 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
همانطور که می دانید مشعل، ترجمه واژه انگلیسی تورچ torch است. در حقیقت تورچ و مشعل از لحاظ لغوی یکسان هستند. اما در ایران هر کدام از این اسامی به ابزار متفاوتی اشاره دارد. منبع تغذیه انواع مشعل جوشکاری، برق یا گاز است. در ایران چنین مرسوم شده که آن دسته از مشعل هایی که منبع تغذیه شان گاز است، مشعل نامیده شوند و بقیه که با برق تغذیه می شوند تورچ نام گذاری شوند. البته ممکن است بعضی افراد این دو واژه را یکسان استفاده کنند.
در این مطلب قصد داریم به معرفی انواع مشعل جوشکاری بپردازیم. اما پیش از آن لازم است تعریفی پیرامون این موضوع که مشعل جوشکاری چیست، ارائه دهیم.
همانطور که از نام آن پیدا است، مشعل جوشکاری ابزاری است که شعله ای با دمای بالا تولید می کند تا دو قطعه فلز را ذوب کرده و به یکدیگر متصل کند. پس می توان نتیجه گرفت، مشعل در جوشکاری ذوبی ورد استفاده قرار می گیرد. انرژی مشعل معمولاً توسط یک مخلوط سوخت اکسی استیلن تامین می شود. انواع مشعل جوشکاری متشکل از قسمت های زیر است:
- شیرهای اکسیژن و استیلن
- دسته مشعل
- لوله اختلاط
- نازل
جوشکار، شعله مشعل جوشکاری را با دستکاری دستگیره های روی دسته برای تنظیم میزان مخلوط سوخت و اکسیژن کنترل می کند. ما در این صنعت با انواع مشعل جوشکاری مواجه هستیم.
تورچ چیست؟
برای اینکه با عملکرد مشعل جوشکاری بهتر آشنا شویم، ابتدا به تعریف تورچ می پردازیم تا بدانیم تورچ جوشکاری چیست. زمانی که از برای خرید اینورتر جوشکاری اقدام کیند و درد صدد استفاده از آن هستید، باید بدانید که تورچ جوشکاری ابزاری چند منظوره و به شکل اتوماتیک یا نیمه اتوماتیک در فرایند جوشکاری گازی است.
وظیفه اصلی تورچ جوشکاری انتقال سه مؤلفه مهم جریان برق، گاز محافظ، و الکترود یا سیم جوش به محل اتصال در فرایند جوشکاری گازی است. هدایت الکترود جوشکاری به داخل قوس جوش به منظور هدایت بهینه قدرت جوشکاری به الکترود و تامین محافظت مناسب از ناحیه قوس انجام می شود. برای کسب اطلاع بیشتر در مورد الکترود، می توانید مطلب الکترود جوشکاری چیست را مطالعه کنید.
همانطور که انواع مشعل جوشکاری داریم، انواع تورچ جوشکاری نیز موجود است:
انواع مشعل تورچ جوشکاری بر اساس گاز محافظ جوشکاری:
- آرگون
- CO2
- پلاسما
انواع مشعل تورچ جوشکاری بر اساس نوع خنک کننده:
- هوا خنک
- آب خنک
انواع تورچ جوشکاری بر اساس نحوه استفاده و نوع فلز:
- پوش پول
- قرقره دار
- سیم پودری
- دود گیر
شناخت مشعل های مختلف از آن جهت اهمیت دارد که در برخی از انواع جوش مثل جوش شیاری به ویژه در کاربردهایی که نیاز به اتصالات دقیق و قوی در نقاط خاص دارد، معمولاً با استفاده از تورچ های مخصوص برای کنترل حرارت و دقت بالا انجام می شود.
اکنون نوبت آن رسیده که به انواع مشعل جوشکاری بپردازیم و با این وسیله پرکاربرد بیشتر آشنا شویم.
بیشتر بخوانید: جوش شیاری چیست
انواع مشعل جوشکاری

پیش از پرداختن به انواع مشعل جوشکاری، شاید مایل باشید با جوشکاری بیشتر آشنا شوید. در این صورت خواندن مطلب جوشکاری چیست خالی از لطف نخواهد بود. مشعل جوشکاری گاز، برای هدایت شعله و مدیریت جریان مخلوط گازهای مختلف طراحی شده است.
انواع مشعل جوشکاری برای رفع نیازهای جوشکاری یا برشی خاص ساخته می شوند. با در نظر گرفتن این موضوع، مشعل های جوشکاری در دسته بندی های زیر قرار می گیرند:
- مشعل های جوشکاری فشار مثبت
- مشعل های جوشکاری انژکتوری
بعد از معرفی انواع مشعل جوشکاری به نظر می رسد آشنایی با نحوه عملکردشان ضروری است.
مشعل جوشکاری با فشار مثبت

