 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
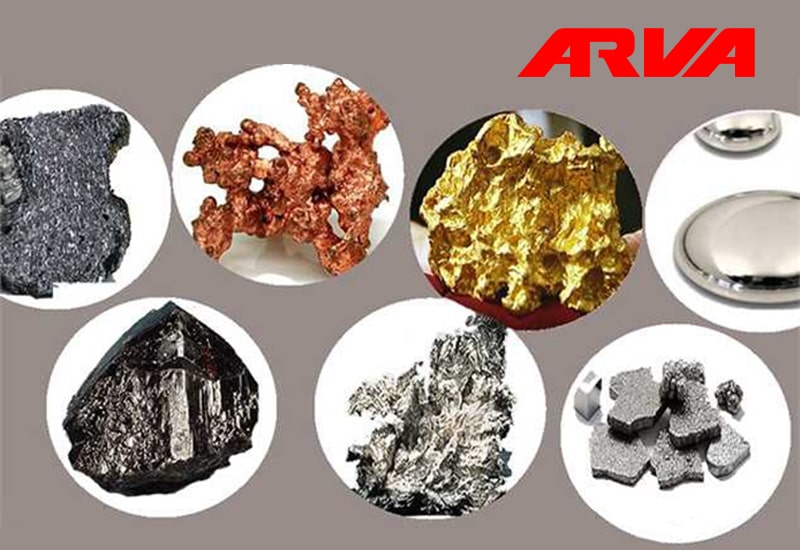
فلزات رنگین به فلزاتی به غیر از آهن و آلیاژ های آن گفته می شود. برای مثال فلزاتی مانند مس، برنج، برنز، روی، آلومینیوم، طلا و… در دسته فلزات رنگین قرار دارند. امکان جوش دادن تمام فلزات رنگین وجود دارد ولی برای این کار باید با مهارت ها و اصول جوشکاری این نوع فلزات آشنا بوده و دقت و تمرکز کافی داشته باشید. به همین دلیل در ادامه تمام روش های جوشکاری فلزات رنگین ( جوشکاری فلزات غیر آهنی ) را با هم بررسی خواهیم کرد.
تاریخچه و تعریف جوشکاری
قبل از اینکه به سراغ جوشکاری فلزات رنگین برویم، بهتر است نگاهی اجمالی به تاریخچه و تعریف جوشکاری داشته باشیم.
تاریخچه جوشکاری به 3 هزار سال قبل از میلاد می رسد؛ زمانی که انسان برای اولین بار کار با برنز را آغاز کرد. قدیمی ترین نمونه های شناخته شده جوشکاری جعبه های طلایی کوچکی هستند که قدمت آنها به عصر برنز یعنی بیش از 2 هزار سال پیش بازمی گردد.
باستان شناسان جواهرات، ظروف غذاخوری و سلاح های مربوط به این دوره را پیدا کرده اند. در 3 هزار سال قبل از میلاد مصریان از زغال چوب به همراه اعمال فشار برای جوش دادن شمشیر استفاده می کردند. در 1500 قبل از میلاد ذوب آهن رایج تر شد.
فلزکاران چینی در سال 589 پس از میلاد کشف کردند که چگونه آهن را به فولاد تبدیل کنند. تقریباً در همان زمان، فلزکاران ژاپنی شمشیرهای سامورایی را از طریق جوشکاری فولاد ساختند.
یک جوش یا همان اتصال ایده ال باید به گونه ای باشد که محل اتصال دو فلز به راحتی قابل مشاهده نباشد. این موضوع تا حد زیادی به نوع فلز و روش جوشکاری پیاده شده روی آن بستگی دارد. دقیقا به همین دلیل است که انواع و اشکال مختلفی از جوشکاری وجود دارد. بنابراین شما باید روش های جوشکاری هر فلز را بشناسید تا بتوانید با توجه به شرایط و نیازهای خود، بهترین روش را انتخاب کنید.
