنا پیدا می کند.
♦️ نکته فنی: اگر با ورق های گالوانیزه کار می کنید، استفاده از سیم جوش های مخصوص در این دستگاه ها معجزه می کند. در جوشکاری سنتی، سوختن رویِ گالوانیزه باعث ایجاد حباب و تخلخل می شود، اما در دستگاه های بدون الکترود با تنظیم دقیق سرعت سیم، می توانید اتصالی بدون نقص و بسیار تمیز ایجاد کنید که حتی نیاز به رنگ آمیزی مجدد را به حداقل می رساند.
بیشتر بخوانید: معرفی الکترود ۷۰۱۸
انواع دستگاه جوش بدون الکترود
بسیاری از منابع، دستگاه های میگ/مگ (MIG/MAG) را به اشتباه تنها دسته «بدون الکترود» معرفی می کنند؛ اما از نگاه مهندسی، دنیای جوشکاری بدون الکترود بسیار گسترده تر است.
نکته کلیدی که باید به آن دقت کنید، تفاوت میان «حذف الکترود مصرفی» و «حذف مشعل یا نوک جوش» است. در این متدها، تمرکز بر ذوب مستقیم لبه های فلز یا استفاده از واسطه های غیرمصرفی است که نیاز به شارژ مداوم شاخه الکترود را کاملاً از بین می برد.
دستگاه جوش القایی (Induction Welding)
این دستگاه ها مظهر استفاده از علم فیزیک در خدمت صنعت هستند. در جوشکاری القایی، هیچ تماسی بین منبع قدرت و قطعه کار وجود ندارد.
نحوه کار اینورتر جوش القایی
دستگاه از یک کویل مسی برای ایجاد یک میدان مغناطیسی بسیار قوی و متناوب استفاده می کند. این میدان باعث القای جریان های گردابی (Eddy Currents) درون فلز شده و به دلیل مقاومت داخلی فلز، حرارت شدیدی در کسری از ثانیه تولید می شود که لبه ها را به دمای ذوب می رساند.
کاربردهای دستگاه
این روش سلطان بی چون وچرای تولید لوله و پروفیل در خطوط تولید پیوسته است.
مناسب چه موادی است؟ عمدتاً برای فولادهای کربنی، فولادهای زنگ نزن و در برخی موارد آلومینیوم که خاصیت رسانایی مغناطیسی یا الکتریکی مناسبی دارند، استفاده می شود.
دستگاه جوش پلاسما (Plasma Arc Welding)
بسیاری پلاسما را با تیگ (TIG) اشتباه می گیرند، اما تفاوت فنی در “نازل انقباضی” است که قوس را به شدت متمرکز می کند.
نحوه کار دستگاه جوش پلاسما
در این دستگاه، یک الکترود تنگستنی غیرمصرفی در داخل مشعل قرار دارد. گاز محافظ با فشار از یک نازل بسیار باریک عبور کرده و تبدیل به پلاسما می شود. این ستون پلاسمای فوق العاده داغ و متمرکز، بدون اینکه الکترودی مصرف شود، فلز را ذوب می کند.
کاربردهای دستگاه
در صنایع هوافضا و ساخت ابزارهای جراحی که نیاز به جوش های بسیار ظریف و با نفوذ بالا دارند، کاربرد حیاتی دارد.
مناسب چه موادی است؟ تقریباً برای تمام فلزات از جمله تیتانیوم، مس، و فولادهای آلیاژی که در روش های دیگر به سختی جوش می خورند، ایده آل است.
دستگاه های جوش مقاومتی خاص (Resistance Welding)
این روش که در بین اهل فن به «نقطه جوش» یا «درزجوش» معروف است، بدون هیچ ماده مصرفی یا سیم جوشی، دو قطعه را به هم متصل می کند.
نحوه کار اینورتر جوش مقاومتی
دو فک مسی (الکترودهای غیرمصرفی ثابت) قطعات را تحت فشار قرار می دهند. عبور جریان الکتریکی بسیار بالا از نقطه اتصال که بیشترین مقاومت را دارد، باعث ذوب موضعی و در هم آمیختن دو لایه فلز می شود.
کاربردهای دستگاه
خطوط تولید بدنه خودرو و ساخت لوازم خانگی بزرگ مثل یخچال و لباسشویی.
مناسب چه موادی است؟ جوشکاری ورق نازک فولادی و گالوانیزه. در این روش ضخامت ورق یک فاکتور تعیین کننده است.
جوشکاری لیزری (Laser Beam Welding)

