 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
جوش آرگون یا جوشکاری TIG یکی از دقیق ترین و تمیزترین روش های جوشکاری، است که در آن قوس الکتریکی ایجادشده میان الکترود تنگستن و قطعه کار، فلز پایه را ذوب می کند و در صورت نیاز، سیم جوش یا فیلر برای تکمیل اتصال به حوضچه مذاب اضافه می شود.
جوش TIG با الکترود، فرایند دقیقی فراهم می کند و به خاطر کنترل بالا و کیفیت جوش، برای کار های دقیق جوشکاری به کار می رود. انواع جوش آرگون به شرح زیر است:
- جوش آرگون با جریان مستقیم (DC TIG)
- جوش آرگون با جریان متناوب (AC TIG)
- جوش آرگون پالسی (Pulse TIG)
- جوش آرگون دستی (Manual TIG)
- جوش آرگون اتوماتیک (Automatic TIG)
- جوش آرگون مداری (Orbital TIG)
- جوش آرگون با فیلر (Filler TIG)
- جوش آرگون بدون فیلر (Autogenous TIG)
آنچه جوشکاری آرگون را از بسیاری از روش های رایج متمایز می کند، استفاده از گاز آرگون به عنوان یک لایه محافظ است. این گاز از تماس حوضچه مذاب با اکسیژن، نیتروژن و سایر آلودگی های موجود در هوا جلوگیری می کند و در نتیجه، جوشی تمیز، یکنواخت و با کیفیت بالا به وجود می آورد.
به همین دلیل، جوش آرگان در صنایع حساس مانند نفت و گاز، پتروشیمی، تجهیزات پزشکی، صنایع غذایی، هوافضا و ساخت سازه های استیل و آلومینیومی کاربرد گسترده ای دارد.
دقت بالا در کنترل حرارت، امکان جوشکاری ورق نازک، حداقل پاشش جرقه و تولید اتصالاتی با ظاهر بسیار تمیز، از مهم ترین ویژگی هایی هستند که این روش را به یکی از محبوب ترین نوع جوشکاری در صنایع حرفه ای تبدیل کرده اند.
با ما همراه باشید تا در مورد این جوش کاری آرگون بیشتر بدانیم.
جوش آرگون (TIG / GTAW) چیست؟

جوش آرگون نوعی جوشکاری ذوبی است که در میان روش های مختلف اتصال فلزات، جوشکاری tig به عنوان استاندارد طلایی برای ایجاد اتصالاتی با بالاترین استاندارد کیفی و ساختاری شناخته می شود. این روش، یک فرایند ذوب قوسی است که در آن کنترل حرارت و ورود ماده افزودنی کاملاً در دستان استادکار قرار دارد.
جوشکاری آرگون در منابع فنی با دو نام اختصاری TIG و GTAW شناخته میشود که هر دو به همین فرایند اشاره دارند.
TIG مخفف Tungsten Inert Gas است و به دو عنصر اصلی این روش، یعنی الکترود تنگستن و گاز محافظ بیاثر (معمولاً آرگون) اشاره میکند. این اصطلاح در بازار، کارگاهها و بسیاری از منابع آموزشی رایجتر است.
GTAW مخفف Gas Tungsten Arc Welding است که توسط انجمن جوشکاری آمریکا (AWS) استانداردسازی شده است. این عنوان علاوه بر گاز و تنگستن، به وجود قوس الکتریکی نیز اشاره دارد و بیشتر در استانداردها، دستورالعملهای فنی (WPS) و مدارک تخصصی به کار میرود.
در عمل، TIG و GTAW دو نام متفاوت برای یک فرایند جوشکاری هستند و تفاوت آنها تنها در شیوه نامگذاری است.
انواع جوش آرگون
جوشکاری آرگون (TIG یا GTAW) را می توان بر اساس نوع جریان الکتریکی، میزان اتوماسیون و نحوه استفاده از سیم جوش به انواع مختلفی تقسیم کرد. هر یک از این روش ها برای فلزات، ضخامت ها و شرایط کاری خاصی طراحی شده اند و انتخاب صحیح آن ها تأثیر مستقیمی بر کیفیت، سرعت و هزینه نهایی جوشکاری دارد.
جدول مقایسه انواع جوش آرگون:
| نوع جوش آرگون | ویژگی اصلی | کاربرد | مزایا | معایب | فلزات مناسب |
| جوش آرگون با جریان مستقیم (DC TIG) | استفاده از جریان مستقیم با قوس متمرکز | سازه های فولادی، مخازن، خطوط لوله، صنایع نفت و گاز | نفوذ بالا، قوس پایدار، کنترل آسان | مناسب آلومینیوم و منیزیم نیست | فولاد، استیل، مس، تیتانیوم |
| جوش آرگون با جریان متناوب (AC TIG) | تغییر مداوم قطبیت جریان | جوشکاری آلومینیوم و منیزیم | حذف لایه اکسیدی، کیفیت بالای جوش | نفوذ کمتر و مصرف انرژی بیشتر | آلومینیوم، منیزیم |
| جوش آرگون پالسی (Pulse TIG) | تغییر متناوب بین جریان بالا و پایین | ورق های نازک و قطعات حساس | کاهش اعوجاج، کنترل بهتر حرارت | تنظیمات پیچیده تر | استیل نازک، آلومینیوم، تیتانیوم |
| جوش آرگون دستی (Manual TIG) | کنترل کامل توسط جوشکار | تعمیرات، ساخت سفارشی، کارگاه ها | انعطاف پذیری و دقت بالا | سرعت کمتر و وابستگی به مهارت اپراتور | اغلب فلزات |
| جوش آرگون اتوماتیک (Automatic TIG) | کنترل فرایند توسط تجهیزات مکانیزه | خطوط تولید و پروژه های صنعتی | یکنواختی بالا، سرعت بیشتر | هزینه اولیه زیاد | قطعات تکراری و تولید انبوه |
| جوش آرگون مداری (Orbital TIG) | چرخش خودکار تورچ دور قطعه | صنایع دارویی، غذایی، پتروشیمی و هوافضا | دقت و تکرارپذیری بسیار بالا | تجهیزات تخصصی و گران | لوله های استیل و آلیاژی |
| جوش آرگون با فیلر (Filler TIG) | استفاده از سیم جوش برای پر کردن اتصال | اتصالات ضخیم و سازه ای | استحکام بالاتر و پرشدگی بهتر | نیاز به مهارت بیشتر | اکثر فلزات صنعتی |
| جوش آرگون بدون فیلر (Autogenous TIG) | جوشکاری تنها با ذوب فلز پایه | ورق های نازک و قطعات ظریف | ظاهر تمیز و سرعت مناسب | محدودیت در ضخامت قطعه | استیل نازک، تیتانیوم |
جوش آرگون با جریان مستقیم (DC TIG)
جوش آرگون DC رایج ترین نوع جوشکاری TIG است. در این روش جریان الکتریکی به صورت مستقیم از الکترود تنگستن به قطعه کار منتقل می شود و قوسی پایدار با نفوذ بالا ایجاد می کند. به همین دلیل بیشتر پروژه های صنعتی مرتبط با فولاد، استیل ضدزنگ، مس و تیتانیوم با این روش انجام می شوند.
جوش آرگون با جریان متناوب (AC TIG)
در جوشکاری AC جهت جریان به صورت مداوم تغییر می کند. این ویژگی باعث شکسته شدن لایه اکسیدی مقاوم روی آلومینیوم و منیزیم می شود. به همین دلیل AC TIG انتخاب اصلی برای جوشکاری این فلزات محسوب می شود و بدون آن دستیابی به جوش باکیفیت روی آلومینیوم دشوار خواهد بود.
جوش آرگون پالسی (Pulse TIG)
در این روش دستگاه بین جریان بالا و پایین جابه جا می شود. جریان بالا عملیات ذوب را انجام می دهد و جریان پایین اجازه می دهد قطعه خنک تر باقی بماند. نتیجه این فرایند، کنترل بهتر حوضچه مذاب، کاهش اعوجاج و افزایش کیفیت جوش در قطعات نازک است.
جوش آرگون دستی (Manual TIG)
در جوشکاری دستی، اپراتور تمام مراحل شامل کنترل تورچ، طول قوس، سرعت حرکت و تزریق فیلر را به صورت مستقیم مدیریت می کند. این روش اگرچه به مهارت بالایی نیاز دارد، اما بیشترین انعطاف پذیری را در اختیار جوشکار قرار می دهد.
جوش آرگون اتوماتیک (Automatic TIG)
در این روش بخشی یا تمام عملیات جوشکاری توسط سیستم های مکانیزه انجام می شود. کنترل دقیق پارامترها باعث افزایش سرعت تولید، کاهش خطاهای انسانی و دستیابی به کیفیتی یکنواخت در تعداد بالای قطعات می شود.
جوش آرگون مداری (Orbital TIG)
جوشکاری مداری یکی از پیشرفته ترین زیرشاخه های TIG است که در آن تورچ به صورت خودکار دور لوله یا قطعه استوانه ای حرکت می کند. این روش در صنایعی که کوچک ترین عیب جوش قابل قبول نیست، مانند صنایع دارویی، غذایی، هسته ای و هوافضا کاربرد گسترده ای دارد.
جوش آرگون با فیلر (Filler TIG)
در این روش جوشکار هم زمان با ایجاد قوس، سیم جوش را به حوضچه مذاب اضافه می کند. استفاده از فیلر باعث افزایش استحکام اتصال، جبران فاصله بین قطعات و امکان جوشکاری ضخامت های بیشتر می شود.
جوش آرگون بدون فیلر (Autogenous TIG)
در جوشکاری بدون فیلر، اتصال تنها با ذوب لبه های قطعه انجام می شود و نیازی به افزودن فلز پرکننده وجود ندارد. این روش بیشتر برای ورق های نازک، تجهیزات استیل و قطعاتی که ظاهر جوش اهمیت بالایی دارد استفاده می شود.
مزایا و معایب جوشکاری تیگ
فرایند اتصال با گاز محافظ و الکترود تنگستن، مانند هر تکنیک مهندسی دیگری در کنار ویژگی های منحصربه فرد و خیره کننده، با محدودیت های ساختاری و عملیاتی مشخصی همراه است. برای یک انتخاب دقیق کارگاهی، ابتدا نگاهی کلیدی به توازن این ویژگی ها در جدول زیر می اندازیم:
| مزایای شاخص روش تیگ | معایب و محدودیت های روش تیگ |
| ظرافت خیره کننده و کیفیت متالورژیکی بالا | سرعت پیشروی پایین و نرخ رسوب کم |
| عدم وجود هرگونه پاشش، جرقه و دود غلیظ | نیاز به مهارت و تخصص بسیار بالای دست |
| کنترل مستقل حرارت از نرخ ورود سیم جوش | بالا بودن هزینه های اولیه خرید تجهیزات تخصصی |
| توانایی استثنایی در اتصال ورق های فوق نازک | گرانی گاز مصرفی (آرگون خلوص بالا) |
بررسی تخصصی مزایای جوش آرگون
دلایل انتخاب این روش در صنایع حساس، به قابلیت های بی رقیب آن در خلق اتصالات مینیاتوری و ساختار متالورژیکی پاکیزه برمی گردد.
ظرافت و کیفیت ساختاری بالا
از آنجا که حرارت قوس در این روش بسیار متمرکز است، پهنای منطقه تحت تاثیر حرارت به حداقل می رسد. این تمرکز انرژی باعث می شود خط جوش خروجی بسیار باریک، منسجم و با کمترین تغییر شکل ساختاری در فلز پایه شکل بگیرد. خلوص بالای گاز محافظ نیز ضامن عدم ایجاد ترک های میکروسکوپی است.
فرایند پاکیزه و بدون پاشش و دود
اگر شما هم از تمیزکاری های طولانی پس از جوشکاری خسته شده اید، این متد بهترین گزینه است. به دلیل عدم وجود روپوش پودری روی سیم جوش و مصرف نشدن خود الکترود تنگستن، هیچ گونه جرقه یا پاشش ماده مذاب به اطراف رخ نمی دهد و خط جوش پس از انجماد، بدون نیاز به چکش کاری یا فرزکاری، کاملاً تمیز و آماده تحویل است.
دقت بالا در کنترل مستقل حوضچه مذاب
در این روش، میزان جریان الکتریسیته (حرارت) کاملاً مستقل از سرعت ورود سیم فیلر کنترل می شود. این تفکیک ساختاری به استادکار اجازه می دهد تا کنترل کاملی روی عمق نفوذ و پهنای مخزن ذوب داشته باشد و قطعات را دقیقاً مطابق با نقشه مهندسی پیش ببرد.
توانایی جوشکاری ورق های فوق نازک
در حالی که سایر روش ها در آمپراژهای پایین دچار قطع قوس شده یا ورق را سوراخ می کنند، پایداری بالای قوس تنگستن به دستگاه اینورتر اجازه می دهد در جریان های بسیار پایین (حتی زیر ۱۰ آمپر) قوسی پایدار ایجاد کند. این ویژگی به شما امکان می دهد ورق های جدارنازک زیر ۱ میلی متر را به راحتی به یکدیگر متصل کنید.
بررسی تخصصی معایب جوشکاری تیگ
در کنار تمام محاسن ذکر شده، محدودیت های این روش باعث می شود که برای هر نوع پروژه و سازه ای به عنوان انتخاب اول در نظر گرفته نشود.
سرعت اجرای پایین و نرخ رسوب کم
بزرگ ترین نقطه ضعف این فرایند، سرعت حرکت بسیار پایین آن است. دستی بودن تزریق فیلر و نیاز به دقت میلی متری، سرعت پیشرفت پروژه را در مقایسه با روش های نیمه اتوماتیکی مانند میگ مگ به شدت کاهش می دهد؛ بنابراین برای پروژه های اسکلت سازی یا خطوط تولید انبوه سازه های ضخیم به هیچ وجه مقرون به صرفه نیست.
نیاز به مهارت و تخصص بسیار بالای اپراتور
این روش به هیچ وجه یک جوشکاری ساده کارگاهی نیست. هماهنگی کامل میان دو دست (یک دست حامل تورچ و دست دیگر حامل فیلر)، حفظ فاصله ثابت ۲ میلی متری نوک تنگستن از سطح مذاب و کنترل هم زمان پدال یا شستی، نیاز به ماه ها آموزش تخصصی و تجربه کارگاهی دارد؛ به همین دلیل دستمزد استادکاران این رشته بسیار بالاتر از سایر روش ها است.
بالا بودن هزینه تجهیزات اولیه و گاز مصرفی
راه اندازی یک ایستگاه کاری برای این فرایند، سرمایه اولیه بالایی می طلبد. اینورترهای تخصصی این رشته (به خصوص مدل های جریان متناوب و متناوب دیجیتال) قیمت بالایی دارند. از سوی دیگر، قیمت کپسول و گاز آرگون با خلوص بالای ۹۹.۹۹ درصد به عنوان یک هزینه جاری و همیشگی، قیمت تمام شده هر متر جوش را در این متد به شدت بالا می برد.
♦️ نکته تجربی: یک استادکار باسابقه بر اساس تجربه می داند که عیب اصلی سرعت پایین این روش را می توان با چیدمان و آماده سازی درست قطعات (فیت آپ) تا حدودی جبران کرد. اگر درز میان دو قطعه کار کوچک ترین فاصله نامنظمی داشته باشد، سرعت شما در روش تیگ به یک سوم کاهش می یابد و مصرف فیلر و گاز دو برابر می شود.
ترفند کارگاهی این است که پیش از شروع ذوب اصلی، لبه ها را کاملاً با سنگ فرز یکدست کنید و با خال جوش های مینیاتوری و دقیق در فواصل منظم، درز را کاملاً فیکس کنید. هرچه فیت آپ اولیه تمیزتر باشد، سرعت حرکت دست شما روی خط جوش پیوسته تر و مصرف گاز کارگاه کمتر خواهد شد.
کاربرد جوشکاری تیگ در صنعت ایران