روش های جوشکاری فلزات رنگین
همانطور که در بخش قبلی اشاره کردیم، هر نوع فلز می تواند به روش های مختلفی جوش شود. در واقع جوشکاری هر فلز به خواص آن، و صد البته نیاز های خود شما بستگی دارد. شما باید با توجه به نوع فلز و ویژگی های آن، و همچنین کاربردی که اتصال به دست آمده قرار است داشته باشد، نسبت به انتخاب بهترین روش جوشکاری فلزات رنگین اقدام کنید. همچنین می توانید مقاله بهترین فلزات برای جوشکاری را مطالعه کنید.
در ادامه جوشکاری هر کدام از انواع فلزات رنگین یا همان جوشکاری فلزات غیر آهنی؛ به همراه ابزار مورد نیاز و روش جوش کردن آن ها را بررسی می کنیم.
جوشکاری فلزات رنگین؛ جوشکاری مس
مس و آلیاژهای مس به دلیل رسانایی الکتریکی و حرارتی خوب، مقاومت در برابر خوردگی، مقاومت در برابر سایش فلز به فلز و ظاهر زیبایی که دارد، فلزی متمایز از دیگر فلزات محسوب می شود. به همین دلیل در مهندسی فلز مهمخی محسوب می شود.
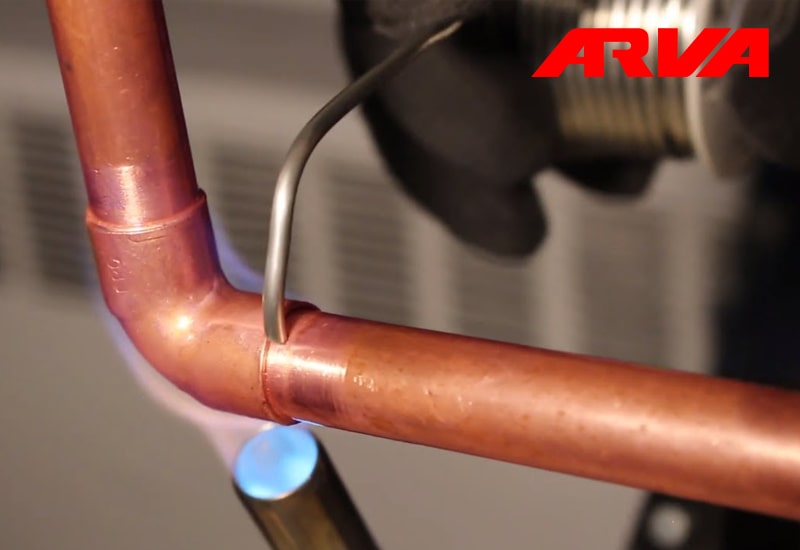
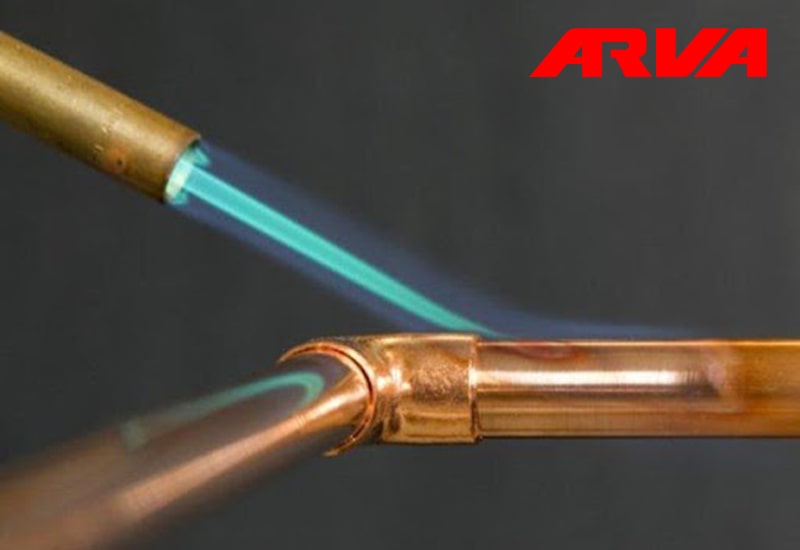
از طرفی مس یک فلز قرمز رنگ است که هم قابلیت هدایت الکتریسته بسیار بالایی دارد و هم به راحتی می توان آن را جوش داد. برای جوشکاری مس معمولا از دو روش زیر استفاده می شود:
- جوشکاری با گاز : در این روش ابتدا ورقه های مس را کاملا تمیز می کنند به طوری که هیچ گونه روغن، گرد و خاک و آلودگی روی آن باقی نماند. سپس فرایند جوشکاری را از طریق جوش اکسیژن یا همان اتوگن انجام می دهند.