این دسته را باید به عنوان مدرن ترین نوع دستگاه جوش بدون الکترود شناخت که سرعت و دقتی باورنکردنی دارد. در جوشکاری لیزری از پرتو های لیزر برای جوشکاری و اتصال مواد استفاده می شود.
نحوه کار اینورتر جوش لیزری
یک پرتو لیزر با چگالی انرژی بسیار بالا به نقطه اتصال تابیده می شود. انرژی نوری بلافاصله به انرژی گرمایی تبدیل شده و باعث ایجاد یک حوضچه مذاب بسیار باریک و عمیق (Keyhole) می شود.
کاربردهای دستگاه
در صنایع نظامی، ساخت تجهیزات الکترونیکی حساس و قطعات میکروسکوپی.
مناسب چه موادی است؟ فلزات غیرهم جنس و قطعاتی که تحمل تغییر شکل در اثر حرارت زیاد را ندارند.
جدول مقایسه ای انواع تکنولوژی های جوشکاری بدون الکترود
برای درک بهتر و انتخاب دقیق تر متناسب با نیاز پروژه تان، ویژگی های کلیدی این چهار روش را در جدول زیر برایتان خلاصه کرده ایم:
| نوع تکنولوژی | منبع انرژی | نیاز به سیم/ماده مصرفی | دقت و تمرکز حرارتی | بیشترین کاربرد صنعتی |
| القایی | میدان مغناطیسی | ندارد | متوسط (پیوسته) | تولید لوله و پروفیل |
| پلاسما | گاز یونیزه شده | ندارد (یا اختیاری) | بسیار بالا | هوافضا و تجهیزات پزشکی |
| مقاومتی | مقاومت الکتریکی | ندارد | بالا (نقطه ای) | بدنه خودرو و لوازم خانگی |
| لیزری | پرتو فوتونی | ندارد | فوق العاده بالا | قطعات حساس و ظریف |
♦️ نکته فنی: اگر به دنبال جوشکاری بدون الکترود در کارگاه های کوچک هستید، تکنولوژی مقاومتی (نقطه جوش) اقتصادی ترین گزینه است؛ اما اگر کیفیت نهایی و ظاهر جوش برای مشتری شما اولویت دارد، باید به سراغ دستگاه های لیزری یا پلاسما بروید، هرچند که هزینه نگهداری بالاتری دارند. این یک توازن بین هزینه و کیفیت است که فقط تجربه می تواند برنده آن را تعیین کند.
اجزای اصلی دستگاه جوش بدون الکترود
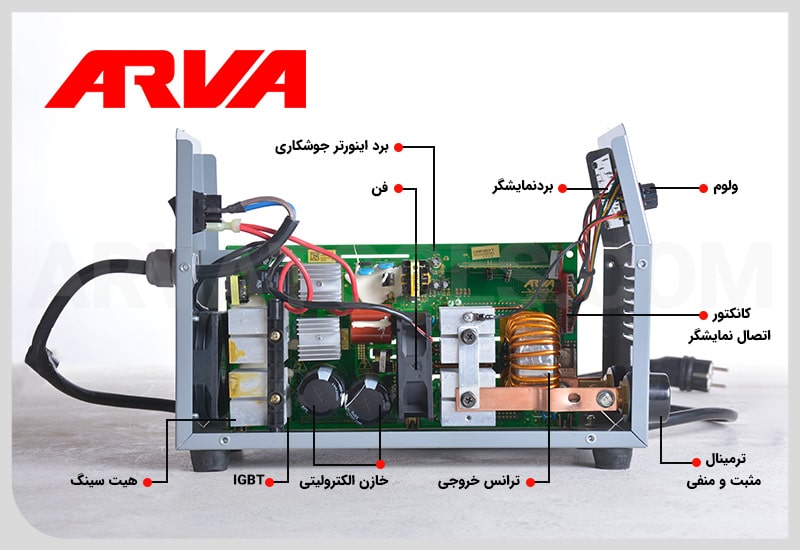
شناخت اجزای دستگاه جوش اینورتر به شما کمک می کند تا در صورت بروز افت کیفیت جوش، عیب یابی دستگاه جوش را سریعتر انجام دهید.
برخلاف دستگاه های قدیمی که ساختار ساده ای داشتند، اجزای دستگاه جوش بدون الکترود بر پایه دقت دیجیتال و مدیریت حرارت طراحی شده اند:
- منبع تغذیه (Power Source)
- سیستم خنک کننده (Cooling System)
- کابل ها و اتصالات (Cables and Connectors)
- تورچ یا نازل (Torch/Nozzle)
- سیستم کنترل (Control System)
♦️ نکته فنی: همیشه قبل از شروع کار، از تمیز بودن فنر داخل تورچ و سفت بودن اتصالات کابل مطمئن شوید. تجربه نشان داده که ۸۰ درصد نوسانات قوس در دستگاه های بدون الکترود، نه به خاطر خرابی برد، بلکه به دلیل کثیفی نازل یا شل بودن اتصال زمین (اتصال بدنه) رخ می دهد. بنابراین سرویس دوره ای تورچ را جدی بگیرید.
معایب دستگاه جوش بدون الکترود
لازم است در کنار تمام مزایای خیره کننده، به چالش های این تکنولوژی نیز بپردازیم. دستگاه جوش بدون الکترود با وجود کارایی بالا، محدودیت هایی دارد که اگر پیش از خرید از آن ها آگاه نباشید، ممکن است هزینه های پروژه تان را بالا ببرد.
قیمت اولیه بالاتر نسبت به دستگاه های ساده
تکنولوژی پیشرفته اینورتر و سیستم های تغذیه هوشمند، باعث شده تا بهای تمام شده این دستگاه ها نسبت به ترانس های قدیمی یا اینورترهای معمولی الکترود دستی بالاتر باشد. پیچیدگی بردهای الکترونیکی و استفاده از قطعاتی مثل موتورهای دقیق تغذیه سیم، مستقیماً روی قیمت نهایی تاثیر می گذارد.
این عیب برای چه کسانی مهم نیست؟ برای کارگاه های تولیدی و صنعتگرانی که حجم کار بالایی دارند؛ چراکه سرعت بالای این دستگاه در کوتاه مدت، هزینه اولیه را از طریق صرفه جویی در زمان و دستمزد جبران می کند.
نیاز به جوشکار آموزش دیده
کار با این تجهیزات به سادگیِ “برقراری یک قوس ساده” نیست. تنظیم پارامترهایی مثل سرعت خروجی سیم، تنظیم ولتاژ متناسب با آمپراژ و مدیریت گاز محافظ (در صورت نیاز)، نیازمند دانش فنی و تجربه است. یک اپراتور نابلد ممکن است با تنظیمات اشتباه، باعث چسبیدن سیم به نازل یا ایجاد جوش های متخلخل شود.
این عیب برای چه کسانی مهم نیست؟ برای حرفه ای هایی که به دنبال ارتقای سطح مهارت خود هستند و شرکت هایی که سیستم آموزش اپراتور دارند.
محدودیت در برخی ضخامت ها یا مواد
اگرچه این دستگاه ها در ورق های نازک عالی عمل می کنند، اما در برخی مدل های پایه، ممکن است برای جوشکاری فلزات بسیار ضخیم (بالای ۲۰ میلی متر) به توان بسیار بالایی نیاز داشته باشند که اقتصادی نباشد.
همچنین، برخلاف الکترود دستی که با تعویض یک شاخه می توان نوع فلز را عوض کرد، در اینجا تغییر از فولاد به آلومینیوم مستلزم تعویض کل قرقره سیم و گاهی لاینر تورچ است.
این عیب برای چه کسانی مهم نیست؟ برای تولیدکنندگان قطعات خاص، سری تراش ها و کسانی که به طور تخصصی روی یک نوع متریال ثابت کار می کنند.
هزینه تعمیرات تخصصی
به دلیل استفاده از سیستم های کنترل دیجیتال و بردهای چندلایه، در صورت بروز خرابی، تعمیر این دستگاه ها از عهده تعمیرکارهای سنتی خارج است و حتماً باید به مراکز خدمات مجاز ارجاع شوند. قطعات یدکی مثل موتور تغذیه سیم یا بردهای کنترل نیز قیمت بالاتری نسبت به یک کلید ساده یا خازن معمولی دارند.
این عیب برای چه کسانی مهم نیست؟ برای کسانی که برندهای معتبری مثل آروا را انتخاب می کنند که دارای شبکه گسترده خدمات پس از فروش و گارانتی واقعی هستند.
حساسیت زیاد به آلودگی های محیطی (گرد و غبار فلزی)
سیستم های داخلی جوشکاری بدون الکترود به دلیل وجود بردهای حساس و فن های دور بالا، گرد و غبار فلزی محیط کارگاه را به داخل می کشند. تجمع این ذرات روی بردهای الکترونیکی می تواند منجر به اتصال کوتاه و سوختن بخش قدرت دستگاه شود.
این عیب برای چه کسانی مهم نیست؟ برای کارگاه های استانداردی که پروتکل های نگهداری و نظافت دوره ای تجهیزات را رعایت می کنند.
♦️ نکته: برای کاهش هزینه تعمیرات و جلوگیری از تخلخل در جوش، همیشه از سلامت «فنر تورچ» اطمینان حاصل کنید. اگر فنر داخل تورچ جوشکاری کثیف یا تاب دار باشد، فشار مضاعفی به موتور تغذیه سیم وارد شده و باعث سوختن زودرس آن می شود؛ هزینه ای که با یک نظافت ساده با فشار باد قابل پیشگیری است.
بیشتر بخوانید: تفاوت مشعل جوشکاری با تورچ جوشکاری
مزایای دستگاه جوش بدون الکترود

اگرچه معایب این سیستم را بررسی کردیم، اما برتری های فنی و اقتصادی جوشکاری بدون الکترود به قدری است که صنایع مدرن عملاً راهی جز استفاده از این تکنولوژی ندارند. این دستگاه ها با حذف محدودیت های فیزیکی الکترودهای دستی، استانداردهای جدیدی را در صنعت جوش خلق کرده اند.
کیفیت بالاتر اتصال و یکپارچگی متالورژیکی
در روش های سنتی، هر بار که الکترود تمام می شود و شما مجبور به قطع قوس می شوید، یک نقطه ضعف پتانسیل (Start/Stop point) در خط جوش ایجاد می شود. در دستگاه جوش بدون الکترود، به دلیل تغذیه مداوم سیم، جوش شما از ابتدا تا انتها به صورت یکپارچه اجرا می شود.
این موضوع باعث می شود نفوذ جوش در تمام طول مسیر یکسان باقی بماند و تست های غیرمخرب (NDT) را با موفقیت بیشتری پشت سر بگذارد.
این مزیت برای چه کسانی حیاتی است؟ برای سازندگان مخازن تحت فشار، لوله های انتقال گاز و قطعاتی که تحت فشار بار دینامیکی هستند.
عدم مصرف الکترود به شیوه سنتی و کاهش هزینه های پنهان
درست است که شما سیم جوش مصرف می کنید، اما حذف “ته الکترودها” که معمولاً ۱۰ تا ۱۵ درصد هر شاخه را تشکیل می دهند و دور ریخته می شوند، در ابعاد صنعتی صرفه جویی مالی چشمگیری ایجاد می کند. علاوه بر این، هزینه خرید فله ای سیم جوش به صرفه تر از خرید بسته ای الکترود است و هزینه های انبارداری و حمل ونقل نیز به دلیل حجم کمتر قرقره ها کاهش می یابد.
این مزیت برای چه کسانی حیاتی است؟ برای پیمانکارانی که در پروژه های بزرگ با حاشیه سود مشخص کار می کنند و به دنبال کاهش ضایعات مصرفی هستند.
تمیزی خیره کننده جوش و کاهش پاشش (Spatter)
یکی از بزرگترین دردسرهای جوشکاران، سنگ زنی بعد از اتمام کار برای پاک کردن پاشش ها و گل جوش است. در جوشکاری بدون الکترود، به دلیل پایداری بالای قوس و اتمسفر محافظ (گاز یا پودر مغزه)، میزان پاشش به حداقل می رسد.
خروجی کار چنان تمیز است که در بسیاری از موارد، قطعه بلافاصله پس از خنک شدن آماده رنگ آمیزی یا آبکاری است.
این مزیت برای چه کسانی حیاتی است؟ برای تولیدکنندگان لوازم خانگی، صنایع دکوراتیو و هر جایی که زیبایی ظاهری جوش به اندازه استحکام آن اهمیت دارد.
سرعت بالاتر در خطوط تولید و راندمان اپراتور
زمان مرده در جوشکاری با الکترود دستی (زمان تعویض الکترود، تمیز کردن گل جوش و شروع مجدد) حدود ۴۰ درصد وقت یک جوشکار را می گیرد.
دستگاه جوش بدون الکترود این زمان مرده را به صفر نزدیک می کند. اپراتور می تواند چندین متر را بدون توقف جوشکاری کند که این یعنی خروجی روزانه کارگاه شما به طرز شگفت انگیزی افزایش می یابد.
این مزیت برای چه کسانی حیاتی است؟ برای صاحبان کارخانجات و کارگاه هایی که با ترافیک سفارش روبرو هستند و سرعت تحویل پروژه برایشان حکم بقا را دارد.
مناسب برای جوشکاری دقیق روی ورق های نازک
کنترل حرارت در این دستگاه ها به مراتب دقیق تر از روش های قدیمی است. شما می توانید ولتاژ را در پایین ترین سطح تنظیم کنید و بدون ترس از سوراخ شدن ورق های نازک (حتی زیر ۱ میلی متر)، اتصالی مستحکم ایجاد کنید. متمرکز بودن قوس باعث می شود ناحیه تحت تاثیر حرارت (HAZ) کوچک باقی بماند و قطعه تاب برندارد.
این مزیت برای چه کسانی حیاتی است؟ برای متخصصان بدنه خودرو، سازندگان تابلوهای برق و صنایع ظریف سازی فلزی.
نکته فنی: برای رسیدن به حداکثر تمیزی در جوش، همیشه “فاصله نازل تا قطعه کار” را ثابت نگه دارید. اگر این فاصله را زیاد کنید، پوشش گاز ضعیف شده و جوش متخلخل می شود؛ اما با حفظ فاصله استاندارد (حدود ۱۰ تا ۱۵ میلی متر)، جوشی نقره ای و بدون نیاز به سنگ زنی خواهید داشت که تخصص شما را به رخ می کشد.
دستگاه جوش بدون الکترود کجا استفاده می شود؟