مشعل های جوشکاری فشار مثبت که به عنوان مشعل های جوشکاری فشار مساوی یا فشار متوسط نیز شناخته می شوند، نوعی خاصی از انواع مشعل جوشکاری هستند که نیاز به تامین اکسیژن و گاز سوخت دارند.
در این نوع از انواع مشعل جوشکاری، اکسیژن و گاز سوخت با فشار مساوی وارد محفظه اختلاط می شوند. در این بخش، چند لوله اختلاط کننده وجود دارد که از استیلن موجود در لوله های فشار قوی بهره می برند. با تعویض سر مشعل، امکان ایجاد شعله های مختلف نیز وجود دارد.
روی لوله های اختلاط، قطر ورق های فولادی از 3/0 تا 30 میلیمتر و فشار گاز نیز به ترتیب نوشته شده است. برای جوش دادن ورق فولادی به ضخامت 1 میلیمتر در هر ساعت، حدود 100 لیتر اکسیژن و 100 لیتر استیلن مصرف می شود. این گازها در شرایط مساوی با یکدیگر مخلوط شده و در فرایند جوشکاری به کار می روند.
مشعل جوشکاری نوع انژکتوری

مشعل های جوشکاری انژکتوری از نظر ظاهری شبیه مشعل های مثبت هستند، اما مکانیسم داخلی آنها متفاوت است. قابل توجه ترین تفاوت این است که مشعل های انژکتوری می توانند فشار گاز استیلن را تنظیم کنند؛ کاری که مشعل های مثبت نمی توانند انجام دهند.
این نوع مشعل از انواع مشعل جوشکاری، برای استفاده در فرایندهای جوشکاری اکسی استیلن و برشکاری اکسی گاز طراحی شده است. ویژگی مهم این نوع، آن است که در قسمت وسط، سوراخ های ریزی دارد که گاز اکسیژن با فشار 2.5 تا 3 بار از آن خارج می شود.
اطراف این انژکتور نیز سوراخ هایی با زاویه قرار دارد تا گاز استیلن با فشار کم، حدود نیم بار وارد شود. خارج شدن گاز اکسیژن از سوراخ وسط انژکتور و ورود آن به فضای بزرگتر، باعث ایجاد خلأ می شود که گاز استیلن را با خود به درون محفظه اختلاط می برد. پس از اختلاط گاز اکسیژن و استیلن در محفظه اختلاط، این مخلوط از سر نازل برای احتراق خارج می شود.
لازم به ذکر است مشعل انژکتوری، چند گونه است:
بر اساس کاربرد در صنایع لوله کشی و لحیم کاری، لحیم کاری، به طور عمده چهار نوع مشعل جوش وجود دارد. آن ها هستند:
- مشعل های پروپان
- مشعل های لحیم کاری
- مشعل های گاز مپ
- مشعل جوشکاری اکسی استیلن
بیشتر بخوانید: ابزار جوشکاری
انواع شعله در جوشکاری
شعله کوچکترین بخش آتش است و از تجمع چند شعله، آتش به وجود می آید. در جوشکاری و برش با مشعل، شعله نقش کلیدی ایفا می کند. همانطور که ما انواع جوشکاری را داریم که برای هر نوع فلز متفاوت است با انواع شعله نیز مواجه هستیم که هر کدام برای نوع خاصی از جوشکاری با فلزهای مختلف، مناسب است. در ادامه به انواع شعله در جوشکاری می پردازیم.
شعله طبیعی (Natural Flame)
این نوع شعله از ترکیب گاز و اکسیژن با نسبت حجمی یکسان بهره می برد. با کامل سوزاندن گاز، تاثیر شیمیایی محدودی روی سطح قطعه کار ایجاد می کند و دود کمی تشکیل می دهد. این شعله دارای دو بخش است:
- بخش داخلی با دمای 3100 درجه سانتیگراد که رنگ آن سفید روشن است.
- بخش خارجی با دمای 1275 درجه سانتیگراد و آبی رنگ دارد.
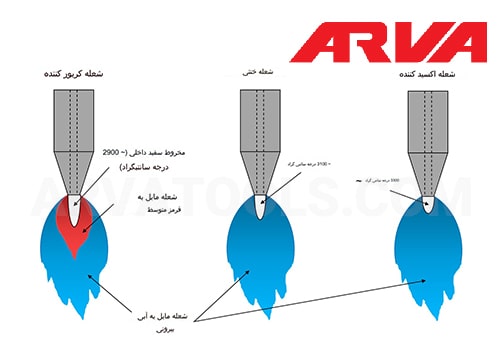
شعله کربنی (Carburizing Flame)
در این نوع شعله، مقدار گاز سوزاننده بیشتر از اکسیژن است. این شعله با فلز، ترکیب شیمیایی داشته و ساختار فلز را به شکل کربید تغییر می دهد. به علت جذب کربن توسط برخی فلزات، از این شعله در این گونه فرایندها استفاده نمی شود. شعله کربنی از سه بخش تشکیل می شود:
- ناحیه داخلی به رنگ سفید
- ناحیه میانی به رنگ قرمز
- ناحیه خارجی به رنگ آبی
شعله اکسیدکننده (Oxidizing Flame)
زمانی که نسبت حجمی گاز سوزاننده کاهش یابد یا حجم اکسیژن زیاد شود، بخش داخلی شعله حذف خواهد شد و این شعله به شعله اکسیدکننده تبدیل می شود. این شعله نسبت به شعله طبیعی گرمتر بوده و دارای دو منطقه مشخص است:
- منطقه داخلی به رنگ سفید روشن
- بخش خارجی با رنگ آبی
از این شعله بیشتر برای جوشکاری فلزاتی که به اکسیداسیون حساس نیستند، مانند برنج و برنز، استفاده می شود.
انواع شعله در جوشکاری اکسی استیلن