- جوشکاری با برق : اگر چه روش قبلی برای جوشکاری مس توصیه می شود؛ اما امکان انجام این کار از طریق قوس الکتریکی هم وجود دارد. البته باید توجه داشته باشید که قابلیت هدایت حرارت مس بسیار زیاد است و حتما باید جوشکاری را با قطب مستقیم و مقدار آمپر بالا انجام داد.در این روش، یک الکترود به مس نزدیک میشود و جریان الکتریکی از الکترود به مس منتقل میشود. این جریان الکتریکی باعث ایجاد گرما و قوس الکتریکی شده که باعث ذوب شدن مس میشود. سپس، مواد جوشکاری، مثل سیم جوشکاری (فیلر)، به عنوان مواد افزودنی ممکن است برای تقویت اتصال استفاده شود.یکی دیگر از روشهای جوشکاری مس، جوشکاری مقاومتی است. در این روش، دو قطعه مس به یکدیگر فشار داده شده و سپس جریان الکتریکی از طریق آنها میگذرد، که باعث گرما و ذوب شدن نقاط تماس میشود.هرکدام از این روشها بسته به نوع کار و نیازهای اتصال، در شرایط خود می توانند به عنوان گزینه مناسب انتخاب شوند.
جوشکاری فلزات رنگین؛ جوشکاری سرب
برای جوشکاری سرب معمولا از گاز هیدروژن استفاده می شود. جوشکاری این فلز به گرد مخصوص نیازی ندارد، اما حتما باید تمام سطح فلز را صیقلی و تمیز کرد.
از آنجایی که سرب مذاب یک ماده بسیار سیال به شمار می رود؛ سیم جوش آن باید عاری از هرگونه ناخالصی باشد. جوشکاری فلزات رنگین با ویژگی هایی مشابه سرب قدری دشوار است و به مهارت و دقت بالایی نیاز دارد.
جوش سرب بسیار شبیه به سایر انواع جوشکاری فلزات است.در این فرآیند ورق های سرب را به صورت دستی با استفاده از شعله به یکدیگر متصل می کند، تنها تفاوت این است که نیازی به شار ندارد.
هنگام جوشکاری سرب می توان از گازهای مختلفی برای سوخت استفاده کرد که رایج ترین آنها اکسی استیلن و همچنین هیدروژن است. شعله به یک منطقه کوچک اعمال می شود تا سرب را ذوب کرده و آنها را به هم متصل کند. حمل و نقل این گاز آسان است و آن را به گزینه ای ایده آل برای جوشکاری سرب تبدیل می کند.
بیشتر بخوانید: سیم جوش چیست ؟
جوشکاری فلزات رنگین؛ جوشکاری روی
در گذشته برای اتصال قطعات روی، از لحیم قلع استفاده می شد؛ اما هم اکنون این کار را با استفاده از جوشکاری انجام می دهند. برای جوشکاری روی باید از روانساز استفاده شود تا اکسیداسیون به وجود نیاید.

فرایند جوشکاری قطعات روی، به سرعت و مهارت زیادی نیاز دارد و جوشکار باید بتواند با یک شعله ملایم، یک درز جوش خورده تمیز و بی نقص ارائه دهد. اگر روی این درز جوش خورده چکش کاری انجام شود؛ ذرات آن کاملا به هم می چسبند و بسیار ظریف و در عین حال محکم خواهند شد. همچنین سیمی که برای جوشکاری روی به کار می برید باید از نوع خالص باشد تا بهترین نتیجه را به دست آورید.
جوشکاری فلزات غیر آهنی؛ جوشکاری چدن
توجه داشته باشید که چدن را قبل از جوشکاری تمیز کنید، تمام مواد مانند رنگ، گریس و روغن را پاک کرده و به ناحیه جوش توجه ویژه ای داشته باشید.