امروزه این جوش آرگن یکی از حیاتی ترین و استراتژیک ترین روش های اتصال در زیرساخت های صنعتی ایران به شمار می رود. به دلیل توسعه صنایع مادر در کشور، نیاز به استادکاران و تجهیزات این رشته روز به روز در حال افزایش است.
♦️ نکته: در بازار ایران، اصطلاح “جوش آرگون” به یک فرهنگ فنی تبدیل شده است. یک استادکار باسابقه می داند که اعتبار حرفه ای او در صنایع حساس کشور، به تست های مخرب و غیرمخرب (مانند رادیوگرافی یا RT) گره خورده است.
در پروژه های خطوط لوله پتروشیمی ایران، کوچک ترین لرزش دست یا تنظیم نبودن دبی گاز که منجر به عیب “ذوب ناقص در ریشه” (Lack of Penetration) شود، در فیلم رادیوگرافی آشکار شده و کل خط جوش ریجکت می شود. برای موفقیت در این بازار، کنترل خونسردی، تنظیم دقیق آمپراژ متناسب با نوسانات برق کارگاه و تسلط روی زاویه دید نسبت به حوضچه، کلید طلایی تایید شدن جوش شماست.
کاربرد جوش آرگون در صنایع حساس و استراتژیک
به دلیل بالا بودن ضریب اطمینان این متد، قطعاتی که تحت تنش های شدید، فشارهای کاری بالا یا استانداردهای سخت گیرانه بهداشتی قرار دارند، همگی با این روش به یکدیگر متصل می شوند.
کاربرد جوشکاری آرگون در صنایع هوافضا و خودروسازی
در صنایع هوایی، اتصال بدنه هواپیماها و نازل های سوخت که از جنس تیتانیوم و آلیاژهای فوق سبک هستند، به دلیل حساسیت بالایی که به ترک های میکروسکوپی دارند، با این متد اجرا می شوند. در صنعت خودروسازی نیز برای ترمیم و جوش سرسیلندر آلومینیومی خودروها که در اثر حرارت یا آب بندی ناقص دچار سوختگی یا خوردگی شده اند، این روش تنها راه حل بازگرداندن قطعه به وضعیت استاندارد بدون دفرمه شدن کل سرسیلندر است.
کاربرد جوش tig در صنایع غذایی، دارویی و پتروشیمی
در خطوط انتقال شیر، فرآورده های دارویی و مخازن شیمیایی پتروشیمی، کوچک ترین ناهمواری در داخل لوله ها می تواند محل تجمع باکتری ها یا آغازگر فرسایش و نشتی در اثر اسید باشد. این روش با ایجاد گرده جوش های داخلی کاملاً صاف و هم سطح (پاس ریشه بی نقص)، سلامت این خطوط را تضمین می کند.
کاربرد جوش تیگ در اتصال فلزات خاص و چالش های متالورژیکی آن ها
هر فلز رفتار حرارتی و شیمیایی منحصر به به فردی دارد که جوشکار باید تنظیمات اینورتر و دست خود را با آن هماهنگ کند.
قابلیت منحصر به فرد این فرایند در کنترل دقیق حرارت و جداسازی کامل حوضچه مذاب از اتمسفر، آن را به تنها انتخاب ممکن برای اتصال فلزات آلیاژی و سازه های حساس تبدیل کرده است. در این بخش، دلایل این انتخاب و رفتار فلزات هدف بررسی می شود.
کیفیت، ظرافت و تمیزی. این فرایند به این دلیل به این سه ویژگی معروف است که الکترود تنگستن آن مصرف نمی شود؛ در نتیجه، قوس الکتریکی حاصل از آن فوق العاده پایدار و متمرکز است.
عدم وجود پوشش پودری شیمیایی (برعکس جوش برق) باعث می شود که هیچ گونه دود، جرقه، پاشش یا گل جوشی در محیط ایجاد نشود. اتمسفر ۱۰۰ درصد خنثی گاز آرگون نیز مانع از شکل گیری هر نوع آلودگی ممتد در ساختار میکروسکوپی فلز می شود و خروجی کار یک خط جوش یکدست، براق و بدون نیاز به فرزکاری است.
جوش آرگون استیل و تکنیک های لوله های جداره نازک

