 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی و پنوماتیک
ابزار بادی و پنوماتیک ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار آلات دستی و عمومی
ابزار آلات دستی و عمومی ابزار برش و سایش
ابزار برش و سایش ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی
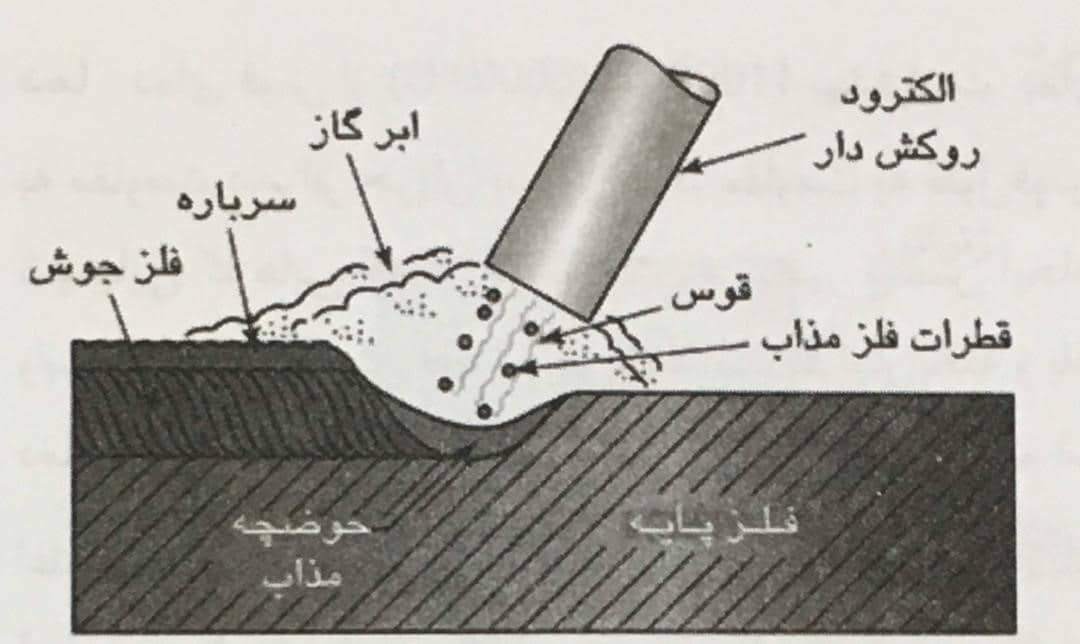
جوشکاری الکترود دستی (Shielded Metal Arc Welding (SMAW فرآیندی است که در آن از الکترود فلزی روکش دار برای انتقال جریان استفاده می شود جریان باعث ایجاد قوس در فاصله بین نوک الکترود و قطعه کار می گردد مقاومت الکتریکی حرارت کافی برای ذوب فلز پایه و الکترود ایجاد میکند. فلز مذاب الکترود از میان قوس به حوضچه مذاب روی فلز پایه انتقال مییابد و در آنجا با فلز پایه مخلوط می شود. انتهای نوک الکترود و حوضچه مذاب به وسیله گاز مثل باره احاطه تسویه و محافظت میشود .گاز و سرباره ناشی از سوختن یا بخار شدن ترکیبات پوشش الکترود است. با دور شدن قوس مخلوط الکترود و فلز پایه مذاب منجمد شده و یکپارچه می شود.
فرایند جوشکاری با الکترود از لحاظ جوشکاری ضخامت های مختلف در وزن های مختلف بسیار با انعطاف است. با یک دستگاه می توان و به نازکی دو میلیمتر تا ضخامت چندین فوت را با تنظیمات مختلف جوشکاری کرد. قابلیت انعطاف فرایند اجازه میدهد که ورقه هایی در این محدوده ضخامتی و در هر وضعیتی را جوشکاری کرد .جوشکاری الکترود به راحتی قابل حمل و نقل است و چون انتقال تجهیزات آسان است و نیز دستگاههای با منبع ژنراتور و موتوربرق وجود دارند تجهیزات کم این پروسه باعث قابلیت انتقال آسان آن میشود .از این فرآیند برای چندین منظور از جمله جوشکاری فلزات و آلیاژهای مختلف چدن آلومینیوم فولاد زنگ نزن و نیکل استفاده می شود. این فرایند در صنعت دارای بیشترین استفاده می باشد.
منابع قدرت جوشکاری SMAW چیست؟
منابع قدرت قابل استفاده در این فرآیند که بر اساس پارامتر های تعیین کننده میتوان انتخاب نمود به شرح ذیل می باشد.