چدن شکل پذیری ضعیفی دارد، از این رو می تواند به دلیل تغییرهای حرارتی هنگام گرم یا سرد شدن سریع ترک بخورد. حساسیت چدن به ترک خوردگی بستگی به نوع چدن دارد. این بدان معنی است که لازم است بدانید با کدام نوع آلیاژ کار می کنید:
- چدن خاکستری
- چدن سفید
- چدن داکتیل (ندولار)
مهمترین عامل برای جلوگیری از ترک در چدن، کنترل گرمایش و سرمایش آن است. به همین دلیل لازم است پس از شناسایی نوع چدن، گرمای مناسب، برای جوش دادن آن را انتخاب کنید.
گرمایش موضعی، مانند حرارتی که در طول جوشکاری با آن مواجه می شویم، منجر به انبساط محدود می شود. فلزات انعطاف پذیر مانند فولاد می توانند تنش را کاهش دهند، اما چون چدن ها شکل پذیری ضعیفی دارند در معرض ترک خوردن هستند. گرم کردن چدن قبل از جوشکاری، سرعت خنک شدن جوش و ناحیه اطراف آن را کاهش می دهد. حداقل دمای گرم کردن قبل از جوشکاری معمولی از 100 تا 400 درجه سانتیگراد، بسته به نوع چدن و سختی HAZ است. هرگونه پیش گرمایش باید آرام و به طور یکنواخت انجام شود.
برای جوش دادن چدن استفاده از سیم جوش های برنجی سخت الزامی است. قبل از شروع فرایند جوش، باید قطعات چدنی را تا دمای ۲۱۰ الی ۳۰۰ درجه سانتی گراد حرارت دهید و از گرد جوش ویژه چدن استفاده کنید تا قطعات به خوبی به هم جوش بخورند.
سیم های برنجی که برای جوش دادن چدن مورد استفاده قرار می گیرند از درصد بالایی مس و مقداری نیکل برخوردارند. این سیم ها در دمای ۹۳۰ درجه سانتی گراد ذوب می شوند و شما باید عمل ذوب کردن آن ها را با شعله ملایم و فشار کم انجام دهید. چرا که بالا بودن شعله باعث خارج شدن گرد جوشکاری و در نتیجه جوش نخوردن قطعات چدنی خواهد شد.
بعد از اتمام فرایند جوشکاری، قطعات چدنی باید در یک محفظه پر از شن قرار بگیرند تا به آهستگی خنک شوند؛ در غیر اینصورت احتمال شکستن، ترک برداشتن یا حتی سخت شدن چدن وجود دارد.
جوشکاری تیتانیوم
تیتانیوم بهدلیل نسبت استحکام به وزن بالا و مقاومت عالی در برابر خوردگی، در صنایع پزشکی، نظامی، هوافضا و دریایی بهطور گسترده ای مورد استفاده قرار می گیرد. اما جوشکاری این فلز، یکی از حساس ترین و تخصصی ترین فرآیند های جوشکاری است و هرگونه بی دقتی می تواند منجر به ایجاد تخلخل، شکنندگی یا آلودگی در جوش شود.
روش های رایج جوشکاری تیتانیوم:
- TIG: بهترین و دقیق ترین روش، مخصوصاً برای آلیاژ های حساس
- Electron Beam Welding: برای اتصالات خاص با نفوذ عمیق
- Plasma Arc Welding: برای ضخامت های بالا
نکات مهم در جوشکاری تیتانیوم:
- سطح کار باید با دقت فراوان تمیز شود و هیچگونه گرد و غبار یا چربی نداشته باشد.
- رنگ نقره ای جوش نشان دهنده جوش سالم است؛ رنگ هایی مانند آبی یا زرد نشان دهنده آلودگی گازی و غیرقابل قبول هستند.
- باید از تجهیزات و برس های مخصوص تیتانیوم استفاده شود که به هیچ وجه با فولاد معمولی تماس نداشته اند.
جوشکاری فلزات رنگین؛ جوشکاری برنج
برنج یکی از الیاژ های مس است که با مقداری روی و سرب ترکیب شده است. این فلز مقاومت بالایی در مقابل پوسیدگی و زنگ زدگی دارد؛ به همین دلیل در بسیاری از کاربردهای گوناگون از آن استفاده می شود.