این دستگاه ها صرفاً ابزاری برای اتصال دو قطعه فلز نیستند؛ بلکه یک راه حل مهندسی برای حذف محدودیت های زمان و دقت محسوب می شوند. بسته به اینکه با چه متریال و در چه مقیاسی کار می کنید، جوشکاری بدون الکترود می تواند نقش های متفاوتی ایفا کند.
کاربرد دستگاه جوش بدون الکترود در صنایع فلزی و سنگین
در ابعاد صنعتی، سرعت و پایداری حرف اول را می زند. جایی که متراژ جوشکاری بالاست، استفاده از روش های سنتی عملاً باعث کندی خط تولید و افزایش هزینه ها می شود.
خودروسازی: بدنه خودروها از ورق های با ضخامت های مختلف تشکیل شده است. دستگاه جوش بدون الکترود (به ویژه مدل های مقاومتی و MIG) به دلیل ایجاد اتصالات تمیز و سریع، ستون فقرات خطوط مونتاژ بدنه هستند.
سازه های فلزی و سوله سازی: در ساخت اسکلت های فلزی سنگین که نفوذ جوش برای تحمل بارهای استاتیک و دینامیک حیاتی است، این دستگاه ها با ایجاد قوس های نفوذی، استحکامی فراتر از انتظار ایجاد می کنند.
خطوط تولید پیوسته: در تولید لوله های درزجوش یا پروفیل های ساختمانی، تکنولوژی القایی بدون نیاز به توقف، جوشکاری را به صورت ۲۴ ساعته انجام می دهد.
موارد استفاده اینورتر جوش بدون الکترود در صنایع ظریف و دقیق
در پروژه هایی که حرارت ورودی می تواند باعث تغییر خواص متالورژیکی یا دفرمه شدن قطعه شود، تکنولوژی های بدون الکترود مصرفی (مثل لیزر و پلاسما) وارد میدان می شوند.
تجهیزات پزشکی: برای ساخت ابزارهای جراحی و ایمپلنت ها که از آلیاژهای حساس مثل تیتانیوم ساخته می شوند، دقت میکرونی این دستگاه ها تنها راه چاره است.
صنایع الکترونیک: اتصال قطعات بسیار کوچک در بردهای حساس یا باتری های لیتیمی که نباید تحت حرارت زیاد قرار بگیرند، با استفاده از روش های نقطه جوش دقیق انجام می شود.
قطعات حساس هوافضا: جوشکاری مخازن سوخت یا بدنه پهپادها که نیازمند کمترین وزن اضافه و بالاترین ضریب اطمینان است.
آیا دستگاه جوش بدون الکترود برای کارگاه های کوچک مناسب است؟
اگر بخواهیم واقع بینانه و به دور از شعارهای تبلیغاتی پاسخ دهیم: بستگی به حجم خروجی کارگاه شما دارد.
اگر در کارگاه کوچک خود روزانه کمتر از یک ساعت جوشکاری پراکنده (خال جوش) انجام می دهید، هزینه خرید و نگهداری دستگاه جوش بدون الکترود (مخصوصاً مدل های گازی) ممکن است توجیه اقتصادی نداشته باشد.
اما اگر کارگاه شما در زمینه تولید نرده، حفاظ، کابینت های فلزی یا تعمیرات تخصصی بدنه فعالیت می کند، این دستگاه برای شما یک انتخاب هوشمندانه است.
چرا؟ چون سرعت کار شما را تا ۳ برابر افزایش می دهد و هزینه های سنگ زنی و پرداخت نهایی را تقریباً حذف می کند. در واقع در کارگاه های کوچک، این دستگاه نه یک کالای لوکس، بلکه یک سرمایه گذاری برای آزاد کردن زمان و پذیرش سفارش های بیشتر است.
♦️ نکته: اگر برای کارگاه کوچک خود قصد خرید دارید، مدل های “تک فاز اینورتری” را انتخاب کنید که قابلیت کار با سیم جوش های توپودری (بدون گاز) را داشته باشند. این کار شما را از اجاره و شارژ مداوم کپسول های سنگین گاز خلاص می کند و مانور شما را در فضاهای کوچک بالا می برد.
موتور برق مناسب برای دستگاه جوش بدون الکترود

انتخاب موتور برق مناسب جوشکاری بسیار مهم است زیرا نکته حساس اینجاست: دستگاه جوش بدون الکترود به دلیل ماهیت اینورتری و حساسیت بردهای الکترونیکی، نمی تواند به هر موتور برقی متصل شود.
محاسبه توان مورد نیاز برای انتخاب هوشمندانه
برای اینکه دستگاه شما آسیب نبیند و قوس جوشکاری دچار نوسان نشود، باید توان موتور برق را بر اساس دو فاکتور حیاتی محاسبه کنید:
توان نامی دستگاه جوش: ابتدا به پلاک دستگاه خود نگاه کنید. آمپراژ مصرفی و ولتاژ را چک کنید. معمولاً برای یک دستگاه جوش معمولی، توانی بین ۵ تا ۸ کیلووات نیاز است.
توان راه اندازی (Starting Wattage): موتورهای تغذیه سیم و سیستم های اینورتر در لحظه شروع قوس، جریانی بیش از حالت عادی می کشند. همیشه باید موتور برقی انتخاب کنید که توان خروجی “پیک” یا لحظه ای آن، حداقل ۲۰ تا ۳۰ درصد بیشتر از توان مصرفی مداوم دستگاه باشد.
کدام برای شما مناسب است؟
موتور برق بنزینی: رایج ترین گزینه برای کارهای سیار است. وزن کمتری دارد، راحت تر روشن می شود و هزینه تعمیرات آن پایین تر است. اما برای کارهای مداوم و سنگین صنعتی، استهلاک بالایی دارد.
موتور برق دیزلی: اگر پروژه شما شبانه روزی است و به توان بالای ۱۰ کیلووات نیاز دارید، دیزل بهترین انتخاب است.
موتور برق گازی: برای جوشکاری پیشنهاد نمی شود؛ زیرا در برابر تغییرات ناگهانی بار (که در جوشکاری بسیار زیاد است)، افت ولتاژ شدیدی پیدا می کند.
نکات حیاتی در انتخاب و خرید
برای محافظت از بردهای گران قیمت دستگاه جوشکاری بدون الکترود، به این سه ویژگی توجه ویژه داشته باشید:
سیستم AVR (تثبیت کننده ولتاژ): این قطعه از نوسانات برق جلوگیری می کند. بدون AVR، نوسان موتور برق می تواند برد IGBT دستگاه جوش شما را در چند ثانیه بسوزاند.
سیم پیچ ۱۰۰٪ مسی: موتور برق های ارزان قیمت با سیم پیچ آلومینیومی، در اثر گرمای ناشی از جوشکاری سریعاً دچار افت راندمان می شوند.
ضریب توان (Power Factor): موتور برقی تهیه کنید که ضریب توان بالایی داشته باشد تا انرژی تولیدی آن به صورت موثر صرف ذوب فلز شود، نه تولید گرما در کابل ها.
نکته: هیچ گاه دستگاه جوش را در حالی که موتور برق زیر بارِ دستگاه دیگری (مثل سنگ فرز) است، روشن نکنید. همچنین همیشه ابتدا موتور برق را روشن کنید، اجازه دهید دور موتور پایدار شود و سپس دستگاه جوش را به آن متصل کنید. این کار ساده عمر برد دستگاه شما را دوبرابر می کند.
بیشتر بخوانید: اصطلاحات جوشکاری
جوشکاری بدون الکترود چیست و چه تفاوتی با روش های سنتی دارد؟