استیل ضدزنگ رسانایی حرارتی پایینی دارد اما تغییر شکل حرارتی آن بالا است؛ یعنی در اثر گرما به سرعت تاب برمی دارد. برای اتصال لوله ها و ورق های استیل، آمپراژ دستگاه باید تا حد ممکن پایین تنظیم شود. بزرگ ترین چالش در اینجا، اکسید شدن پشت درز جوش (سوختن ریشه) است.
برای حل این مشکل، تکنیکی به نام گازپشتی یا بک پِرج (Back Purging) استفاده می شود؛ به این صورت که داخل لوله استیل را نیز با گاز آرگون پر می کنند تا پشت جوش هم در محیط خنثی منجمد شود. سیم جوش های خانواده ۳۰۸ و ۳۱۶ پرمصرف ترین فیلرها برای این فلز هستند.
جوش تیگ آلومینیوم و چالش های فرکانس دستگاه
همان طور که در بخش تنظیمات اشاره شد، آلومینیوم با پوسته اکسیدی سختی محافظت می شود که دمای ذوبی بسیار بالاتر از خود فلز دارد. چالش دوم آلومینیوم، رسانایی حرارتی شدید آن است؛ حرارت به سرعت در کل قطعه پخش می شود و اگر سرعت دست شما پایین باشد، ناگهان کل حوضچه فرومی ریزد.
تنظیمات اختصاصی دستگاه برای آلومینیوم، قرار دادن وضعیت جریان روی حالت متناوب (AC) است. برای کارهای ظریف، فرکانس جریان را روی اعدادی بالا (مانند ۱۲۰ تا ۱۵۰ هرتز) تنظیم کنید تا قوس کاملاً متمرکز شود و از فیلرهای آلیاژی مانند ۴۰۴۳ یا ۵۳۵۶ استفاده کنید تا چسبندگی مِلکِ ذوب تضمین شود.
♦️ نکته تجربی: هنگام کار با استیل ضدزنگ، رنگ نهایی خط جوش بعد از انجماد، دقیقاً به شما می گوید که آیا چتر گاز و سرعت دستتان درست بوده است یا خیر. اگر خط جوش شما رنگ نقره ای یا طلایی براق داشت، یعنی کیفیت عالی است.
اگر رنگ آن به سمت آبی یا ارغوانی رفت، حرارت کمی بالا بوده اما قابل قبول است. اما اگر خط جوش به رنگ قهوه ای تیره، خاکستری یا سیاه درآمد، یعنی گاز محافظ پیش از خنک شدن فلز قطع شده یا سرعت حرکت دست شما بسیار کند بوده و استیل را سوزانده اید؛ این جوش ساختار کروم خود را از دست داده و به سرعت زنگ خواهد زد.
قوس الکتریکی در جوشکاری آرگون

قوس الکتریکی در جوشکاری آرگون یک جرقه ساده نیست، بلکه نوعی تخلیه الکتریکی پایدار در محیطی یونیزه شده است. زمانی که الکترود تنگستن به قطعه کار نزدیک می شود و دستگاه جوش ولتاژ لازم را اعمال می کند، اتم های گاز آرگون موجود بین الکترود جوشکاری و قطعه کار یونیزه می شوند. در این حالت بخشی از الکترون های اتم های آرگون آزاد شده و محیطی رسانا به نام پلاسما شکل می گیرد.
این ستون پلاسما مسیر عبور جریان الکتریکی را فراهم می کند و انرژی حاصل از آن به صورت حرارت روی قطعه کار متمرکز می شود. دمای ایجاد شده در مرکز قوس به اندازه ای بالاست که می تواند فلز پایه را ذوب کرده و حوضچه مذاب را تشکیل دهد. کنترل دقیق این قوس یکی از مهم ترین دلایل کیفیت بالای جوشکاری آرگون است.
۳ روش اصلی راهاندازی قوس در جوشکاری TIG

تسلط بر روش های راه اندازی قوس الکتریکی و تکنیک های حرکتی دست، متمایزکننده یک اپراتور ساده از یک استادکار ماهر است. در این بخش، مکانیزم های مختلف شروع فرایند و هندسه حرکتی ابزارها بررسی می شود.
برای شروع فرایند ذوب و هدایت الکتریسیته از نوک الکترود تنگستن به قطعه کار، نیاز به یک محرک اولیه وجود دارد. این محرک بر اساس ساختار فنی دستگاه به سه روش زیر تقسیم می شود.
۱. روش تیگ خراشی (Scratch Start)
این روش قدیمی ترین و ابتدایی ترین متد ایجاد قوس است که پیش تر در بخش تبدیل اینورترهای معمولی به آن اشاره شد. در این تکنیک، فرایند ایجاد قوس دقیقاً مشابه روشن کردن یک چوب کبریت است؛ الکترود تنگستن باید مستقیماً روی سطح فلز پایه کشیده شود تا اتصال کوتاه ایجاد شده و با فاصله گرفتن سریع تورچ، ستون پلاسما شکل بگیرد.
این روش به دلیل استهلاک شدید الکترود و ریسک بالای ورود ناخالصی به مخزن ذوب، در سازه های حساس مهندسی کاملاً ممنوع است.
۲. روش ضربه ای یا بالابری (Lift TIG)
برای حل مشکل چسبیدن و کچل شدن تنگستن در روش خراشی، مکانیزم بالابری طراحی شد. در این متد که در بسیاری از دستگاه های مدرن تعبیه شده، ابتدا نوک تنگستن را بدون ایجاد هیچ گونه جرقه ای به آرامی روی قطعه کار تکیه می دهید.
در این لحظه، برد الکترونیکی دستگاه میزان جریان را در پایین ترین حد ممکن (حدود چند آمپر ناچیز) نگه می دارد تا حرارت مخربی ایجاد نشود.
به محض اینکه تورچ را از روی سطح فلز بلند می کنید، برد دستگاه این فاصله را حس کرده و ناگهان آمپراژ اصلی را وارد مدار می کند تا قوس بدون پاشش و خرابی متولد شود.
۳. روش فرکانس بالا (HF – High Frequency)
استانداردترین، حرفه ای ترین و بی نقص ترین روش ایجاد قوس در جوشکاری آرگون، تکنیک فرکانس بالا است. در این متد، نیازی به کوچک ترین تماس فیزیکی میان تنگستن و فلز وجود ندارد. با فشردن کلید تورچ، یک جرقه با ولتاژ بسیار بالا و فرکانس شدید از نوک الکترود به سمت قطعه کار شلیک می شود.
این جرقه هوای میان الکترود و فلز را یونیزه کرده و تونلی از پلاسمای رسانا ایجاد می کند تا جریان اصلی دستگاه بدون خطر آلودگی تنگستن، در کسری از ثانیه مستقر شود.
معرفی و بیان نقش گاز آرگون در جوش آرگون

کیفیت بالای جوشکاری آرگون تا حد زیادی به عملکرد گاز آرگون بستگی دارد. این گاز نجیب و واکنش ناپذیر با ایجاد یک پوشش محافظ اطراف حوضچه مذاب و الکترود تنگستن، از تماس فلز داغ با اکسیژن، نیتروژن و سایر آلاینده های هوا جلوگیری می کند. در نتیجه، احتمال اکسیداسیون، تخلخل و کاهش استحکام جوش به حداقل می رسد.
آرگون حدود ۳۸ درصد سنگین تر از هواست و به همین دلیل به خوبی روی ناحیه جوش قرار می گیرد و یک لایه محافظ پایدار ایجاد می کند. همچنین در شرایط ایجاد قوس الکتریکی یونیزه می شود و به پایداری قوس کمک می کند. این ویژگی باعث تمرکز انرژی حرارتی در یک ناحیه محدود شده و امکان اجرای جوش های دقیق و تمیز روی فلزاتی مانند استیل و آلومینیوم را فراهم می کند.
مجموعۀ این ویژگی ها باعث شده است آرگون به پرکاربردترین گاز محافظ در جوشکاری TIG تبدیل شود و نقش مهمی در افزایش کیفیت، استحکام و زیبایی ظاهری جوش داشته باشد.
بیشتر بخوانید : انواع گاز جوشکاری
♦️ نکته تجربی: یک استادکار ماهر بر اساس تجربه می داند که خلوص گاز آرگون، شناسنامه کیفیت جوش است. اگر کپسول گاز شما حتی به اندازه ۰.۰۱ درصد حاوی رطوبت یا ناخالصی اکسیژن باشد، رنگ حوضچه مذاب از حالت نقره ای براق به سمت تیرگی و رنگ پای کلاغی می رود و نوک تنگستن فوراً سیاه و دفرمه می شود.
اگر با سیاه شدن مداوم تنگستن مواجه هستید، پیش از تغییر تنظیمات اینورتر، ابتدا خلوص کپسول گاز و سلامت واشرهای مسیر تورچ را بررسی کنید تا مطمئن شوید مکش هوای محیط (اثر ونچوری) در مسیر رخ نمی دهد.
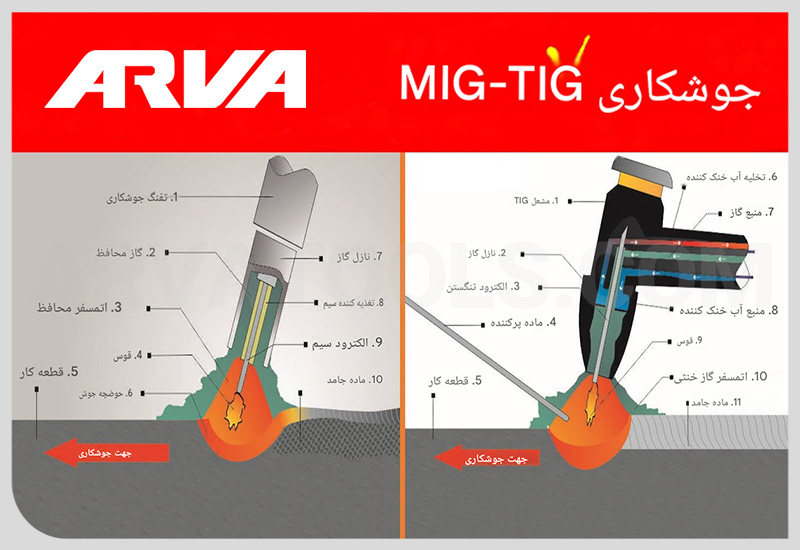
تفاوت جوش آرگون با سایر روش های جوشکاری
جوش آرگون یا جوشکاری TIG یکی از دقیق ترین روش های جوشکاری در صنعت است که برای اتصال فلزات حساس، ورق های نازک و قطعاتی که کیفیت و ظاهر جوش در آن ها اهمیت دارد استفاده می شود. با این حال این روش تنها گزینه موجود نیست و در صنعت، سه روش اصلی جوشکاری یعنی TIG (آرگون)، MMA (الکترود دستی) و MIG/MAG (CO2) بیشترین کاربرد را دارند.
انتخاب بین این روش ها به عواملی مانند نوع فلز، ضخامت قطعه، سرعت اجرا، کیفیت مورد انتظار و هزینه بستگی دارد.
مقایسه جوش آرگون با روش های مختلف جوشکاری:
| شاخص مقایسه | جوش آرگون (TIG) | جوش الکترود دستی (MMA) | جوش CO2 (MIG/MAG) |
| نوع الکترود | تنگستن غیرمصرفی | الکترود روکش دار | سیم جوش مصرفی |
| گاز محافظ | آرگون | ندارد | CO2 یا گاز محافظ |
| کیفیت جوش | بسیار بالا | متوسط | خوب |
| سرعت اجرا | متوسط | بالا | بسیار بالا |
| میزان پاشش | بسیار کم | زیاد | کم تا متوسط |
| سرباره | ندارد | دارد | ندارد |
| مناسب ورق نازک | عالی | ضعیف | خوب |
| مهارت مورد نیاز | بالا | متوسط | متوسط |
| هزینه تجهیزات | بیشتر | کمتر | متوسط |
| کاربرد اصلی | صنایع دقیق و حساس | سازه های فلزی و تعمیرات | تولید صنعتی و انبوه |
تفاوت جوش آرگون با جوش الکترود دستی (MMA)
جوش آرگون (TIG) از الکترود تنگستن غیرمصرفی و گاز آرگون برای محافظت از حوضچه مذاب استفاده می کند، در حالی که در جوش الکترود دستی، الکترود روکش دار هم نقش فلز پرکننده را دارد و هم هنگام سوختن از حوضچه مذاب محافظت می کند.
جوش آرگون به دلیل کنترل بالا و کیفیت ظاهری بهتر، در صنایع حساس مانند استیل، تجهیزات دقیق و قطعات نازک استفاده می شود. در مقابل، جوش الکترود دستی به دلیل هزینه کمتر و امکان استفاده در فضای باز، در پروژه های ساختمانی و تعمیراتی کاربرد بیشتری دارد.
بیشتر بخوانید: تفاوت جوش آرگون و جوش الکترود دستی
تفاوت جوش آرگون با جوش CO2 (MIG/MAG)
جوش آرگون و جوش میگ مگ هر دو از گاز محافظ استفاده می کنند، اما هدف آن ها متفاوت است. جوش آرگون برای دستیابی به دقت و کیفیت بالا طراحی شده، در حالی که جوش میگ مگ برای افزایش سرعت و تولید انبوه استفاده می شود.
در جوش آرگون، الکترود تنگستن مصرف نمی شود و در صورت نیاز، سیم جوش به صورت دستی اضافه می شود. اما در جوش میگ مگ، سیم جوش به صورت پیوسته و خودکار تغذیه می شود که سرعت کار را به شکل قابل توجهی افزایش می دهد.
بیشتر بخوانید: تفاوت جوش آرگون با CO۲
تفاوت جوش آرگون AC و DC