گاهی اوقات جوشکاری فلزات رنگین به یک کار واقعا سخت تبدیل می شود. برای مثال در هنگام جوشکاری برنج، آلیاژ روی به سرعت اکسید و بخار شده و محل جوش را تیره می کند. همچنین گازهایی که بر اثر این کار به وجود می آیند بسیار سمی و خطرناک هستند و باید از استنشاق آن ها جلوگیری کرد. سرعت دست در فرایند جوشکاری برنج باید بسیار بالا باشد تا آلیاژ روی فرصت تبخیر پیدا نکند. رعایت تمام این نکات به یک جوشکار ماهر نیاز دارد و توسط افراد عادی امکان پذیر نیست.
جوشکاری برنج، هم توسط گاز انجام می شود و هم از طریق برق امکان پذیر است.
جوشکاری برنج با برق
اگرچه برنج ویژگی های مثبتی مانند مقاومت در برابر زنگ زدن دارد، اما در جوشکاری با الکترود فلزی، روی برنج به سرعت بخار شده و اکسید آن ممکن است مشکلاتی ایجاد کند. در روش جوشکاری با برق هم از الکترودهای گرافیتی و هم از معمولی استفاده می شود و این فرایند با قطب منفی انجام خواهد شد.
برای جوش برنج، الکترودهای گرافیتی و الکترودهای معمولی استفاده می شود. وقتی از الکترود گرافیتی استفاده می شود، معمولاً از آلیاژهایی استفاده می کنند که به برنج شباهت داشته باشند. همچنین در جوشکاری برنج از قطب معکوس نیز استفاده می شود. در نظر داشته باشید باید فاصله مناسب بین الکترود و کار باید حفظ شود.
در کل، جوش برنج یک فرایند تخصصی است که نیاز به تکنیک ها و مهارت های خاصی دارد تا جوشی با کیفیت بالا حاصل شود.
بیشتر بخوانید: تفاوت جوشکاری با سیم جوش و جوشکاری با الکترود
جوشکاری برنج با گاز (TIG)
جوشکاری برنج با روش “TIG” (Tungsten Inert Gas) از یک الکترود تونگستن که در فرایند جوشکاری مصرف نمی شود، استفاده می کند تا قطعات برنج با هم جوش داده شوند. در جوشکاری TIG برنج، گاز های نگهدارنده مانند آرگون و هلیوم برای حفاظت از منطقه جوش استفاده می شوند. در روش جوشکاری با گاز از سیم مخصوص جوش برنج و همچنین گرد جوشکاری استفاده می شود تا اکسیداسیون پیش نیاید. همچنین نحوه تنظیم شعله باید به گونه ای باشد که اکسیژن آن بیشتر از استیلن باشد.
اگرچه جریان جهت جوشکاری TIG می تواند مستقیم (DC) باشد، اما برای جوشکاری برنج، جریان متناوب (AC) بهترین نتایج را با حرارت کمتر ارائه می دهد. یکی از ویژگی های منحصر به فرد جوشکاری برنج با TIG این است که هیچ تماسی بین قطعات برنج و الکترود وجود ندارد.
استفاده از آرگون برای حفاظت از منطقه گرم شده از اکسیداسیون و تشکیل حفره ها جلوگیری می کند و به منظور تطابق بهتر رنگ، الکترودهایی که شامل CuSn6 هستند، نتایج بهتری را به کاربر ارائه می دهند.Top of Form
جوشکاری فلزات رنگین؛ جوشکاری آلومینیوم

جوشکاری آلومینیوم با استفاده از گاز استیلن انجام می شود. برای این کار معمولا از شعله خنثی استفاده می شود و از ماده ای به نام روانساز کمک گرفته خواهد شد. سیم های جوشکاری می توانند آلومینیوم خالص بوده و یا آلیاژی از آن باشند و قطر آن ها هم باید از قطعات مورد نظر کمی بیشتر باشد. همچنین سطح بالایی قطعه ای که قرار است جوش داده شود، باید کاملا با استفاده از سوهان و یا برس های مخصوص صیقلی و تمیز شود.