۱.ترانسفومر (Transformer): خروجی آمپر فقط AC
۲.رکتیفایر(Rectifier): خروجی آمپر فقط DC
۳.ترانسفومر/ رکتیفایر(Transformer/rectifier): خروجی آمپر AC,DC
۴.ژنراتور (Generator): خروجی آمپر هم AC,DC
۵.اینورتر (Inverter): خروجی آمپر هم AC,DC
در این قسمت به معرفی و شرح پارامترهای مهم در جوشکاری الکترود دستی می پردازیم که هر کدام از این پارامترها در کیفیت محصول نهایی جوشکاری شده تاثیر متفاوتی خواهد داشت. انتخاب مناسب این پارامترها سبب دست یابی به جوش عاری از عیوب جوشکاری خواهد شد. البته باید به این نکته توجه داشت که این فرآیند جوشکاری به صورت کاملا دستی انجام می شود پس نباید از نقش بسیار مهم جوشکار در این فرآیند گذشت که عموما فرآیند های جوشکاری ای به صورت کاملا دستی انجام میگیرد.
بیشتر بخوانید: دستگاه جوش بدون الکترود
پارامترهای مهم در جوشکاری الکترود دستی
پارامترهای جوشکاری موارد بسیاری هستند که در تمام فرایندها باید به آنها توجه کرد. در اینجا برخی از پارامترهای جوشکاری الکترود دستی را بیان می کنیم.
- حرارت ورودی(شدت جریان)
- الکترود
- زاویه الکترود
- طول قوس
- سرعت جوشکاری
شدت جریان SMAW چیست؟
جریان جوشکاری یک جریان الکتریکی و جریان الکتریکی جریان الکترودها است. مقاومت در برابر حرکت الکترونها حرارت ایجاد میکند و هر قدر مقاومت بالاتر باشد حرارت بیشتری تولید می شود. هوا بیشترین مقاومت در برابر جریان الکترون را دارد. اگر الکترون ازفاصله هوایی بین الکترود و قطعه کار عبور کند حرارت زیادی تولید می شود. الکترون ها از فاصله هوایی عبور کرده و قوس ایجاد می شود. دمای قوس بیش از ۶۰۰۰ درجه سانتیگراد است.
آکادمی آروا : دنیای دوره های تخصصی جوشکاری
ویدیوهای آموزشی حرفهای و کاربردی جوشکاری را همین حالا در آکادمی آروا ببینید!
مشاهده دوره رایگانعوامل موثر بر انتخاب شدت جریان