در جوشکاری TIG می توان از جریان مستقیم (DC) یا جریان متناوب (AC) استفاده کرد. این دو حالت از نظر کاربرد تفاوت دارند.
جریان DC قوس پایدارتر و نفوذ بیشتری ایجاد می کند و برای جوشکاری فولاد، جوشکاری استیل و تیتانیوم مناسب است. در مقابل جریان AC برای شکستن لایه اکسیدی و جوشکاری آلومینیوم و منیزیم استفاده می شود.
کدام روش جوشکاری مناسب شما است؟
در نهایت، هیچ روش جوشکاری به طور مطلق بهتر از دیگری نیست. انتخاب درست به نوع پروژه بستگی دارد. اگر کیفیت و دقت مهم باشد، جوش آرگون بهترین گزینه است. اگر سرعت و تولید انبوه اولویت داشته باشد، جوش CO2 مناسب تر است و اگر کار عمومی و اقتصادی مدنظر باشد، جوش الکترود دستی انتخاب رایج تری خواهد بود.
♦️ نکته تجربی: یک استادکار باسابقه هرگز اصطلاح “کدام روش بهتر است” را به کار نمی برد، بلکه می گوید “کدام روش برای این قطعه درست است”. تجربه ثابت کرده که اگر در یک پروژه ساخت مخزن استیل دارویی، به دلیل عجله یا کم کردن هزینه ها به سراغ جوش میگ مگ بروید، ظاهر کار را با پاشش های ریز خراب می کنید و در تست اشعه ایکس با تخلخل های بیش از حد مجاز مواجه می شوید.
در مقابل، جوش دادن شاسی یک کامیون یا تیرآهن های ضخیم با آرگون، چیزی جز هدر دادن وقت، گاز و سرمایه کارگاه نیست. برای کارهای ظریف و مهندسی به سراغ تیگ بروید و برای کارهای حجیم و سرعتی از میگ استفاده کنید.
تجهیزات و اجزای مورد نیاز در جوش tig
برای راه اندازی یک ایستگاه کاری استاندارد، شناخت دقیق قطعات و هماهنگی آن ها با یکدیگر اهمیت حیاتی دارد. این فرایند برخلاف جوشکاری سنتی، به یک زنجیره متصل از تجهیزات الکترونیکی و پنوماتیکی وابسته است. تجهیزات جوشکاری آرگون در جهت اجرای بهتر این روش است تا یک جوش با کیفیت و مستحکم ایجاد کنیم.
بیشتر بخوانید : وسایل جوشکاری
سیستم تأمین و مدیریت گاز محافظ جوش آرگون

برای اینکه چتر حفاظتی گاز به درستی روی کار اجرا شود، نیاز به سه المان اصلی در بخش مدیریت سیلندر دارید.
کپسول گاز آرگون
این سیلندرهای فولادی معمولاً با رنگ بدنه مشکی یا متمایز در ظرفیت های ۲۰، ۴۰ یا ۵۰ لیتری عرضه می شوند و گاز را با فشار بسیار بالای حدود ۱۵۰ بار ذخیره می کنند. خلوص گاز داخل این کپسول ها برای خروجی نقره ای کار، باید حداقل ۹۹.۹۹ درصد باشد.
رگولاتور و مانومتر
فشار بالای داخل کپسول به هیچ وجه قابل استفاده مستقیم در تورچ نیست. رگولاتور وظیفه دارد این فشار ویرانگر را کاهش داده و به فشار کاری امن تبدیل کند. مانومتر متصل به آن نیز با دو نشانگر مجزا، هم میزان گاز باقی مانده در کپسول (بر حسب بار یا پی اس آی) و هم دبی گاز خروجی به سمت تورچ (بر حسب لیتر بر دقیقه) را به شما نشان می دهد.
انواع تورچ آرگون و دسته بندی ابزار دست جوشکار آرگون

تورچ، ابزار اصلی هدایت قوس و گاز به محل اتصال است و انتخاب درست آن مستقیماً با خستگی مچ دست و بازدهی شما در شیفت کاری رابطه دارد.
دسته بندی تورچ ها بر اساس سیستم خنک کننده
تورچ های هواخنک (مانند مدل های سری ۱۷ و ۲۶) توسط هوای محیط و جریان گاز آرگون عبوری خنک می شوند و برای جریان های زیر ۲۰۰ آمپر کاربرد دارند. تورچ های آب خنک (مانند سری ۱۸) دارای شیلنگ های رفت و برگشت آب هستند؛ این مدل ها ساختار ضخیم تری دارند و برای ذوب فلزات غلیظ در آمپراژهای بالای ۲۰۰ آمپر طراحی شده اند.
دسته بندی تورچ ها بر اساس نوع کنترل قوس
در مدل های شستی دار (سوییچ دار)، یک کلید الکترونیکی روی بدنه تورچ قرار دارد که با فشردن آن، فرمان فرمان جریان برق و گاز به صورت هم زمان از اینورتر صادر می شود.
در تورچ های شیردار (سوپاپ دار)، کنترل قطع و وصل گاز به صورت دستی و با چرخاندن یک پیچ کوچک روی خود تورچ انجام می شود که بیشتر در سیستم های قدیمی یا دستگاه های معمولی کاربرد دارد.
بیشتر بخوانید: انواع مشعل جوشکاری + تفاوت آن با تورچ جوشکاری
انواع الکترود تنگستن و سیم جوش (فیلر)

انتخاب قطعات مصرفی درست، متمایزکننده یک جوش مهندسی شده از یک اتصال سست و کارگاهی است. در این بخش به بررسی دقیق کدهای رنگی الکترودها، هندسه آماده سازی نوک آن ها و متریال افزایشی پرداخته می شود.
بیشتر بخوانید: بهترین الکترود برای جوشکاری
کدهای رنگی الکترود تنگستن و کاربرد تخصصی آن ها
از آنجا که تنگستن خالص برای همه فرایندها کارایی بالایی ندارد، مهندسان متالورژی با افزودن اکسیدهای فلزی مختلف (توجیه یا دوپینگ)، خواص پایداری قوس، هدایت الکتریکی و طول عمر الکترود را بهبود بخشیده اند. برای شناسایی راحت این آلیاژها در کارگاه، یک استاندارد بین المللی رنگ بندی برای انتهای الکترودها تعریف شده است.
الکترود تنگستن خالص با کد رنگی سبز
این الکترود حاوی ۹۹.۵ درصد تنگستن خالص است و هیچ عنصر آلیاژی دیگری ندارد. تنگستن سبز ظرفیت حمل جریان پایینی دارد و در برابر حرارت مستقیم دی سی به سرعت دفرمه می شود. کاربرد اصلی این مدل، صرفاً در جریان متناوب (AC) برای ذوب آلومینیوم و منیزیم است، چرا که نوک آن در این جریان به صورت کروی (گرد) درآمده و قوس پایداری ایجاد می کند.
الکترود تنگستن توریم دار با کد رنگی قرمز
این مدل حاوی حدود ۲ درصد اکسید توریم است و محبوب ترین و پرمصرف ترین الکترود در مصارف صنعتی به شمار می رود. توریم پایداری قوس فوق العاده ای ایجاد می کند، عمر الکترود را بالا می برد و شروع قوس را بسیار آسان می سازد. از تنگستن قرمز به صورت تخصصی در جریان مستقیم (DC) برای اتصال فولادهای کربنی، استیل، مس و تیتانیوم استفاده می شود.
الکترود تنگستن زیرکونیم دار با کد رنگی سفید
این الکترود با اکسید زیرکونیوم ترکیب شده و مقاومت بسیار بالایی در برابر آلودگی و کچل شدن دارد. تنگستن سفید به صورت ویژه برای جریان متناوب (AC) و ذوب آلیاژهای حساس آلومینیوم طراحی شده است، زیرا در مقایسه با رنگ سبز، هدایت الکتریکی بهتر و پایداری قوس بیشتری در آمپراژهای بالا نشان می دهد.
سایر رنگ های شناسایی و استانداردهای نوین