جوشکاری بدون الکترود به معنای حذف فرایند سنتی ذوبِ شاخه های گچی (الکترود دستی) و جایگزینی آن با متدهایی است که قوس الکتریکی را به صورت متمرکز، پایدار و مداوم مدیریت می کنند.
در این روش، عیوب جوشکاری مثل «چسبیدن الکترود»، «ایجاد تخلخل در اثر رطوبت پوشش الکترود» و «نیاز به سنگ زنی های طولانی» حذف شده است تا تمرکز کاربر فقط روی نفوذ و ظرافت اتصال باشد.
برای درک بهتر، باید تفاوت این تکنولوژی را با سه روش پایه در بازار بسنجیم:
تفاوت جوش بدون الکترود با جوشکاری الکترودی (MMA):
در روش سنتی، نرخ رسوب فلز پایین است چون با تمام شدن هر شاخه، کار متوقف می شود. اما در متد بدون الکترود، قوس هرگز قطع نمی شود و سرعت پیشروی تا ۴ برابر بیشتر است.
مقایسه جوشکاری بدون الکترود با روش TIG (آرگون):
جوش آرگون بسیار باکیفیت است اما سرعت بسیار پایینی دارد و کار با آن به مهارت دست فوق العاده ای نیاز دارد. جوشکاری بدون الکترود (در مدل های نیمه اتوماتیک) کیفیت مشابه را با سرعتی به مراتب بالاتر ارائه می دهد.
مقایسه با روش MIG:
این دستگاه ها در واقع بخشی از خانواده بدون الکترود هستند. تفاوت اصلی در این است که دستگاه های نوین بدون الکترود آروا، قابلیت کار با سیم های «مغزه دار» را دارند؛ یعنی برخلاف جوشکاری MIG سنتی، لزوماً به کپسول گاز سنگین وابسته نیستند.
جدول مقایسه فنی روش های جوشکاری
این جدول به شما کمک می کند در یک نگاه، تفاوت عملکردی این سیستم ها را متوجه شوید:
| شاخص مقایسه | جوشکاری الکترودی (سنتی) | جوشکاری بدون الکترود (مدرن) | جوشکاری TIG (آرگون) |
| سرعت عملیات | پایین (به دلیل تعویض الکترود) | بسیار بالا (پیوسته) | بسیار پایین |
| میزان پاشش و آلودگی | زیاد و نیاز به سنگ زنی | بسیار کم و تمیز | تقریباً صفر |
| سهولت کاربری | متوسط | آسان (پس از تنظیمات اولیه) | بسیار دشوار و تخصصی |
| ضخامت قطعه کار | مناسب برای قطعات ضخیم | عالی برای تمام ضخامت ها | ایده آل برای ورق های نازک |
| هزینه تمام شده جوش | متوسط (ضایعات ته الکترود) | پایین و بهینه | بالا (هزینه گاز و تنگستن) |
♦️ نکته فنی: یکی از فوت های کوزه گری در استفاده از این دستگاه ها، تنظیم دقیق سرعت خروجی سیم با میزان ولتاژ است. اگر این تناسب را به درستی رعایت کنید، پاشش جوش (Spatter) به حداقل می رسد و نیازی به صرف زمان برای سنگ زنی بعد از اتمام کار نخواهید داشت.
چه زمانی جوشکاری بدون الکترود انتخاب بهتری است؟