توجه داشته باشید که اگر ضخامت ورق های آلومینیومی از 0.5 میلی متر کمتر است؛ فقط کافیست کمی لبه های آن را خم کنید و دیگر به سیم جوش نیازی نخواهد بود. اما اگر برای ورق هایی با ضخامت بالا از سیم جوش استفاده کردید؛ حتما بعد از اتمام کار درز جوش ها را چکش کاری نمایید. این کار باید با ضربات آرام ولی بسیار سریع انجام شود تا استحکام ورق ها از بین نرود.
جوشکاری نیکل
نیکل یکی از مهم ترین فلزات مقاوم به خوردگی و حرارت بالا است. این فلز معمولاً به صورت آلیاژ هایی مانند Inconel، Hastelloy یا Monel در صنایع حساس مانند هوافضا، پالایشگاه ها و توربین های گازی استفاده می شود. جوشکاری نیکل نیازمند دقت بالا در کنترل حرارت و انتخاب فلز پرکننده سازگار با نوع آلیاژ است.
روش های رایج جوشکاری نیکل:
- TIG (GTAW)بهترین روش برای جوشکاری نیکل، مخصوصاً در ضخامت های کم
- MIG (GMAW) برای پروژه های سریع تر و ضخامت های بیشتر
- (SMAW) الکترود دستی: در کاربرد های صنعتی سنگین
نکات مهم در جوشکاری نیکل عبارت اند از:
- استفاده از فیلر فلز کاملاً سازگار با ترکیب شیمیایی پایه برای جلوگیری از خوردگی بین دانه ای
- جلوگیری از ورود گوگرد، فسفر یا کربن به منطقه جوش، چرا که این عناصر می توانند موجب ایجاد ترک شوند.
- پاک سازی دقیق سطح نیکل از چربی، روغن یا آلودگی های دیگر پیش از جوشکاری
جوشکاری فلزات رنگین؛ جوشکاری طلا

برای جوشکاری طلا معمولا از جریان مستقیم DC استفاده می شود. به این صورت که الکترود ها به قطب منفی متصل می شوند و با جریان متناوب، جوشکاری انجام خواهد شد. البته اتصال ورقه های طلا از طریق جوشکاری کند پرسی هم امکان پذیر است.
نکته ای که باید به آن توجه داشت این است که بعد از انجام جوشکاری، سطح کار را با الکل تمیز کنید تا قطعات طلا مثل قبل براق شوند.
جوشکاری فلزات رنگین؛ جوشکاری فولاد
فولاد از آن دسته فلزاتی است که انواع مختلفی دارد و روش جوشکاری آن هم برای هر نوع خاص متفاوت است. برای مثال برخی از آلیاژ های فولاد از طریق گاز جوش می خورند، در حالیکه برای جوشکاری برخی دیگر از آلیاژ های این فلز باید از برق استفاده کرد. به طور کلی روش های جوشکاری انواع مختلف فولاد را می توان به صورت زیر دسته بندی کرد:
1. جوشکاری آلیاژ های فولاد با گاز:
- جوشکاری فولاد زنگ نزن:
فولاد زنگ نزن از فولاد معمولی امکان هدایت گرمای کمتری دارد و به همین دلیل باید برای جوش دادن آن از سر مشعل کوچکتری استفاده کرد. همچنین شعله مورد استفاده هم باید خنثی باشد و بهتر است از سیم جوشی دقیقا از جنس همان فولاد زنگ نزن استفاده شود.
برای جوشکاری فولاد زنگ نزن باید زاویه مشعل نسبت به سطح کار حدود 80 درجه، و زاویه سیم جوش حدود 20 درجه باشد تا به خوبی روی لبه کار ذوب شود. توجه داشته باشید که هنگام انجام این کار به هیچ عنوان نباید شعله را به صورت ناگهانی دور کنید، چرا که انبساط این نوع فولاد از نوع معمولی بیشتر است و احتمال دارد که سطح کار خم شود.
- جوشکاری فولاد مولیبدونی:
این نوع فولاد مقاومت بسیار بالایی دارد و معمولا در ساخت قطعات هواپیما مورد استفاده قرار می گیرد. جوشکاری این نوع فولاد تا حد زیادی به جوشکاری آهن شباهت دارد، اما نوع الکترود های مورد استفاده متفاوت است.