با توجه به خطرات زیست محیطی توریم، امروزه کدهای رنگی جدیدی وارد بازار شده اند:
تنگستن خاکستری (حاوی اکسید سریم): یک الکترود همه کاره با عملکرد عالی در آمپراژهای پایین برای هر دو جریان AC و DC.
تنگستن طلایی (حاوی اکسید لانتانوم): جایگزین اصلی و کاملاً بی خطر تنگستن قرمز با طول عمر بسیار بالا و شروع قوس عالی در جریان مستقیم.
تنگستن فیروزه ای (آلیاژ ترکیبی عناصر کمیاب): نسل جدید الکترودها که راندمان فوق العاده ای در تمام جریان ها از خود نشان می دهد.
در ویدئوی زیر شما می توانید به طور کامل با انواع الکترود و نحوه انتخاب آن برای جوشکاری آشنا شوید:
نحوه صحیح تیز کردن و زاویه مناسب نوک الکترود
هندسه نوک تنگستن، مسیر شلیک الکترون ها و در نتیجه شکل حوضچه مذاب را تعیین می کند. اگر الکترود به درستی آماده سازی نشود، قوس دچار سرگردانی و انحراف خواهد شد.
زاویه مناسب سنگ زنی نوک تنگستن
برای جریان مستقیم (DC)، نوک تنگستن باید کاملاً تیز و مخروطی شکل (شبیه به نوک مداد) باشد. طول بخش مخروطی باید حدود ۲ تا ۲.۵ برابر قطر الکترود باشد. زاویه ایده آل برای این مخروط، بین ۳۰ تا ۶۰ درجه است.
زوایای تیزتر (۳۰ درجه) قوس باریک تر و نفوذ عمیق تری در ورق های نازک ایجاد می کنند و زوایای پهن تر (۶۰ درجه) عمر بیشتری در آمپراژهای بالا دارند.
جهت صحیح خطوط سنگ زنی
الکترود باید به گونه ای روی سنگ سنباده قرار گیرد که خطوط براده برداری به صورت طولی و موازی با بدنه تنگستن ایجاد شوند. اگر تنگستن را به صورت عرضی و چرخشی سنگ بزنید، شیارهای افقی ایجاد شده روی بدنه، مانند یک سد عمل کرده و باعث چرخش، بی ثباتی و پخش شدن قوس الکتریکی می شوند.
درست (سنگ زنی طولی): ======>>>> نوک تیز
غلط (سنگ زنی عرضی): ======|||| نوک تیز
بیشتر بخوانید: معرفی الکترود ۷۰۱۸
انواع سیم جوش (فیلر متال) و استانداردهای آن

سیم جوش یا فیلر، وظیفه پر کردن فاصله میان دو قطعه کار و تشکیل ساختار مکانیکی اتصال را بر عهده دارد. انتخاب فیلر باید کاملاً با آلیاژ فلز پایه همخوانی داشته باشد. این قطعات بر اساس استاندارد انجمن جوشکاری آمریکا (AWS) طبقه بندی می شوند.
بیشتر بدانید : سیم جوش چیست؟
کدهای استاندارد فیلرهای استیل و فولاد
برای فولادهای معمولی و ساختمانی، پرمصرف ترین فیلر مدل ER70S-6 است که حاوی عناصر اکسیژن زدا برای حذف آلودگی های سطحی آهن است.
برای اتصال استیل ضدزنگ، خانواده فیلرهای ER308L (برای استیل های معمولی ۳۰۴)، ER316L (برای استیل های مقاوم به اسید ۳۱۶) و ER309L (برای اتصال ناهمگون استیل به آهن) کاربرد دارند.
حرف L در انتهای این کدها نشان دهنده کربن پایین (Low Carbon) است که مانع از ایجاد ترک در مرز دانه های جوش می شود.
کدهای استاندارد فیلرهای آلومینیوم
در جوشکاری آلومینیوم، دو فیلر پرچمدار در بازار وجود دارد:
فیلر ER4043: این فیلر حاوی حدود ۵ درصد سیلیسیم است؛ سیلیسیم سیالیت حوضچه مذاب را بالا می برد و خطر ترک خوردگی در حین انجماد را به شدت کاهش می دهد (مناسب برای آلومینیوم های سری ۶۰۰۰).
فیلر ER5356: این مدل حاوی ۵ درصد منیزیم است که استحکام کششی بالایی دارد و برای قطعاتی که نیاز به آنودایز یا تحمل بارهای ساختاری دارند، انتخاب اول است.
♦️ نکته تجربی: یک استادکار باسابقه هرگز نوک مخروطی تنگستن را در جریان مستقیم (DC) به صورت ۱۰۰ درصد تیز و خنجری رها نمی کند. اگر نوک تنگستن بیش از حد تیز باشد، در همان ثانیه های اول شروع جوشکاری، نوکِ بسیار باریک آن بر اثر چگالی جریان بالا ذوب شده و به داخل حوضچه مذاب می افتد که باعث ریجکت شدن تست رادیوگرافی می شود.
ترفند کارگاهی این است که پس از تیز کردن طولی، نوک تنگستن را به اندازه یک نیم میلی متر بسیار کوچک به صورت تخت (Flat) سنگ بزنید. این پخِ مینیاتوری، ظرفیت حرارتی نوک الکترود را بالا برده و پایداری قوس را بدون ریزش تنگستن تضمین می کند.
بیشتر بخوانید: تفاوت جوشکاری با سیم جوش و جوشکاری با الکترود
اینورتر جوشکاری آرگون
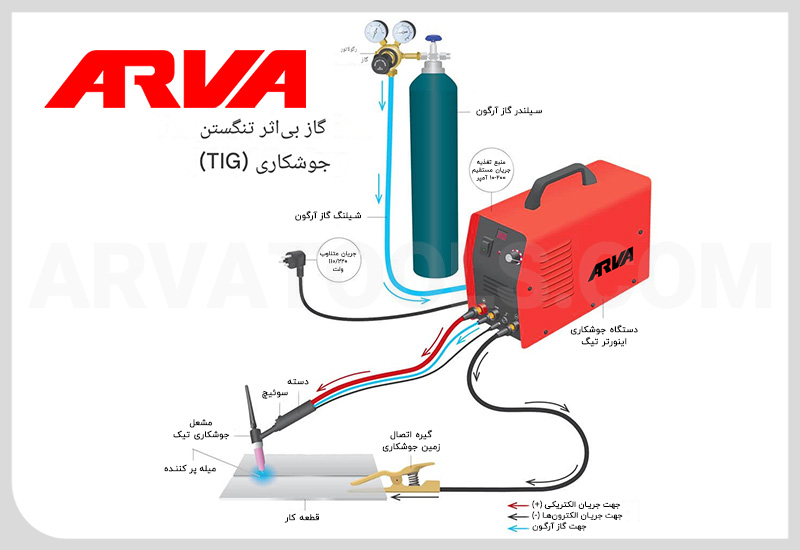
قلب تپنده جوش آرگون، دستگاه اینورتر است که وظیفه تبدیل جریان برق شهر به جریان مناسب خروجی با آمپراژ بالا را بر عهده دارد. دستگاه های مخصوص جوشکاری آرگون بر اساس ساختار برد و سیستم مدیریت جریان به دو دسته کلی تقسیم می شوند.
دستگاه های دیجیتال در مقابل آنالوگ

در مدل های آنالوگ، تنظیمات دستگاه به چند ولوم ساده برای تغییر آمپراژ محدود می شود. اما در اینورترهای دیجیتال، شما به یک میکروپروسسور هوشمند دسترسی دارید که امکان تنظیم دقیق “پیش گاز”، “جریان پایه”، “فرکانس پالس” و “پس گاز” را در اختیار شما قرار می دهد تا کنترل کاملی روی حوضچه داشته باشید.
بیشتر بخوانید: آمپر مناسب جوشکاری
دستگاه های هواخنک و آب خنک
این دسته بندی مشخص می کند که یونیت داخلی دستگاه چگونه خنک می شود. در مدل های هواخنک، فن های داخلی وظیفه دفع حرارت را بر عهده دارند که برای کارهای سبک و نیمه صنعتی مناسب است.
در مدل های صنعتی و سنگین، یک یونیت گردش آب (چرخ اب) مجزا به دستگاه متصل می شود تا در آمپراژهای بالا از داغ شدن برد جلو گیری کند.
راهنمای جامع تنظیمات و آمپراژ دستگاه جوش آرگون

تنظیم صحیح پارامترهای خروجی روی برد اینورتر، مرز میان یک اتصال مهندسی شده و یک فلز سوخته و دفرمه را تعیین می کند. برخلاف روش های دیگر، در این فرایند کوچک ترین تغییر در متغیرهای الکترونیکی، رفتار حوضچه مذاب را به کل تغییر می دهد.
اصول تعیین آمپراژ بر اساس ضخامت قطعه کار
اولین قدم برای شروع کار، تنظیم میزان آمپراژ خروجی بر روی دستگاه است. میزان شدت جریان رابطه مستقیمی با ضخامت فلز پایه و نوع آلیاژ آن دارد. برای اینکه در کارگاه دچار سردرگمی نشوید، یک قاعده کلی و تجربی وجود دارد که به فرمول سرانگشتی آمپراژ معروف است.
فرمول سرانگشتی محاسباتی آمپراژ بر اساس ضخامت
یک قاعده استاندارد برای فولادهای کربنی و استیل به ما می گوید که به ازای هر یک میلی متر ضخامت فلز پایه، به جریانی در حدود ۳۰ تا ۴۰ آمپر نیاز داریم. این فرمول ساده را می توانید به صورت زیر در ذهن داشته باشید:
شدت جریان مورد نیاز (آمپر) = ضخامت فلز (میلی متر) × ۴۰
به عنوان مثال، اگر قصد دارید دو لبه یک ورق استیل با ضخامت ۲ میلی متر را به هم متصل کنید، آمپراژ پایه دستگاه شما باید روی عددی بین ۶۰ تا ۸۰ آمپر تنظیم شود. برای فلزاتی مانند آلومینیوم و مس که رسانای شدید حرارت هستند، این عدد تا ۲۵ درصد افزایش می یابد.
بیشتر بخوانید: تنظیم دستگاه جوشکاری
تنظیمات جریان: جریان مستقیم در مقابل جریان متناوب