انتخاب جوشکاری بدون الکترود یک تصمیم استراتژیک برای ارتقای سطح کارگاه شماست. این روش در شرایط زیر بهترین گزینه ممکن است:
وقتی زمان تحویل پروژه تنگ است: سرعت بالای رسوب سیم باعث می شود پروژه ای که با الکترود یک هفته زمان می برد، در ۲ روز تمام شود.
در تولیدات سریالی: اگر قطعات مشابهی دارید که باید با کیفیت یکسان و بدون توقف جوش بخورند.
جوشکاری ورق های گالوانیزه و نازک: به دلیل کنترل دقیق ولتاژ، خطر سوراخ شدن ورق در این روش تقریباً از بین می رود.
کار در محیط های بیرونی: با استفاده از سیم جوش های توپودری، برخلاف روش های گازی، باد تأثیری بر کیفیت جوش شما نخواهد داشت.
♦️ نکته تجربی: اگر در ارتفاع یا فضای باز کار می کنید، استفاده از سیم جوش های مغزه دار در این دستگاه ها شما را از حمل کپسول گاز بی نیاز می کند؛ این یعنی مانور بیشتر و خستگی کمتر برای جوشکار.
♦️ نکته فنی: یکی از تجربه های مهم در تغییر روش از الکترود به سیستم های بدون الکترود، تغییر زاویه تورچ است. در الکترود سنتی ما معمولاً الکترود را می کشیم، اما در جوشکاری بدون الکترود (مدل های سیم جوش دار)، حرکت هل دادن (Pushing) باعث می شود دید بهتری به حوضچه مذاب داشته باشید و نفوذ جوش در ریشه اتصال به مراتب عمیق تر شود. رعایت همین نکته ساده، استحکام اتصال شما را تا ۳۰ درصد افزایش می دهد.
مزایای جوشکاری بدون الکترود
در این بخش، به جای تمرکز بر قابلیت های دستگاه، به برتری های فنی خودِ فرایند در حین اجرا می پردازیم:
نرخ رسوب (Deposition Rate) فوق العاده
در این روش، به دلیل تغذیه مداوم سیم، حجم فلز مذابی که در هر دقیقه وارد اتصال می شود، تا ۳ برابر بیشتر از روش الکترود دستی است. این یعنی پر کردن درزهای عمیق در زمان بسیار کوتاه تر.
حذف پدیده نفوذ سرباره (Slag Inclusion)
در جوشکاری سنتی، گل جوش (سرباره) ممکن است لایِ درز جوش باقی بماند و باعث ضعف اتصال شود. در روش بدون الکترود (به ویژه با گاز محافظ)، جوش شما کاملاً خالص و فاقد ناخالصی های شیشه ای است.
کاهش خستگی اپراتور (Duty Cycle انسانی)
جوشکار مجبور نیست هر ۳۰ سانتی متر کار را متوقف کند، الکترود جدید بردارد و گل جوش را پاک کند. این تمرکز مداوم، کیفیت نهایی کار را در پروژه های طولانی مدت به شدت بالا می برد.
♦️ نکته: در این روش، به دلیل “تراکم جریان” بالاتر در سیم های نازک، نفوذ جوش در ریشه کار (Root) بسیار عالی است. اگر به دنبال جوشی هستید که از پشت قطعه هم نفوذ سالمی داشته باشد، این متد بی رقیب است.
معایب جوشکاری بدون الکترود
حالا وقت آن است که معایب این فرایند را بازگو کنیم:
پیچیدگی در عیب یابی (Troubleshooting)
در الکترود دستی، اگر جوش خراب شود، یا الکترود مرطوب است یا آمپر غلط؛ اما در اینجا لیست مشکلات طولانی تر است (از فشار گاز و سرعت سیم گرفته تا کثیفی فنر تورچ و سلامت غلتک ها).
حساسیت شدید به وزش باد
اگر از روش با گاز محافظ استفاده کنید، کوچک ترین نسیمی می تواند گاز را از روی حوضچه مذاب کنار بزند و باعث تخلخل (کرم خوردگی) جوش شود. این یعنی در محیط های باز، محدودیت اجرای بیشتری نسبت به الکترود دستی دارید.
محدودیت دسترسی (Out-of-reach)
تورچ این دستگاه ها به یک کابل و فنر (لاینر) متصل است و جوشکار نمی تواند بیش از ۳ تا ۴ متر از دستگاه دور شود. برخلاف الکترود دستی که با بلند کردن کابل می توان تا ۲۰ متر دورتر هم جوشکاری کرد.
♦️ نکته فنی: یکی از بزرگترین چالش ها، تغذیه سیم در فواصل دور است. اگر کابل تورچ بیش از حد پیچ و تاب بخورد، سیم داخل آن گیر می کند و قوس دچار نوسان می شود؛ بنابراین همیشه باید مسیر تورچ را تا حد ممکن صاف نگه دارید.
درنهایت:
اگر به دنبال سرعت و کیفیت ظاهری در محیط کارگاهی هستید، مزایای این روش تمام معایب آن را پوشش می دهد. اما اگر پروژه شما در ارتفاع زیاد یا محیط های بسیار بادگیر است و نیاز به جابه جایی مداوم دارید، شاید هنوز روش الکترود دستی برای آن تک پروژه خاص، منطقی تر باشد. بنابراین، انتخاب بین این دو روش، یک تصمیم مهندسی بر اساس شرایط محیطی است.
برای اینکه در یک نگاه بتوانید تصمیم بگیرید که آیا این روش برای پروژه شما مناسب است یا خیر، این جدول مقایسه ای دقیق را بین فرایند جوشکاری بدون الکترود و روش سنتی (الکترود دستی) تهیه کرده ام:
جدول مقایسه فنی و اجرایی: جوشکاری مدرن در برابر سنتی
| شاخص مقایسه | جوشکاری بدون الکترود (MIG/MAG/Flux-Cored) | جوشکاری سنتی (MMA/الکترود دستی) |
| نرخ رسوب و سرعت | بسیار بالا (به دلیل تغذیه پیوسته سیم) | پایین (به دلیل توقف برای تعویض الکترود) |
| کیفیت و تمیزی خروجی | بسیار تمیز، پاشش کم، بدون گل جوش سنگین | دارای پاشش زیاد و لایه ضخیم گل جوش (سرباره) |
| مهارت مورد نیاز | یادگیری کار با تورچ آسان، اما تنظیمات اولیه سخت | نیاز به مهارت بالای دست برای حفظ فاصله قوس |
| جوشکاری ورق نازک | ایده آل (کنترل عالی روی حوضچه مذاب) | بسیار دشوار و احتمال بالای سوراخ شدن ورق |
| استفاده در فضای باز | حساس به باد (در حالت گازی) / خوب (در حالت پودری) | عالی و مقاوم در برابر باد و شرایط جوی |
| هزینه مصرفی | اقتصادی در حجم بالا (حذف ضایعات ته الکترود) | پرضرر (حدود ۱۵٪ هر الکترود دور ریخته می شود) |
| قابلیت جابه جایی | متوسط (به دلیل وزن دستگاه و متعلقات تورچ) | بسیار بالا و مناسب برای نقاط صعب العبور |
| نفوذ و استحکام | بسیار بالا و یکنواخت در تمام طول خط جوش | متغیر (احتمال نقص در نقاط شروع و پایان هر الکترود) |
راهنمای استفاده از جدول برای انتخاب نهایی:
اگر اولویت شما سرعت تولید است: قطعا جوشکاری بدون الکترود برنده مطلق است. در خطوط تولید، این روش می تواند زمان اجرای پروژه را تا ۵۰ درصد کاهش دهد.
اگر در ارتفاع یا محیط های کوهستانی کار می کنید: روش سنتی به دلیل سادگی تجهیزات و عدم نیاز به کپسول یا سیم جوش های حساس، همچنان کاربردی تر است.
اگر ظاهر کار (Finishing) اهمیت دارد: برای ساخت مخازن، بدنه خودرو یا دکوراسیون فلزی، جوشکاری بدون الکترود به دلیل حذف مراحل سنگ زنی و پرداخت، هزینه های شما را به شدت کاهش می دهد.
♦️ نکته طلایی: بسیاری از دستگاه های مدرن امروزی (مانند محصولات جدید آروا) چند منظوره یا Multi-Process طراحی شده اند؛ یعنی شما با خرید یک دستگاه، هر دو قابلیت را در اختیار دارید و می توانید بسته به نیاز پروژه، بین حالت بدون الکترود و الکترود دستی سوییچ کنید. این یعنی بالاترین ارزش خرید برای یک سرمایه گذاری هوشمندانه.
بیشتر بخوانید: وسایل مورد نیاز جوشکاری
راهنمای تنظیم و کالیبراسیون دستگاه جوش بدون الکترود

بسیاری از کاربران تصور می کنند که کار با اینورتر جوشکاری بدون الکترود دشوار است، اما تفاوت اصلی در هوشمند بودن تنظیمات است. برخلاف دستگاه های قدیمی، در اینجا شما قدرت کنترل لایه به لایه جوش را دارید.
کالیبراسیون ولتاژ و سرعت سیم
در فرایند جوش بدون الکترود، ولتاژ تعیین کننده پهنای حوضچه مذاب و سرعت سیم تعیین کننده آمپراژ و عمق نفوذ است. هماهنگی این دو پارامتر، کلید دستیابی به یک جوش بی نقص است.
مهم: اگر سرعت سیم نسبت به ولتاژ زیاد باشد، سیم به قطعه کار ضربه می زند و اگر کم باشد، قوس ناپایدار شده و سیم در نوک نازل ذوب می شود.
♦️ فوت کوزه گری: برای پیدا کردن تنظیمات ایده آل، هنگام جوشکاری روی یک قطعه ضایعاتی، پیچ سرعت سیم را به آرامی بچرخانید؛ زمانی که صدای قوس به یکنواخت ترین حالت (شبیه به صدای جلز و ولز ممتد سرخ شدن) رسید، دستگاه شما در دقیق ترین حالت کالیبره شده است.
تنظیم اندوکتانس (Inductance) برای کنترل پاشش
در دستگاه های پیشرفته تر، پیچی به نام اندوکتانس وجود دارد. این پارامتر تعیین می کند که سرعت انتقال قطرات مذاب به حوضچه چقدر باشد. تنظیم درست این بخش می تواند میزان پاشش (Spatter) را به صفر نزدیک کند.
اندوکتانس بالا: قوس نرم تر، پهن تر و پاشش کمتر (مناسب برای استیل و ورق های نازک).
اندوکتانس پایین: قوس سخت تر و نفوذ بیشتر (مناسب برای ورق های ضخیم فولادی).
عیب یابی (Troubleshooting)؛ چرا جوش کیفیت لازم را ندارد؟