- جوشکاری مونل و اینکونل:
مونل و اینکونل دو فلز بسیار مقاوم در برابر زنگ زدگی به شمار می روند و به همین دلیل، معمولا از آن ها برای ساخت تانکر های حمل آب استفاده می شود. جوشکاری این دو فلز کار سختی نیست و به راحتی با الکترود های پوشش دار انجام می شود.
2. جوشکاری آلیاژ های فولاد با برق:
در این نوع جوشکاری باید قطعات فولادی را با قوس الکتریکی به هم جوش داد. لازم به ذکر است که جوشکاری آلیاژ های فولاد از جوشکاری آهن کار سخت تری بوده و به مهارت و دقت بیشتری هم نیاز دارد. چرا که برخی آلیاژ های فولاد به دلیل حرارت بالا تجزیه می شوند و سطح کار ترک خواهد خورد.
در رابطه با جوشکاری آلیاژ های فولاد حتما باید به نکات زیر توجه کافی داشته باشید:
- لبه های قطعاتی که قرار است به هم جوش داده شوند را قبل از شروع کار آماده کنید؛ به گونه ای که فاصله درز جوش در این نوع فلز از درز جوش آهن کمتر باشد.
- قطعات را پیش از شروع کار تا دمای حدود 200 الی 300 درجه سانتی گراد گرم کنید.
- الکترود هایی انتخاب کنید که با جنس کار و قطر آن متناسب بوده و پوشش قابل قبولی داشته باشند.
- شدت جریان دستگاه جوش باید تا جایی که امکان دارد کم باشد.
- در ابتدای انجام جوشکاری باید سرعت دست جوشکار پایین باشد تا گرده جوش به خوبی پخش شود؛ سپس باید به تدریج سرعت دست بالاتر برود.
- گرده های جوش مقعر معمولا باعث ترک های بیشتر می شوند و بهتر است از گرده جوش های محدب استفاده شود.
جوشکاری فلزات رنگین؛ جوشکاری منیزیم
منیزیم به عنوان سبک ترین فلز صنعتی شناخته می شود و در تولید قطعات خودرویی، هوانوردی و تجهیزات ورزشی کاربرد فراوان دارد. اما جوشکاری این فلز به دلیل واکنش پذیری شدید با اکسیژن و دمای ذوب پایین، چالش های خاص خود را دارد.
روش های رایج جوشکاری منیزیم:
- TIG: اصلی ترین روش برای جوشکاری منیزیم
- MIG: برای اتصالات طولانی و ضخامت های بالا
- جوشکاری مقاومتی: برای قطعات نازک و دقیق
نکاتی که در جوشکاری منیزیم باید مدنظر قرار گیرد:
- سطح فلز باید پیش از جوشکاری از هرگونه لایه اکسید، چربی و رطوبت پاک شود.
- استفاده از گاز آرگون یا ترکیب آرگون_هلیوم برای محافظت در برابر اکسیداسیون ضروری است.
- به دلیل تولید دودهای خطرناک، تهویه مناسب محل کار الزامی است.
- انتخاب فیلر مناسب با آلیاژ منیزیم برای جلوگیری از ترک و شکست مکانیکی ضروری است.
زرد جوش چیست؟
زرد جوش یا brazing یک فرایند جوشکاری است که در آن، به جای اینکه فلز پایه (مانند آهن یا فلز دیگر) ذوب شود، از یک فلز مذاب (مانند آلیاژهای خاص) استفاده می شود. وقتی این فلز مذاب روی قسمت هایی از فلز پایه قرار می گیرد، با یک ویژگی به نام خاصیت مویینگی به فلز پایه متصل می شود. به این ترتیب، دو قطعه فلزی به هم متصل می شوند، ولی فلز پایه ذوب نمی شود.
در کل، در زرد جوش، فلزات با هم متصل می شوند اما فقط با استفاده از فلز مذاب و بدون ذوب شدن فلز پایه.
جوش کاربیت
جوش کاربیت یک روش جوشکاری است که در آن از ترکیبی از گازهای سوختنی، مانند متان یا پروپان، با اکسیژن استفاده می شود. وقتی این گازها با اکسیژن در سر جوشکاری واکنش می دهند، انرژی حاصله از این واکنش به شدت بالا می رود. این انرژی بسیار زیاد که در اثر سوختن گازها تولید می شود، باعث گرم شدن فلزات و رسیدن به دمای ذوب و حتی فراتر از آن می شود.