یکی از مهم ترین تصمیمات فنی پیش از فشردن کلید تورچ، انتخاب نوع قطبیت و فرکانس جریان ورودی به قوس است.
چه زمانی از جریان مستقیم (DC) استفاده کنیم؟
جریان مستقیم یا دی سی، جریانی است که الکترون ها در آن فقط در یک جهت حرکت می کنند. در بیش از ۸۰ درصد پروژه ها از حالت قطبیت مستقیم یعنی منفی بودن تورچ (DCEN) استفاده می شود. در این حالت، ۷۰ درصد حرارت در سمت قطعه کار و ۳۰ درصد آن در نوک تنگستن تخلیه می شود. این تنظیمات دقیقاً همان چیزی است که برای نفوذ بالا و ذوب تمیز فولاد، استیل ضدزنگ و مس به آن نیاز دارید؛ چرا که مانع از ذوب شدن نوک تیز تنگستن در آمپراژهای بالا می شود.
چرا برای آلومینیوم حتماً به جریان متناوب (AC) نیاز داریم؟
آلومینیوم یک ویژگی بسیار آزاردهنده دارد: سطح این فلز بلافاصله در مجاورت هوا با لایه ای از اکسید آلومینیوم پوشانده می شود. چالش کار اینجاست که خود آلومینیوم در دمای حدود ۶۶۰ درجه سانتی گراد ذوب می شود، اما لایه اکسیدی روی آن برای ذوب شدن به دمایی نزدیک به ۲۰۰۰ درجه سانتی گراد نیاز دارد! اگر از جریان مستقیم استفاده کنید، فلز زیرین ذوب و متلاشی می شود در حالی که پوسته رویی هنوز جامد است.
راه حل این مشکل، استفاده از جریان متناوب یا ای سی است. در این حالت، جهت حرکت جریان مداوم عوض می شود. وقتی جریان از قطعه به سمت تورچ می رود (نیم سیکل مثبت)، الکترون ها از زیر پوسته اکسیدی شلیک می شوند و مثل یک چکش مینیاتوری، لایه اکسید سخت را متلاشی و پاک می کنند (خاصیت اکسیدزدایی). وقتی جریان برعکس می شود (نیم سیکل منفی)، حرارت لازم برای ذوب و نفوذ در عمق فلز ایجاد می شود.
نقش تنظیم فرکانس و بالانس در جریان متناوب
در اینورترهای دیجیتال تخصصی، دو ولوم حیاتی به نام های بالانس (AC Balance) و فرکانس (AC Frequency) وجود دارد. ولوم بالانس مشخص می کند که چند درصد از زمانِ هر سیکل به پاک سازی اکسید (مثبت) و چند درصد به نفوذ (منفی) اختصاص یابد. ولوم فرکانس (بین ۵۰ تا ۲۵۰ هرتز) نیز سرعت این تعویض ها را تعیین می کند؛ هرچه فرکانس بالاتر باشد، قوس متمرکزتر، خط جوش باریک تر و صدای قوس تیزتر می شود.
آشنایی با قابلیت پالس و تنظیمات پیشرفته
اگر شما هم با چالش سوراخ شدن یا پیچیدگی ورق های نازک (زیر یک میلی متر) دست و پنجه نرم می کنید، کلید حل مشکل شما استفاده از سیستم پالس است. در این حالت، جریان خروجی به صورت مداوم بین یک آمپر بالا (پیک) و یک آمپر پایین (پایه) نوسان می کند.
تنظیم آمپر پایه و آمپر پیک برای کنترل حرارت
در زمان آمپر پیک (Peak Current)، فلز پایه ذوب شده و حوضچه شکل می گیرد. بلافاصله جریان به لولِ آمپر پایه (Base Current) افت می کند؛ در این کسری از ثانیه، حوضچه فرصت پیدا می کند تا کمی خنک و منجمد شود بدون اینکه قوس خاموش گردد. این جابجایی مداوم، حرارت ورودی کل به قطعه (Heat Input) را به شدت کاهش می دهد و به شما اجازه می دهد ظریف ترین ورق ها را بدون خطر فروپاشی حوضچه و سوراخ شدن فلز، به صورت سکه ای و منظم پیش ببرید.
تنظیم زمان گاز پس از جوش کاری ارگون و پیش از جوش

مدیریت زمان خروج گاز، ضامن سلامت اتصالات و طول عمر قطعات مصرفی تورچ است.
تنظیم زمان پیش گاز (Pre-Flow)
این پارامتر مشخص می کند که پس از فشردن شستی تورچ، گاز آرگون چند ثانیه زودتر از ایجاد قوس الکتریکی جریان یابد. تنظیم این زمان روی حدود ۰.۵ تا ۱ ثانیه باعث می شود که هوای آلوده محیط از داخل نازل سرامیکی بیرون رانده شود و قوس در فضایی کاملاً ایزوله متولد گردد.
تنظیم زمان پس گاز (Post-Flow)
این تنظیم مهم ترین فاکتور برای جلوگیری از سیاه شدن نوک تنگستن است. وقتی قوس قطع می شود، خط جوش و نوک تنگستن هنوز در دمای سرخ شدن قرار دارند و اگر گاز قطع شود، فوراً با اکسیژن هوا واکنش داده و اکسید می شوند.
زمان پس گاز باید به ازای هر ۱۰ آمپر جریان، حدود ۱ ثانیه تنظیم شود (مثلاً برای ۸۰ آمپر، ۸ ثانیه). در این مدت، شما باید تورچ را ثابت روی نقطه پایان نگه دارید تا جریان گاز خروجی، تنگستن و حوضچه را خنک کند تا رنگ کار نقره ای باقی بماند.
♦️ نکته تجربی: یک نشانه تجربی و چشمی برای تنظیم دقیق زمان پس گاز وجود دارد: پس از اتمام جوشکاری و قطع قوس، به نوک الکترود تنگستن خیره شوید. اگر نوک تنگستن پس از قطع جریان گاز، رنگی تیره، آبی یا سیاه پیدا کرد، یعنی زمان پس گاز شما کم است و اکسیژن پیش از خنک شدن به آن رسیده است. زمان پس گاز را ثانیه به ثانیه بالا ببرید تا جایی که پس از قطع کامل گاز، نوک تنگستن کاملاً براق، نقره ای و تمیز باقی بماند. این ترفند ساده، شما را از تیز کردن مدام تنگستن در طول روز بی نیاز می کند.
راهنمای تبدیل اینورتر معمولی به اینورتر جوشکاری آرگون

یکی از سوالات پر تکرار کاربران این است که آیا با یک دستگاه جوش برق معمولی (صندلی یا اینورتر دستی) می توان کار آرگون انجام داد؟ پاسخ مثبت است؛ این روش به تیگ خراشی معروف است. اما برای این کار باید محدودیت ها و روش اصولی آن را به خوبی بدانید.
متعلقات مورد نیاز برای تبدیل دستگاه
برای این کار شما نمی توانید از تورچ های شستی دار معمولی استفاده کنید. شما به یک تورچ شیردار نیاز دارید. کابل خروجی تورچ باید به قطب منفی دستگاه اینورتر جوشکاری متصل شود و انبر اتصال به قطب مثبت (برعکس جوشکاری برق). شیلنگ گاز تورچ نیز مستقیماً به رگولاتور کپسول آرگون متصل می گردد.
مزایا و محدودیت های روش خراشی
بزرگ ترین مزیت این روش، راه اندازی کار با کمترین هزینه اولیه و بدون نیاز به خرید یک دستگاه تخصصی گران قیمت است. اما محدودیت های آن بسیار جدی است: شما سیستم پیش گاز و پس گاز اتوماتیک ندارید و باید شیر تورچ را به صورت دستی باز و بسته کنید؛ در نتیجه مصرف گاز شما به شدت بالا می رود.
از طرفی به دلیل عدم وجود سیستم فرکانس بالا، برای ایجاد قوس مجبورید نوک تنگستن را به قطعه کار بزنید و بلند کنید که این کار باعث چسبیدن نوک تنگستن، دفرمه شدن سریع آن و ورود ناخالصی به حوضچه مذاب می شود.
روش کار گام به گام در سیستم خراشی
ابتدا شیر روی تورچ را باز کنید تا جریان گاز برقرار شود. ماسک جوشکاری را جلو صورت خود قرار دهید. نوک الکترود تنگستن را مانند روشن کردن یک چوب کبریت، به آرامی روی سطح قطعه کار بکشید و به محض ایجاد جرقه، آن را حدود ۲ تا ۳ میلی متر از سطح فاصله بدهید تا قوس پایدار شود.
در پایان کار نیز برای قطع جوش، باید تورچ را به سرعت از قطعه کار دور کنید تا قوس شکسته شود و بلافاصله تورچ را روی محل پایان جوش نگه دارید تا گاز خروجی از شیر، مانع اکسید شدن جوش داغ شود؛ سپس شیر را دستی ببندید.
♦️ نکته تجربی: اگر مجبور به استفاده از روش خراشی با اینورتر معمولی شدید، برای جلوگیری از کچل شدن و چسبیدن مدام نوک تنگستن به ورق، یک تکه مس یا کربن ضخیم در کنار محل شروع جوشکاری قرار دهید.
قوس را ابتدا روی آن تکه مس ایجاد کنید و بعد از پایدار شدن پلاسما، حوضچه را به آرامی به روی فلز اصلی هدایت کنید. با این ترفند کارگاهی، کیفیت ریشه کار شما به شدت بالا می رود و عمر نوک تنگستن نیز چند برابر می شود.
نکات اجرایی و مهارت حرکت دست در جوش ارگون

پس از تشکیل قوس، نوبت به هدایت حوضچه و ایجاد یک گرده جوش یکنواخت و مینیاتوری می رسد. این بخش کاملاً به مهارت حرکتی و کنترل زوایای دست شما بستگی دارد.
زاویه استاندارد تورچ و فیلر نسبت به خط جوش
برای داشتن یک چتر حفاظتی کامل و دید مناسب به حوضچه، تورچ باید زاویه ای بین ۷۰ تا ۸۰ درجه نسبت به سطح کار داشته باشد و کمی به سمت مسیر پیشروی متمایل شود (تکنیک پس دستی).
در سمت مقابل، سیم جوش یا فیلر باید با زاویه ای بسیار کم و خوابیده، حدود ۱۵ تا ۲۰ درجه نسبت به سطح قطعه کار نگه داشته شود تا بدون برخورد ناخواسته با نوک تنگستن، مستقیماً به لبه جلویی حوضچه مذاب تزریق شود.
آموزش انواع حرکت دست برای ایجاد گرده جوش یکنواخت