بسیاری از مشکلاتی که کاربران به خرابی دستگاه نسبت می دهند، در واقع ناشی از خطاهای ساده در تنظیمات یا نگهداری است.
علت چسبیدن سیم به نازل مسی (Burn-back)
این یکی از رایج ترین دردسرهای این روش است. سیم در نوک نازل ذوب شده و مسیر را مسدود می کند. علت اصلی آن معمولاً فاصله خیلی کم تورچ تا قطعه، کثیف بودن نازل یا نامناسب بودن ولتاژ خروجی است.
♦️ نکته فنی: همیشه قبل از شروع کار، از اسپری ضدپاشش (Anti-Spatter) استفاده کنید. پاشیدن مقدار کمی از این اسپری به داخل شعله پوش و روی نازل، مانع از چسبیدن ذرات مذاب شده و عمر قطعات مصرفی تورچ شما را تا ۳ برابر افزایش می دهد.
علت تخلخل یا کرم خوردگی در خط جوش
اگر جوش شما پس از خنک شدن شبیه اسفنج شده و پر از حباب است، یعنی محافظت از حوضچه مذاب ناقص بوده است. در جوشکاری با گاز، علت آن وزش باد یا گرفتگی کپسول است و در جوشکاری بدون گاز (سیم توپودری)، علت آن وجود آلودگی، زنگ زدگی یا رنگ روی قطعه کار است.
قیمت دستگاه جوش بدون الکترود
هنگام استعلام قیمت دستگاه جوش بدون الکترود، با بازه گسترده ای از اعداد مواجه می شوید که ممکن است در ابتدا گیج کننده به نظر برسد.
تفاوت قیمت ها در این بازار صرفاً بابت نام برند نیست، بلکه ناشی از قطعات مهندسی شده ای است که مستقیماً بر خروجی کار شما تاثیر می گذارند. برای یک انتخاب هوشمندانه، باید بدانید که بودجه شما دقیقاً صرف خرید چه ویژگی های فنی می شود.
قیمت نهایی این تجهیزات برآیندی از چندین فاکتور کلیدی است که در ادامه به تشریح دقیق هر کدام می پردازیم:
نوع تکنولوژی و سیستم کنترل
اولین و مهم ترین عامل، نوع فرایند جوشکاری است. دستگاه های لیزری یا پلاسما به دلیل سیستم های نوری و گازی پیچیده، در صدر جدول قیمت قرار دارند.
در مقابل، اینورترهای چندکاره که از سیستم تغذیه سیم (MIG) استفاده می کنند، قیمت مناسب تری دارند. همچنین، وجود سیستم های کنترلی نظیر “تکنولوژی سینرژیک” که به صورت هوشمند ولتاژ و سرعت سیم را تنظیم می کند، قیمت دستگاه را نسبت به مدل های آنالوگ افزایش می دهد.
توان خروجی و چرخه کاری (Duty Cycle)
آمپراژ دستگاه به تنهایی تعیین کننده قیمت نیست، بلکه پایداری آن در زمان طولانی چرخه کاری اهمیت دارد. دستگاهی که بتواند در ۲۰۰ آمپر به صورت مداوم کار کند، قطعاً گران تر از دستگاهی است که بعد از ۱۰ دقیقه جوشکاری نیاز به استراحت و خنک شدن دارد. استفاده از خازن های ظرفیت بالا و سیستم های خنک کننده پیشرفته در دستگاه های پرقدرت، هزینه تولید را بالا می برد.
برند و اعتبار تولیدکننده
نام برند در صنعت ابزار، فراتر از یک مارک ساده است. برندهای معتبری مثل آروا که گارانتی واقعی و شبکه خدمات پس از فروش گسترده ای دارند، بخشی از قیمت دستگاه را به تضمین تامین قطعات در سال های آینده اختصاص می دهند.
خرید دستگاه های بی نام و نشان ارزان قیمت شاید در ابتدا سودآور به نظر برسد، اما با اولین خرابی برد اصلی و نبود قطعه یدکی، کل سرمایه شما از بین می رود.
کیفیت متعلقات و تجهیزات جانبی
گاهی تفاوت قیمت دو دستگاه مشابه در متعلقات همراه آن هاست. کیفیت تورچ (Torch)، طول و ضخامت کابل های مسی، و حتی نوع انبر اتصال و چرخ های دستگاه در مدل های صنعتی، همگی بر قیمت نهایی تاثیرگذار هستند.
تورچ های ارجینال با استاندارد اروپایی که تحمل حرارتی بالایی دارند، قیمت دستگاه را به طرز محسوسی جابه جا می کنند.
♦️ نکته فنی: موقع خرید، فقط به عدد آمپر روی دستگاه نگاه نکنید؛ به وزن دستگاه و کیفیت فن های خنک کننده دقت کنید. دستگاه های “سنگین تر” معمولاً دارای هیت سینک های ضخیم تر و ترانس های مسی باکیفیت تری هستند که در جوشکاری های طولانی مدت، برخلاف مدل های ارزان و سبک، دچار افت ولتاژ نمی شوند.
آیا خرید دستگاه جوش بدون الکترود مقرون به صرفه است؟

برای پاسخ به این سوال نباید فقط به فاکتور خرید نگاه کرد، بلکه باید «هزینه تمام شده هر متر جوش» را محاسبه کنید. اگرچه قیمت خرید این دستگاه نسبت به اینورترهای معمولی بالاتر است، اما در درازمدت به دلایل زیر کاملاً سودآور است:
کاهش هزینه های نیروی انسانی: به دلیل سرعت بالای جوشکاری بدون الکترود، پروژه ها در زمان بسیار کمتری تحویل داده می شوند. این یعنی شما با همان تعداد پرسنل، می توانید سفارش های بیشتری را مدیریت کنید.
حذف ضایعات: در این روش، برخلاف الکترود دستی، شما چیزی به نام “ته الکترود” ندارید که دور بریزید. تمام سیم جوش خریداری شده تبدیل به اتصال فلزی می شود.
کاهش هزینه های جانبی: حذف هزینه های سنگ زنی، تمیزکاری و پرداخت نهایی پس از جوشکاری، مبلغ قابل توجهی را در پایان ماه در جیب صاحب کارگاه ذخیره می کند.
نتیجه گیری تجاری: اگر حجم جوشکاری شما در ماه بالاست، خرید یک دستگاه حرفه ای بدون الکترود نه یک هزینه، بلکه یک سرمایه گذاری با بازگشت سرمایه (ROI) سریع است که کیفیت رقابتی کار شما را در بازار تضمین می کند.
معرفی بهترین برندها و دستگاه های جوش بدون الکترود

انتخاب یک دستگاه از میان انبوه برندهای بازار، فراتر از نگاه کردن به ظاهر دستگاه یا قیمت آن است. در دنیای حرفه ای، «بهترین» دستگاه آن است که میان توان فنی، پایداری در کار و پشتیبانی بلندمدت توازن برقرار کند.
در بازار کنونی، چند نام به دلیل نوآوری و کیفیت متمایز، اعتماد متخصصان را جلب کرده اند و به عنوان تولیدکننده بهترین دستگاه جوش شناخته می شوند:
- آروا: تولید کننده بادوامترین اینورتر جوشکاری ایرانی
- میلر (Miller): سرآمد تکنولوژی و دقت
- ایساب (ESAB): اصالت سوئدی با دوام فوق العاده.
- لینکولن الکتریک (Lincoln Electric): پیشتاز در پایداری قوس
- فرونیوس (Fronius): پیشتاز در جوشکاری دیجیتال و رباتیک
- هوبارت (Hobart): کیفیت صنعتی با کاربری آسان
دستگاه جوش بدون الکترود آروا