با افزایش دمای فلز به مقدار ذوب، امکان ایجاد اتصال محکم و هم گیر بین قطعات مختلف فلزی فراهم می شود. در واقع، جوش کاربیت به واسطه این ویژگی ها و توانایی ها، یکی از روش های مؤثر و پرکاربرد در جوشکاری فلزات است.
جوشکاری سرب خشک
به طور کلی، برای جوشکاری سرب، انتخاب مناسب گاز، انواع مشعل جوشکاری، میله جوش، و نحوه کاربرد آنها بسیار اهمیت دارد تا جوشکاری به نحو احسن انجام شود.
نوع گازهای استفاده شده جوشکاری سرب
استفاده از سه گاز اکسی استیلن، اکسی هیدروژن و اکسیژن یا گاز طبیعی، متداول است که بسته به نیاز و شرایط جوشکاری انتخاب میشود. در نظر داشته باشید که برای موقعیتهای سربالا، گاز اکسیژن معمولاً استفاده نمیشود. نوع جوشی که باید انجام شود، فشار گاز مورد نیاز را تعیین میکند. اغلب از فشار گاز کمی مانند ۲/۱-۱ تا ۵ پوند بر اینچ مربع (۳/۱۰تا ۵/۳۴ کیلوپاسکال) استفاده میشود.
مشعل جوشکاری
اندازه مشعل جوشکاری برای جوشکاری سرب نسبتاً کوچک است و از لحاظ آسانی کار، دریچههای اکسیژن و گاز قابل تنظیم در انتهای دسته مشعل قرار دارند. اندازه نوک مشعل نیز متغیر است.
میلههای جوش
میلههای پرکننده باید از همان ترکیب فلزی که در جوش استفاده میشود، باشند. اندازه قطر میلهها برای سرب سبک و سنگین متفاوت است.
انواع اتصالات
اتصالات گوشه، لَپ و کناره معمولاً در جوشکاری استفاده میشوند، اما اتصال کناره فقط در شرایط خاص به کار میرود.
نحوه جوشکاری سرب
- شعله باید خنثی باشد. به یاد داشته باشید که شعله کاهش دهنده ممکن است دوده تولید کند.
- استفاده از شعله اکسید کننده باعث تولید اکسیدها روی سطح جوش شده و ممکن است همجوشی را مختل کند.
- شعله نرم و وسیع برای موقعیتهای افقی بهتر است و در موقعیتهای عمودی از شعلههای نوک تیزتر استفاده میشود.
- جریان سرب مذاب توسط شعله و با حرکت نیم دایره یا شکل V کنترل میشود.
جمع بندی
جوشکاری روشی است که به کمک آن می توان قطعات فلزی مختلف را به هم جوش زد. همانطور که از مطالب عنوان شده در این مقاله متوجه شدی د، فلزاتی به غیر از آهن که به آن ها فلزات رنگین می گویند؛ هم امکان جوش خوردن را دارند. از آن جایی که هر فلز ویژگی های مخصوص خود را دارد، نوع روشی که برای جوشکاری آن به کار می رود هم با فلزات دیگر متفاوت است. ما سعی کردیم تمام روش های جوشکاری فلزات رنگین یا همان جوشکاری فلزات غیر آهنی را به شما آموزش داده و شما را با اصول جوشکاری هر روش آشنا نماییم.
جوشکاری فلزات کار راحتی نیست و به دقت، مهارت و سرعت عمل بالایی نیاز دارد. به همین دلیل کسی که دانش و مهارت کافی را نداشته باشد، به هیچ وجه نمی تواند یک جوش استاندارد و محکم ارائه دهد. پس بهتر است در صورت نیاز به جوشکاری فلزات مختلف، این کار را به یک فرد مجرب و ماهر بسپارید. چنانچه هرگونه سوال و یا ابهامی در این خصوص داشتید، می توانید با یکی از متخصصین شرکت آروا تماس بگیرید.



ارسال دیدگاه