نحوه حرکت دست مشخص کننده فرم ظاهری گرده جوش (شکل فلس ماهی) است. برای کارهای مختلف، سه تکنیک حرکتی اصلی وجود دارد:
حرکت ضربانی یا نقطه ای (Dabbing): تورچ با سرعت ثابت پیش می رود و فیلر به صورت بوقلمونی و ضربه ای، با ریتمی منظم (یک ثانیه در میان) وارد حوضچه شده و خارج می شود. این روش بهترین تکنیک برای ایجاد گرده جوش های فلس ماهی منظم روی استیل است.
حرکت موجی یا گهواره ای (Walking the Cup): در این تکنیک صنعتی، نازل سرامیکی تورچ کاملاً روی لبه های درز جوش تکیه داده می شود و با حرکت مچ دست، تورچ به صورت زیگزاگی و گهواره ای به سمت جلو غلتانده می شود. این روش خستگی دست را صفر کرده و خط جوش هایی فوق العاده پهن و یکدست در لوله های ضخیم پتروشیمی ایجاد می کند.
حرکت خطی بدون فیلر (Fusing): در ورق های بسیار نازک، نیازی به سیم جوش نیست؛ دست به صورت خطی، صاف و با سرعت یکنواخت حرکت می کند تا لبه های دو فلز مستقیماً در هم ذوب و قفل شوند.
کنترل سرعت پیشروی و هماهنگی دو دست
بزرگ ترین چالش یک جوشکار تازه کار، هماهنگی میان سرعت حرکت تورچ و نرخ تزریق فیلر است. اگر سرعت حرکت دست شما کم باشد، حرارت در یک نقطه تجمع یافته و ورق سوراخ می شود؛ اگر سرعت بیش از حد بالا باشد، ذوب ناقص رخ می دهد. دست حامل فیلر باید همواره موازی با خط جوش حرکت کند و هر بار مقدار مشخصی از سیم را به لبه جلویی مخزن ذوب هدایت کند.
♦️ نکته تجربی: یک اشتباه رایج در میان جوشکاران، خارج کردن بیش از حد فیلر از چتر گاز محافظ در زمان عقب کشیدن دست است. وقتی فیلر را برای ضربه بعدی عقب می کشید، اگر نوک سرخ شده سیم جوش از محدوده گاز آرگون خارج شود، فوراً با اکسیژن هوا واکنش داده و یک عدسی اکسید شده سیاه بر روی نوک آن شکل می گیرد.
در ضربه بعدی، این آلودگی مستقیماً وارد حوضچه شده و جوش را پوک می کند. تجربه به من ثابت کرده که همیشه باید نوک فیلر را در نزدیک ترین فاصله ممکن به سرامیک تورچ (داخل حریم گاز) نگه دارید و فقط با لرزش مچ، آن را به داخل ذوب هدایت کنید.
اشتباهات رایج در جوش آرگون که کیفیت جوش را کاهش می دهند

یادگیری جوشکاری آرگون (TIG) علاوه بر شناخت تجهیزات و تنظیمات دستگاه، نیازمند پرهیز از اشتباهاتی است که حتی افراد باتجربه نیز گاهی مرتکب آن ها می شوند. بسیاری از عیوبی مانند آلودگی جوش، تخلخل، تغییر رنگ بیش از حد و کاهش استحکام اتصال، نتیجه چند خطای ساده اما تأثیرگذار هستند.
تماس پیدا کردن الکترود تنگستن با قطعه کار یا حوضچه مذاب
یکی از رایج ترین اشتباهات، تماس پیدا کردن الکترود تنگستن با قطعه کار یا حوضچه مذاب است. در این شرایط، نوک الکترود آلوده شده و پایداری قوس الکتریکی کاهش پیدا می کند. در یکی از آموزش های منتشرشده توسط شرکت میلر نیز به این نکته اشاره شده است:
الکترود تنگستن نباید با قطعه کار تماس پیدا کند. اگر این اتفاق بیفتد، متوجه تغییر صدا و رنگ قوس خواهید شد که نشان دهنده آلوده شدن (Contamination) الکترود تنگستن است.
در این شرایط، درپوش پشتی تورچ (Back Cap) را شل کنید و الکترود تنگستن را با احتیاط خارج کنید؛ توجه داشته باشید که تنگستن در این لحظه بسیار داغ است. سپس آن را روی سنگ سنباده، ترجیحاً دستگاهی که به صورت اختصاصی برای تیز کردن تنگستن استفاده می شود، تمیز کنید و در صورت نیاز نوک الکترود را دوباره شکل دهید.
در طول یادگیری جوشکاری TIG احتمالاً بارها تنگستن را به حوضچه مذاب یا قطعه کار می زنید و این کاملاً طبیعی است. اما هرچه تجربه و مهارت شما بیشتر شود، کنترل دستتان بهتر خواهد شد و این اتفاق کمتر رخ می دهد.
علاوه بر آلودگی تنگستن، چند اشتباه دیگر نیز در کیفیت نهایی جوش تأثیر زیادی دارند:
استفاده از دبی نامناسب گاز آرگون
بسیاری از افراد تصور می کنند هرچه میزان خروجی گاز بیشتر باشد، کیفیت جوش نیز بهتر خواهد شد. در حالی که دبی بیش از حد گاز می تواند باعث ایجاد تلاطم در اطراف حوضچه مذاب شود و حتی هوای محیط را به داخل ناحیه جوش بکشاند. از سوی دیگر، کم بودن دبی گاز نیز محافظت کافی از حوضچه مذاب را فراهم نمی کند.
تمیز نکردن سطح قطعه قبل از جوشکاری
وجود روغن، گریس، زنگ زدگی، رنگ یا آلودگی روی سطح فلز یکی از دلایل اصلی ایجاد تخلخل در جوش است. به همین دلیل توصیه می شود پیش از شروع کار، سطح قطعه با برس استیل، سنباده یا حلال مناسب کاملاً تمیز شود.
انتخاب نادرست آمپراژ دستگاه
آمپراژ بیش از حد می تواند باعث سوختگی، سوراخ شدن ورق و افزایش ناحیه متأثر از حرارت شود. در مقابل، آمپراژ پایین نیز نفوذ جوش را کاهش می دهد و اتصال ضعیفی ایجاد می کند. انتخاب جریان مناسب باید متناسب با ضخامت و نوع فلز انجام شود.
قطع سریع گاز پس از پایان جوشکاری
برخی جوشکاران بلافاصله پس از پایان جوش، تورچ را از روی قطعه دور می کنند. این کار باعث می شود حوضچه مذاب و نوک داغ تنگستن پیش از سرد شدن کامل در معرض هوا قرار بگیرند و اکسید شوند. به همین دلیل در دستگاه های TIG از قابلیت Post Flow استفاده می شود تا گاز برای چند ثانیه پس از خاموش شدن قوس همچنان جریان داشته باشد.
حرکت نامنظم دست و تزریق ناهماهنگ فیلر
یکی از مهم ترین مهارت ها در جوشکاری آرگون، هماهنگی بین حرکت تورچ و ورود سیم جوش است. حرکت های ناگهانی یا تزریق بیش از حد فیلر می تواند باعث ناهمواری، افزایش عرض جوش و کاهش زیبایی ظاهری اتصال شود. این مهارت معمولاً با تمرین مستمر و تکرار به دست می آید.
عیوب متداول در جوشکاری آرگون (TIG) و روش های رفع آن
شناخت ریشه ای عیوب جوشکاری متالورژیکی و ظاهری در فرایند تیگ، اولین قدم برای اصلاح پارامترها و رسیدن به اتصالی بدون نقص است. هر عیب در جوشکاری آرگون نشان دهنده یک اختلال در پارامترهای الکترونیکی دستگاه، نقص در سیستم گازرسانی یا زاویه حرکتی دست جوشکار است.
در ادامه، عیوب اختصاصی این فرایند را بررسی می کنیم.
| نوع عیب فنی | علل اصلی بروز عیب | روش های پیشگیری و رفع عیب (راه حل) |
| ناخالصی تنگستن | * تماس نوک الکترود با حوضچه یا فیلر
* آمپراژ بیش از حد بالا * سنگ زنی عرضی و اشتباه تنگستن |
* حفظ فاصله ثابت ۲ تا ۳ میلی متری قوس
* تنظیم آمپر متناسب با قطر الکترود * سنگ زنی طولی و ایجاد پخ مینیاتوری در نوک |
| تخلخل و خلل و فرج | * وزش باد و انحراف چتر گاز محافظ
* دبی گاز نامناسب (خیلی کم یا خیلی زیاد) * وجود چربی، زنگ یا رطوبت روی سطح |
* محصور کردن محیط با پرده برزنتی ضد باد
* تنظیم دبی گاز روی ۷ تا ۱۰ لیتر بر دقیقه * چربی زدایی و برس کاری کامل فلز پایه پیش از کار |
| ناخالصی های اکسیدی | * پاک سازی نشدن پوسته های اکسیدی قدیمی
* حفاظت ناقص گاز در میان پاس های جوش |
* برس کاری مکانیکی لایه ها پیش از شروع هر پاس
* کنترل زاویه تورچ برای پوشش کامل اتمسفر خنثی |
| عدم ذوب کافی و نفوذ | * پایین بودن آمپراژ اینورتر جوشکاری
* سرعت حرکت بسیار بالای دست اپراتور |
* افزایش آمپراژ دستگاه بر اساس ضخامت قطعه
* کنترل و کاهش سرعت پیشروی برای تشکیل درست حوضچه |
♦️ نکته تجربی: اگر در حین جوشکاری آرگون با عیب تخلخل یا ناخالصی مواجه شدید، هرگز روی همان جوش معیوب دوباره جوشکاری نکنید تا عیب را مخفی کنید؛ این کار ساختار متالورژیکی را ضعیف تر می کند. ترفند کارگاهی این است که ابتدا با سنگ فرز انگشتی یا مینی فرز، خط جوش معیوب را تا رسیدن به فلز سالم و بکرِ زیرین کاملاً بتراشید، مجدداً با استون چربی زدایی کنید و سپس با تنظیم دقیق پیش گاز و پس گاز دستگاه، پاس جدید را اجرا کنید.
عوارض، خطرات و نکات ایمنی در جوشکاری آرگون
جوش کاری تیگ به دلیل ویژگی های فیزیکی خاص خود، خطرات پنهانی برای سلامت اپراتور دارد که با خطرات جوشکاری سنتی برق متفاوت است. شناخت علمی این خطرات، اولین قدم برای تضمین سلامت طولانی مدت در کارگاه است.
عوارض و خطرات اختصاصی جوشکاری آرگون بر سلامت انسان
برخلاف جوشکاری معمولی که خطرات آن بیشتر در پاشش جرقه و گل جوش خلاصه می شود، در این روش خطرات عمدتاً از جنس اشعه های نامرئی، گازهای سمی و غبارهای میکروسکوپی هستند.
۱. اشعه ماوراء بنفش شدید (UV)
قوس الکتریکی در این فرایند به دلیل خلوص بالای گاز آرگون و عدم وجود دود غلیظ یا پودر محافظ، بسیار برهنه، شفاف و پایدار است. این پایداری باعث می شود میزان تابش اشعه ماوراء بنفش (UV) و مادون قرمز (IR) در این روش، تا چند برابر بیشتر از جوشکاری معمولی باشد.
قرار گرفتن در معرض این اشعه بدون حفاظت کافی، علاوه بر سوختگی شدید پوست (شبیه به آفتاب سوختگی شدید)، در طولانی مدت ریسک ابتلا به سرطان پوست و آب مروارید چشم را به شدت افزایش می دهد.
۲. تولید گاز سمی اوزون در اطراف قوس
وقتی اشعه ماوراء بنفش بسیار شدید قوس به مولکول های اکسیژن موجود در هوای محیط کارگاه برخورد می کند، آن ها را می شکند و گاز اوزون O3 تولید می کند.
استنشاق این گاز سمی، ریه ها را به شدت تحریک کرده و باعث سرفه، تنگی نفس، سردرد و در صورت مداومت، آسیب های جدی به بافت ریه می شود. این خطر در فضاهای بسته یا کارگاه های فاقد تهویه، بسیار جدی تر است.
۳. غبارهای رادیواکتیو تنگستن توریم دار
همان طور که در بخش کدهای رنگی اشاره شد، الکترود تنگستن قرمز حاوی عنصر رادیواکتیو توریم است. خطر اصلی توریم در زمان جوشکاری نیست، بلکه هنگام تیز کردن و سنگ زنی الکترود رخ می دهد.
ذرات ریز و غباری که در اثر سنباده زدن تنگستن قرمز در فضا پخش می شوند، حاوی ذرات آلفا هستند. استنشاق این غبار رادیواکتیو و ورود آن به ریه، سلول های داخلی را تحت تابش مستقیم قرار داده و ریسک سرطان ریه را بالا می برد.
بیشتر بدانید : نکات ایمنی جوشکاری
تجهیزات حفاظت فردی لازم (PPE) مخصوص جوشکاری آرگون
برای خنثی کردن خطرات ذکر شده، یک جوشکار آرگون باید از پکیج محافظتی کاملاً اختصاصی استفاده کند:
ماسک جوشکاری اتوماتیک دیجیتال: به دلیل شدت بالای اشعه، سرعت تیره شدن شیشه ماسک (سرعت سنسور) اهمیت حیاتی دارد. شیشه ماسک باید قابلیت تنظیم درجه تیرگی (DIN) بین شماره ۱۰ تا ۱۳ را داشته باشد.
سیستم تهویه موضعی یا ماسک فیلتردار: برای در امان ماندن از گاز اوزون و غبارهای تنگستن، استفاده از ماسک های فیلتردار مخصوص (کلاس P3) یا اگزاست فن های مکنده در بالای سر جوشکار الزامی است.
پیش بند و آستینچه های چرمی کامل: برای پوشش دادن کوچک ترین منافذ لباس جهت جلوگیری از نفوذ اشعه UV.
چرا لباس جوشکاری آرگون قرمز یا بسیار ضخیم است؟
یکی از سوالات پرتکرار کاربران درباره جوشکاری آرگون این است که چرا جوشکاران از لباس های چرمی ضخیم، معمولاً به رنگ قرمز یا قهوه ای تیره، استفاده می کنند. پاسخ این موضوع مستقیماً به فیزیک اشعه ماوراء بنفش و گرمای شدید قوس الکتریکی مربوط می شود.
چرم؛ سد مطلق در برابر نفوذ فرکانس های UV
پارچه های نخی یا کتان معمولی، بافت سلولی باز دارند و اشعه فرکانس بالا (UV) حاصل از قوس TIG می تواند به راحتی از آن عبور کرده و پوست جوشکار را بسوزاند. در مقابل، چرم طبیعی با ساختار متراکم و چگالی بالا، مانع عبور اشعه می شود و به عنوان یک سد محافظ مطلق عمل می کند.
علاوه بر محافظت در برابر UV، ضخامت لباس های چرمی نقش عایق حرارتی را نیز ایفا می کند و از پوست در برابر گرمای تابشی شدید ناشی از قوس، که می تواند به هزاران درجه سانتی گراد برسد، محافظت می کند.
راز روان شناختی و فیزیکی رنگ قرمز لباس ها
انتخاب رنگ قرمز یا قهوه ای تیره برای لباس های جوشکاری دو دلیل اصلی دارد:
جذب اشعه به جای بازتاب آن: رنگ های روشن مانند سفید یا زرد اشعه شدید قوس را بازتاب می دهند و می توانند باعث سوختگی زیر ماسک و آسیب چشم شوند. رنگ های تیره اشعه را جذب می کنند و خطر سوختگی را کاهش می دهند.
فرایند دباغی مقاوم به حرارت: در دباغی های صنعتی مقاوم (مانند Chrome-tanned)، چرم ها به رنگ قرمز یا قهوه ای در می آیند که بیشترین مقاومت را در برابر حرارت و تابش قوس دارند.
♦️ نکته ایمنی: اگر از الکترود تنگستن قرمز (توریم دار) استفاده می کنید، سنگ زنی آن نیاز به دستگاه سنگ سنباده اختصاصی با مکش غبار (وکیوم) دارد. هرگز از سنگ سنباده عمومی کارگاه استفاده نکنید تا غبار رادیواکتیو پخش نشود. همچنین حتماً از ماسک ضد غبار با فیلتر HEPA استفاده کنید و بعد از اتمام کار دست ها را با آب و صابون بشویید.
اینورترهای جوشکاری آرگون آروا