ابتدا لازم است کمی در این باره صحبت کنیم که جوشکاری اکسی استیلن چیست. جوشکاری گازی یا اکسی استیلن یک فرایند صنعتی است که از منابع حرارتی مشترکاً با استفاده از فعل و انفعال شیمیایی حاصل از سوختن دو گاز، برای ایجاد اتصالات جوشی در مواد مختلف استفاده می شود. این فعل و انفعلات شیمیایی ناشی از سوختن گاز اکسیژن و یک گاز دیگر تأمین می شود.
گاز دوم می تواند استیلن، هیدروژن، بوتان یا پروپان باشد. با این حال، به دلیل مزایا و ویژگی های مثبتی که گاز استیلن نسبت به سایر گازها دارد، اغلب از آن به عنوان گاز سوختنی برای جوشکاری با گاز استفاده می شود.
شعله احیا
در پاسخ به این سوال که شعله احیاء چیست، باید گفت شعله احیاء شعله ای است که استیلن اضافی دارد و قسمت احتراق آن به سه بخش تقسیم شده است. بخش دوم این شعله احتراق اضافی نامیده می شود.
ارتفاع شعله وسط یا میانی معمولاً با مقایسه هسته مخروطی توسط چشم اندازه گیری می شود. این شعله به دلیل داشتن کربن اضافی برای جوشکاری فولادهای پرکربن مناسب است.
شعله خنثی
شعله خنثی با تنظیم دقیق توسط شیر سوزنی امکان منطبق شدن شعله وسطی با هسته مخروطی را فراهم می کند. این تنظیمات باعث افزایش اکسیژن و کاهش جریان گاز استیلن می شود.
شعله خنثی با منطبق شدن هسته مخروطی، نشان دهنده تساوی نسبت اکسیژن به استیلن است. این شعله برای جوشکاری و برش کاری بیشترین کاربرد را دارد.
پس از آنکه دانستیم شعله خنثی چیست، به آخرین نوع شعله اکسی استیلن می پردازیم.
شعله اکسید کننده
اکنون نوبت آن است که توضیح دهیم شعله اکسید چیست. شعله اکسید کننده با افزایش اکسیژن توسط شیر سوزنی، طول هسته مخروطی را کاهش می دهد و شعله با ارتفاع بلند ایجاد می شود. این شعله اکسیژن اضافی را به حوضچه مذاب تزریق می کند و باعث اکسیده شدن یا سریع سوختن قطعه کار می شود.
علائم شعله اکسید کننده، شامل پرتاب جرقه های براق و روشن از حوضچه مذاب است. این نوع شعله برای جوشکاری بعضی از فلزات مانند مس و روی توصیه می شود.
نکات ایمنی جوشکاری

در زمان استفاده از انواع مشعل جوشکاری، علاوه بر رعایت نکات ایمنی در جوشکاری، مسائل زیر باید به دقت رعایت شود:
- از سوهان برای پاک کردن سر مشعل استفاده نشود؛ به جای آن، از تکه چرم استفاده کنید.
- باز و بسته کردن شیر مشعل باید بسیار آهسته انجام شود.
- هنگام روشن و خاموش کردن، ابتدا شیر استیلن و سپس شیر اکسیژن باز شود.
- هرگز مشعل روشن را روی زمین قرار ندهید.
- از زدن روغن به مشعل بپرهیزید و در صورت نیاز به چرب کاری از کف صابون یا گلیسیرین استفاده کنید.
هرگونه کاهش سرعت خروج مخلوط گازهای استیلن و اکسیژن از سر مشعل باعث پس زدن شعله به داخل مشعل می شود و باید میزان هر دو گاز را افزایش داد.
تمامی این نکات را باید با دقت رعایت کنید تا از خطرات جانی جلوگیری شود.
کلام آروا
همانطور که مشاهده کردید، ما با انواع مشعل جوشکاری آشنا شدیم و تفاوت آن را با تورج جوشکاری بررسی کردیم. در نظر داشته باشید که هر اندازه که دانش فنی خود را در مورد جوشکاری و انواع آن گسترش دهید، کیفیت کار شما نیز بهبود خواهد یافت. البته این حرف دال بر نفی تجربه استادکار نیست. دانش و تجربه، دو وجه موفقیت هستند.



ارسال دیدگاه