در بازار ابزار ایران، وقتی صحبت از نوآوری در اینورترهای نسل جدید می شود، نام برند آروا با تکیه بر استانداردهای کیفی بالا به میان می آید. دستگاه جوش بدون الکترود این مجموعه، در واقع شامل اینورترهای چندکاره (Multi-Process) و دستگاه های MIG/MAG است که با بهره گیری از سیستم تغذیه سیم هوشمند، نیاز به الکترودهای دستی را حذف کرده اند.
این تجهیزات با تمرکز بر بردهای الکترونیکی پیشرفته و قطعات باکیفیت تولید شده اند تا در شرایط پرفشار کاری، پایداری قوس را به خوبی حفظ کنند.
مزایای رقابتی و ساختار فنی دستگاه جوش بدون الکترود آروا
تکنولوژی به کاررفته در این دستگاه ها به گونه ای طراحی شده که هم برای کارگاه های نیمه صنعتی و هم برای خطوط تولید صنعتی سنگین، بازدهی حداکثری داشته باشد. برخلاف نمونه های معمولی، آروا بر روی پارامترهایی تمرکز کرده که مستقیماً بر بازدهی اپراتور تاثیر می گذارند:
- دیوتی سایکل (چرخه کاری) واقعی: دستگاه های آروا توانایی کار مداوم در آمپراژهای بالا را دارند، که این موضوع در پروژه های حجیم ساختمانی و سوله سازی یک مزیت حیاتی است.
- سیستم حفاظت هوشمند: مجهز بودن به سنسورهای حرارتی و محافظ ولتاژ که از آسیب به برد اصلی در برابر نوسانات برق جلوگیری می کند.
- تغذیه سیم یکنواخت: مکانیزم پیش رونده سیم در این دستگاه ها به قدری دقیق است که لرزش سیم یا گیر کردن آن در تورچ (که عامل اصلی خرابی جوش است) به حداقل رسیده است.
سطح کاربری و توانمندی اینوتر جوشکاری بدون الکترود آروا
این اینورترها برای کاربرانی که دقت میلی متری و نفوذ عمیق را در جوشکاری بدون الکترود اولویت قرار می دهند، گزینه ای ایده آل هستند. شبکه گسترده خدمات پس از فروش و گارانتی های معتبر، این اطمینان را به متخصصان می دهد که در صورت بروز هرگونه مشکل، فرایند تولید آن ها متوقف نخواهد ماند و تامین قطعات در سریع ترین زمان ممکن انجام می شود.
♦️ نکته: یکی از فوت های کوزه گری در استفاده از این دستگاه ها، تنظیم دقیق سرعت خروجی سیم با میزان ولتاژ است. اگر این تناسب را به درستی رعایت کنید، پاشش جوش (Spatter) به حداقل می رسد و نیازی به صرف زمان برای سنگ زنی بعد از اتمام کار نخواهید داشت.
در دستگاه های آروا، پتانسیومترهای تنظیم به گونه ای کالیبره شده اند که این توازن را حتی برای افراد کم تجربه نیز آسان می کنند.
♦️نکته فنی: اگر به دنبال خرید هستید، همیشه از برندی خرید کنید که تعمیرگاه مرکزی آن در دسترس باشد. در دنیای جوشکاری، حتی بهترین دستگاه های دنیا هم ممکن است بر اثر نوسان برق یا کثیفی فن آسیب ببینند؛ در آن لحظه، داشتن یک گارانتی معتبر و تامین قطعه از داشتن پیشرفته ترین تکنولوژی جهان مهم تر است. آروا در این بخش با شبکه گسترده خود، خیال صنعتگر ایرانی را راحت کرده است.
معیارهای انتخاب بهترین دستگاه جوش بدون الکترود

برای اینکه سرمایه گذاری شما منجر به سودآوری شود، باید این شش فاکتور را به عنوان چک لیست خرید در نظر بگیرید:
کیفیت ساخت و پایداری قطعات داخلی
یک دستگاه جوش عالی باید بدنه مستحکمی در برابر ضربات کارگاهی داشته باشد، اما مهم تر از آن، چیدمان قطعات روی برد اصلی است. استفاده
از تکنولوژی IGBT به جای ترانس های قدیمی، وزن دستگاه را کاهش و پایداری قوس را افزایش می دهد. همچنین عایق بندی بردهای الکترونیکی در برابر گرد و غبار فلزی، طول عمر دستگاه را تضمین می کند.
توان خروجی واقعی و راندمان (Duty Cycle)
فریب اعداد تبلیغاتی بزرگ را نخورید. بهترین دستگاه، مدلی است که «چرخه کاری» یا دیوتی سایکل بالایی داشته باشد؛
یعنی بتواند در آمپراژ مورد نظر شما، مدت زمان بیشتری را بدون داغ کردن و قطع شدن (اورلود) جوشکاری کند. راندمان بالا به معنای مصرف برق کمتر و خروجی جوش یکنواخت تر است.
تکنولوژی به کاررفته و تنوع فرایندها
دستگاه های مدرن امروزی صرفاً یک کاره نیستند. بهترین انتخاب، دستگاهی است که از تکنولوژی “سینرژیک” بهره ببرد؛ یعنی با تنظیم ضخامت قطعه کار، دستگاه به صورت هوشمند ولتاژ و سرعت سیم را تراز کند. این موضوع خطای اپراتور را به حداقل می رساند و کیفیت جوش را در سطح استاندارد نگه می دارد.
گارانتی و خدمات پس از فروش واقعی

در بازار ایران، دستگاه جوش یک کالای مصرفی نیست، بلکه ابزار کار شماست. برندی که گارانتی بلندمدت و از آن مهم تر، «تامین قطعات یدکی» دارد، ارزش خرید بسیار بالاتری دارد. نبود یک آی سی ساده یا نازل خاص در بازار، می تواند یک دستگاه گران قیمت خارجی را ماه ها خانه نشین کند.
قیمت و ارزش خرید (Price-to-Performance)
ارزش خرید یعنی در قبال هزینه ای که پرداخت می کنید، چه امکاناتی دریافت می کنید. گاهی یک دستگاه میان رده با امکانات کامل و خدمات در دسترس، ارزش خرید بیشتری نسبت به یک برند لوکس جهانی دارد که هزینه نگهداری آن سرسام آور است.
نظرات کاربران و تجربه استادکاران
تجربه عملی در محیط های سخت کاری (مثل رطوبت شمال یا گرمای جنوب) بهترین گواه برای کیفیت یک دستگاه است. برندهایی که در میان جوشکاران حرفه ای به “سگ جان” بودن معروف هستند، امتحان خود را در میدان عمل پس داده اند.
هنگام خرید دستگاه جوش بدون الکترود به چه مواردی دقت کنیم؟

برای اینکه بهترین مدل را متناسب با بودجه خود انتخاب کنید، این موارد را به عنوان استاندارد در نظر بگیرید:
قابلیت سینرژیک (Synergic Control)
اگر جوشکار با تجربه ای نیستید، دستگاهی بخرید که دارای منوی سینرژیک باشد. در این سیستم، شما فقط ضخامت ورق را انتخاب می کنید و دستگاه به طور خودکار ولتاژ و سرعت سیم را تراز می کند. این قابلیت در دستگاه های مدرن آروا به خوبی تعبیه شده است.
کیفیت موتور تغذیه سیم (Wire Feeder)
قلب دستگاه شما موتور کشنده سیم است. موتورهای ضعیف و پلاستیکی در کارهای طولانی مدت داغ کرده و سرعت سیم را تغییر می دهند که باعث خرابی جوش می شود. همیشه به دنبال مدل هایی با موتور فلزی و غلتک های باکیفیت باشید.
پشتیبانی از هر دو حالت گازدار و بدون گاز
بهترین ارزش خرید متعلق به دستگاهی است که هم ورودی گاز داشته باشد (برای کارهای ظریف کارگاهی) و هم قابلیت کار با سیم توپودری را داشته باشد (برای کارهای ساختمانی در فضای باز).
راهنمای گام به گام تنظیم و راه اندازی دستگاه جوش بدون الکترود

بسیاری از جوشکاران پس از خرید این تجهیزات، به دلیل تنظیمات نادرست از کیفیت خروجی رضایت ندارند. برخلاف دستگاه های قدیمی که فقط یک پیچ تنظیم آمپر داشتند، در دستگاه جوش بدون الکترود شما با یک سیستم تعاملی روبرو هستید که نیاز به کالیبراسیون دقیق دارد.
کالیبراسیون ولتاژ و سرعت سیم
در این متد، ولتاژ (Voltage) عرض حوضچه مذاب و میزان حرارت را تعیین می کند، در حالی که سرعت سیم (Wire Feed Speed) تعیین کننده آمپراژ و مقدار پرکنندگی جوش است.
اگر این دو پارامتر با هم هماهنگ نباشند، با پدیده “لگد زدن سیم” یا “ذوب شدن بیش از حد سیم در نوک نازل” مواجه می شوید.
♦️ نکته فنی: برای شروع، ولتاژ را بر اساس ضخامت قطعه تنظیم کنید. سپس در حالی که روی یک قطعه ضایعاتی در حال جوشکاری هستید، پیچ سرعت سیم را به آرامی بچرخانید.
زمانی که صدای قوس شبیه به صدای یکنواخت سرخ شدن (شبیه به صدای جلز و ولز ممتد) شد، یعنی دقیق ترین نقطه توازن را پیدا کرده اید. هرگونه صدای انفجاری یا قطع و وصل شدن نشان دهنده عدم توازن است.
نکات ایمنی اختصاصی در جوشکاری بدون الکترود