اینورترهای جوشکاری آرگون آروا با بهره گیری از فناوری روز، قطعات باکیفیت و طراحی متناسب با شرایط کاری ایران، به یکی از گزینه های قابل اعتماد برای جوشکاران حرفه ای و کارگاه های صنعتی تبدیل شده اند. این دستگاه ها با هدف ارائه قوس پایدار، راندمان بالا و دوام مناسب در شرایط کاری سنگین طراحی شده اند.
برخی از مهم ترین مزایای اینورترهای جوشکاری آروا عبارت اند از:
- گارانتی ۷۰ ماهه
- خدمات پس از فروش گسترده در سراسر کشور
- برخورداری از نشان استاندارد ملی ایران
- طراحی و تولید مطابق با استانداردهای بین المللی
- استفاده از قطعات و مواد اولیه باکیفیت
- طراحی بهینه برای سازگاری با شرایط برق و اقلیم ایران
♦️ نکته: سیستم خنک کاری بهینه، داکت های هوای مهندسی شده و فن های قدرتمند به این دستگاه ها کمک می کنند تا در استفاده های طولانی مدت و شرایط کاری سنگین، عملکردی پایدار داشته باشند و احتمال توقف ناشی از افزایش دما کاهش پیدا کند.
کلام آروا
جوشکاری آرگون (TIG)، استاندارد طلایی صنایع مدرن برای اتصال فلزات حساس و ورق های فوق نازک است. این روش با حذف کامل پاشش، دود و گل جوش، محیطی پاکیزه و مهندسی شده را برای خلق گرده جوش های مینیاتوری فراهم می کند. اگرچه دستیابی به این کیفیت نیازمند مهارت بالای دست، تنظیمات دقیق دستگاه و رعایت اصول ایمنی است، اما خروجی کار نهایی ارزش این دقت را دارد.
آیا تجربه خاصی در کار با اینورترهای آرگون دارید؟ یا شاید با چالشی روبه رو شدید که در این مقاله به آن پاسخ ندادیم؟ خوشحال می شویم تجربیات، سوالات و نکات خود را در بخش نظرات پایین همین صفحه با ما و دیگر مخاطبان آروا به اشتراک بگذارید.
پاسخ کارشناسان آروا به سوالات شما
آیا می توان با اینورتر معمولی جوشکاری آرگون انجام داد؟
بله، به روش تیگ خراشی امکان پذیر است؛ اما به دلیل چسبیدن مدام تنگستن، مصرف بالای گاز و نداشتن سیستم فرکانس بالا (HF)، برای کارهای حساس توصیه نمی شود.
تفاوت جوش TIG با MIG در چیست؟
در TIG (آرگون) از الکترود ثابت تنگستن استفاده می شود که فرایندی دو دستی، کند و بسیار مینیاتوری است. در MIG (CO2) سیم جوش اتوماتیک تغذیه می شود و فرایندی تک دستی با سرعت بالا برای سازه های ضخیم است.
چرا جوش آرگون تخلخل یا آلودگی پیدا می کند؟
به دلیل انحراف گاز محافظ در اثر وزش باد، تنظیم نبودن دبی مانومتر، یا وجود رطوبت، چربی، رنگ و زنگ زدگی روی سطح فلز و سیم فیلر.
عوارض اصلی جوشکاری آرگون چیست و چگونه پیشگیری می شود؟
تابش شدید اشعه فرابنفش (UV)، تولید گاز سمی اوزون و غبار رادیواکتیو تنگستن قرمز هنگام سنگ زنی. پیشگیری از آن با ماسک اتوماتیک، لباس چرمی ضخیم و تهویه کارگاه انجام می شود.
برای جوش دادن آلومینیوم با آرگون به چه نوع جریانی نیاز داریم؟
حتماً به جریان متناوب (AC)؛ زیرا نیم سیکل مثبت آن پوسته سخت اکسید آلومینیوم را متلاشی (اکسیدزدایی) و نیم سیکل منفی آن عمق فلز را ذوب می کند.



ارسال دیدگاه