ایمنی در این روش به دلیل ماهیت مداوم قوس و استفاده از مواد شیمیایی در مغزه سیم، ملاحظات خاصی را می طلبد که فراتر از جوشکاری سنتی است. رعایت این موارد نشان دهنده حرفه ای بودن شما در کار است.
حفظ ایمنی شخصی در حین انجام هر کاری بسیار حائز اهمیت است؛ بنابراین، استفاده از وسایل ایمنی از جمله دستکش ایمنی، عینک ایمنی، لباس کار و ماسک جوشکاری ضروری خواهد بود.
مدیریت گازهای ناشی از سیم جوش توپودری
اگر از متد جوشکاری بدون الکترود در حالت بدون گاز استفاده می کنید، باید بدانید که سوختن مواد داخل سیم (Flux)، دودی غلیظ تر و سنگین تر از الکترودهای معمولی تولید می کند. این دود حاوی اکسیدهای فلزی است که استنشاق طولانی مدت آن می تواند خطرناک باشد.
راهکار حرفه ای: همیشه در جهت وزش باد بایستید تا دود از زیر ماسک شما عبور نکند. استفاده از سیستم های تهویه موضعی در کارگاه های بسته برای این نوع جوشکاری الزامی است.
حفاظت در برابر اشعه UV مداوم
به دلیل اینکه در این روش “چرخه کاری” بالا است و قوس به صورت مداوم روشن می ماند، میزان تابش اشعه ماوراء بنفش به شدت بیشتر از روش دستی است.
توصیه ایمنی: حتماً از لباس های کار با آستین های ضخیم و ماسک های جوشکاری اتوماتیک (Auto-Darkening) با سنسورهای حساس استفاده کنید. نفوذ این اشعه از درز لباس های نازک می تواند باعث سوختگی های پوستی مشابه آفتاب سوختگی شدید شود.
نگهداری اینورتر جوشکاری بدون الکترود برای افزایش عمر دستگاه

برای اینکه سرمایه گذاری شما روی دستگاه جوش بدون الکترود سال ها دوام بیاورد، نباید منتظر خراب شدن آن بمانید. نگهداری پیشگیرانه، تفاوت یک استادکار با یک اپراتور معمولی است.
مراقبت از سیستم تغذیه و لاینر تورچ
مسیر عبور سیم از داخل تورچ (لاینر)، مستعد تجمع براده های مسی و گرد و غبار است. اگر این مسیر مسدود یا کثیف شود، موتور تغذیه فشار مضاعفی را تحمل می کند که منجر به سوختن برد کنترل می شود.
فشار باد: بعد از اتمام هر قرقره سیم، لاینر تورچ را با فشار باد تمیز کنید.
بررسی غلتک ها: شیارهای غلتک کشنده سیم را چک کنید تا عاری از چربی و براده باشد؛ لغزش سیم در این بخش کیفیت جوش را به شدت کاهش می دهد.
تعویض نازل مسی: نازل (Contact Tip) با گذشت زمان گشاد می شود. گشاد شدن نازل باعث نوسان جریان و پاشش زیاد می شود. هزینه تعویض یک نازل بسیار ناچیز است، اما تاثیر آن بر کیفیت جوش شگفت انگیز است.
جدول زمان بندی سرویس و نگهداری دستگاه جوش بدون الکترود
| بخش مورد بررسی | بازه زمانی | اقدام لازم |
| نازل مسی (Tip) | روزانه | بررسی از نظر گشادی یا گرفتگی |
| داخل دستگاه (بردها) | ماهانه | باد گرفتن برای خروج گرد و غبار فلزی |
| فنر داخل تورچ (Liner) | هر ۲ قرقره | تمیزکاری با فشار باد یا تعویض |
| کابل و انبر اتصال | هفتگی | بررسی از نظر شل بودن یا گرم شدن بیش از حد |
نکته تجربی: اگر در محیط های بسیار آلوده و پر از گرد و غبار کار می کنید، حتماً از کاورهای مخصوص برای دستگاه استفاده کنید، اما مراقب باشید که مسیر ورود و خروج هوای فن ها کاملاً باز بماند تا سیستم خنک کننده دچار مشکل نشود.
کلام آروا:
در پایان این بررسی جامع، می توان گفت که انتخاب دستگاه جوش بدون الکترود دیگر یک انتخاب فانتزی یا صرفاً برای پروژه های خاص نیست؛ بلکه ضرورتی است برای هر صنعتگری که «زمان»، «دقت» و «کاهش هزینه های پنهان» را ستون های موفقیت کسب وکار خود می داند. اگرچه روش های سنتی هنوز در پروژه های خرد و خانگی جایگاه خود را دارند، اما قدرت واقعی در میدان رقابت صنعتی در دستان کسانی است که از پایداری و سرعت جوشکاری بدون الکترود بهره می برند.
چرا باید همین امروز تصمیم بگیرید؟
تکنولوژی های نوین نظیر اینورترهای چندکاره آروا، شکاف بین هزینه های اولیه بالا و راندمان کاری را پر کرده اند. با انتخاب این تجهیزات، شما نه تنها از شر توقف های مداوم برای تعویض الکترود خلاص می شوید، بلکه اتصالی با کیفیت مهندسی و ظاهری بی نقص ارائه می دهید که نیاز به پرداخت های سنگین بعدی را از بین می برد.
خلاصه توصیه های نهایی برای یک خرید موفق:
نیازسنجی دقیق: اگر با ورق های نازک و تولید انبوه سر و کار دارید، به سراغ سیستم های تغذیه سیم (MIG/MAG) بروید.
آینده نگری در خدمات: برندی را انتخاب کنید که در صورت بروز کوچک ترین ایراد فنی، پروژه تان را به دلیل نبود قطعه یا تعمیرکار معطل نگذارد.
سرمایه گذاری روی مهارت: فراموش نکنید که نیمی از قدرت این دستگاه ها در تنظیمات دقیق آن ها نهفته است؛ پس زمانی را برای یادگیری کار با پنل های هوشمند و تکنولوژی سینرژیک اختصاص دهید.
ابزار شما، شناسنامه کار شماست. در بازار امروز که مشتریان به دنبال ظرافت در کنار استحکام هستند، استفاده از متد جوشکاری بدون الکترود امضای حرفه ای شما پای هر پروژه خواهد بود. اگر به دنبال ارتقای کیفیت و سرعت هستید، مطالعه دقیق مشخصات فنی و مشورت با متخصصان این حوزه، اولین و مهم ترین گام شماست.
پاسخ به سوالات شما درباره دستگاه جوش بدون الکترود
۱. آیا دستگاه جوش بدون الکترود واقعاً به هیچ ماده مصرفی نیاز ندارد؟
در روش هایی مثل جوش القایی یا مقاومتی بله؛ اما در مدل های رایج کارگاهی، به جای الکترود دستی از «سیم جوش» استفاده می شود که به صورت مداوم تغذیه شده و نیاز به توقف کار ندارد.
۲. آیا برای جوشکاری بدون الکترود حتماً به کپسول گاز نیاز داریم؟
خیر؛ اگر از سیم جوش های «توپودری» (Flux-Cored) استفاده کنید، نیازی به کپسول گاز نیست و پودر داخل سیم وظیفه محافظت از حوضچه مذاب را بر عهده می گیرد.
۳. کیفیت اتصال در این روش نسبت به الکترود دستی چگونه است؟
به دلیل پایداری بیشتر قوس و عدم قطع و وصل شدن جریان، نفوذ جوش عمیق تر و اتصال نهایی یکپارچه تر و مستحکم تر از روش سنتی است.
۴. آیا با این دستگاه می توان ورق های خیلی نازک را جوش داد؟
بله؛ این یکی از بزرگترین مزایای این دستگاه است. کنترل دقیق ولتاژ در این سیستم ها اجازه می دهد ورق های زیر ۱ میلی متر را بدون سوراخ شدن یا تغییر شکل جوش بدهید.
۵. قیمت دستگاه جوش بدون الکترود چقدر از مدل های معمولی بیشتر است؟
به دلیل تکنولوژی پیشرفته تر بردهای اینورتر و موتور تغذیه سیم، قیمت این دستگاه ها معمولاً ۲ تا ۳ برابر مدل های ساده الکترود دستی است که در بلندمدت با سرعت کار جبران می شود.
۶. آیا این دستگاه برای جوشکاری در فضای باز و باد شدید مناسب است؟
در صورت استفاده از کپسول گاز خیر، اما با استفاده از سیم جوش های مغزه دار (بدون گاز)، این دستگاه بهترین عملکرد را در محیط های باز و بادگیر دارد.
۷. مصرف برق این دستگاه ها چقدر است؟
به دلیل بهره گیری از تکنولوژی اینورتر (IGBT)، مصرف برق این دستگاه ها بسیار بهینه است و نسبت به ترانس های قدیمی تا ۶۰ درصد صرفه جویی در انرژی دارند.



ارسال دیدگاه