- ضخامت فلز پایه: میزان شدت جریان مورد نیاز جوشکاری با ضخامت فلز پایه رابطه مستقیم دارد و هرجه ضخامت فلز پایه بالاتر رود ،شدت جریان بیشتری برای جوشکاری مورد نیاز می باشد.
- قطر الکترود: هر الکترود بسته به سایز خود نیاز به شدت جریان خاصی جهت ذوب شدن دارد برای انتخاب شدت جریان مناسب باید به کاتالوک تولید کننده الکترود مراجعه کرد.
- نوع پوشش الکترود: عمدتا چهار نوع پوشش در الکترودها وجود دارد که هرکدام بسته به شرایط خاص خود شدت جریان مناسبی نیاز دارند.
- نوع اتصال: انواع طراحی اتصالات جوشکاری بسته به میزان نفوذ و عوامل مشابه در انتخاب شدن جریان تاثیر گذار خواهند بود.
- موقعیت الکترود: موقعیت های مختلف جوشکاری الکترود به واسطه نیاز به کنترل نرخ ذوب در انتخاب شدت جریان موثر هستند.
بیشتر بخوانید: قطر الکترود و شدت جریان چه تاثیری در جوشکاری دارد؟
انواع شدت جریان:
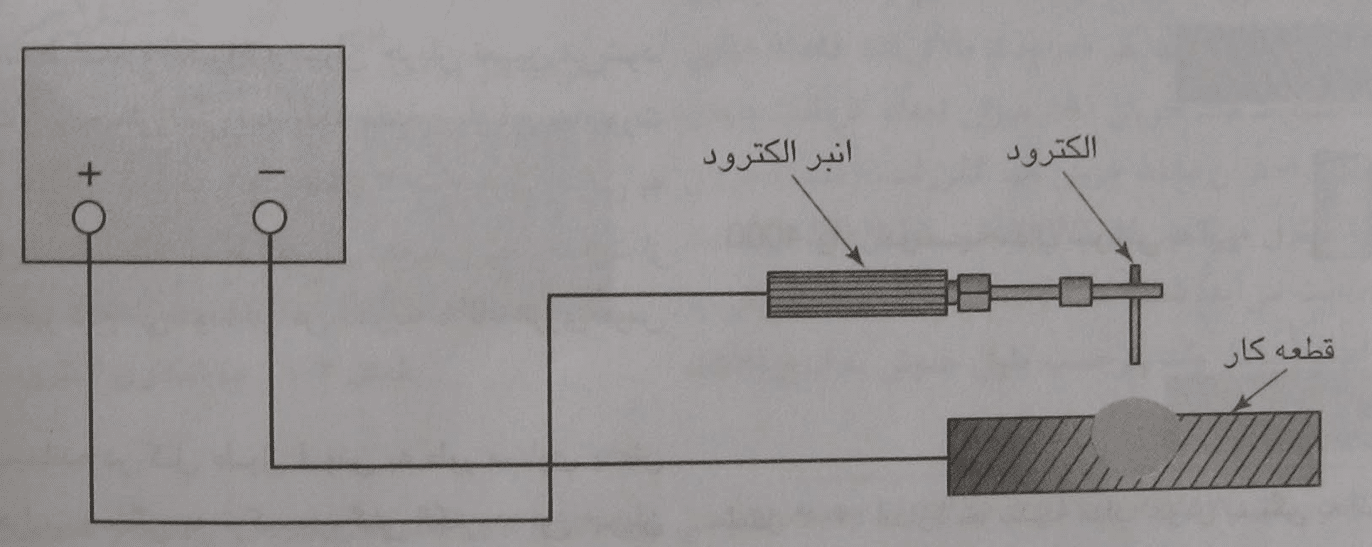
- شدت جریان DCEN یا DCSP:
- حرارت کمتر روی فلز پایه
- نرخ ذوب فلز پایه کمتر است
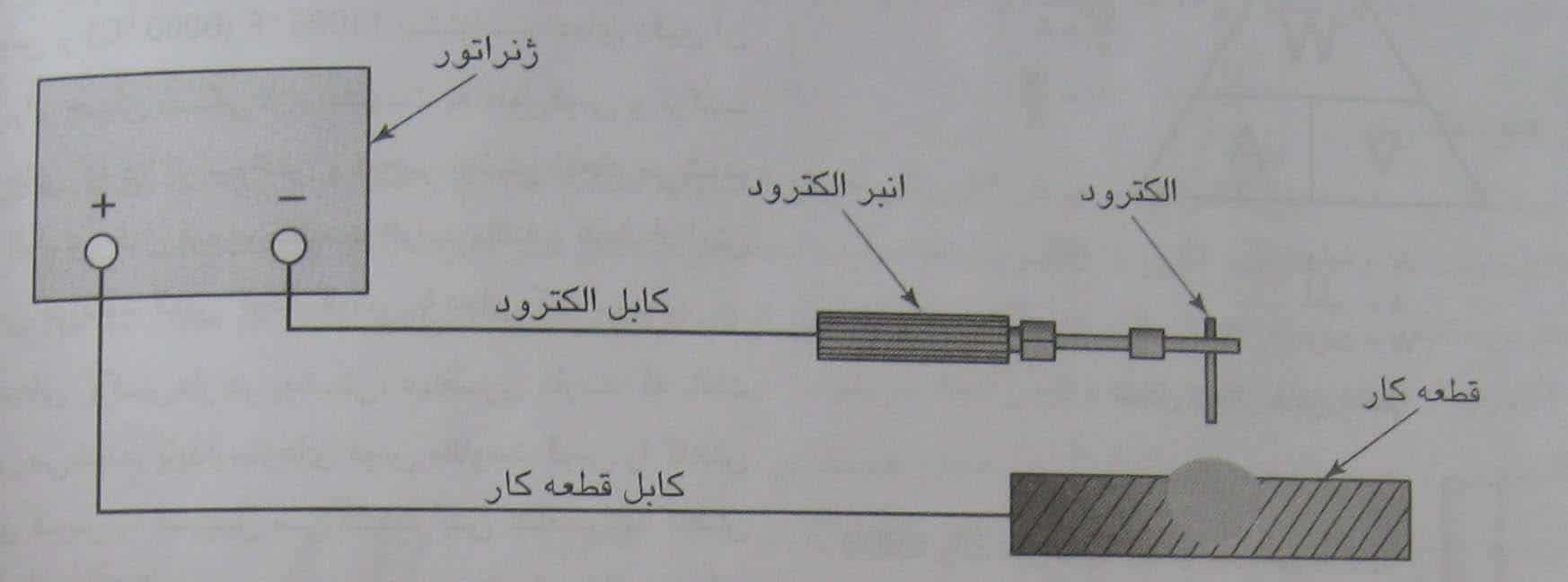
- شدت جریان DCEP یا DCRP:
- حرارت بیشتر روی فلز پایه
- نرخ ذوب الکترود بیشتر است.
الکترود جوشکاری
در انتخاب صحیح اندازه الکترود مهارت و تجربه جوشکار، ضخامت اجسامی که جوشکاری می شوند و اندازه آنها نقش دارد. استفاده از الکترود کوچک به مهارت کمتری نسبت به الکترود بزرگتر نیاز دارد. اگر قطر الکترود کوچک باشد سرعت رسوب یا سرعتی که فلز جوش به حوضچه جوش اضافه می شود کمتر است. با الکترودهای قطر کم، جوشهای قابل قبولی روی ورق های ضخیم می توان ایجاد کرد، ولی اغلب نیاز به زمان زیادی دارند.
بیشتر بخوانید: الکترود جوشکاری چیست؟
معرفی نامگذاری الکترودها
- نامگذاری الکترودهای غیر آلیاژی بر اساس استاندارد آمریکایی AWS
- نامگذاری الکترودهای آلیاژی بر اساس استاندارد آمریکایی AWS
در استانداردهای نامگذاری در ابتدای هر نام الکترود حرف انگلیسی E مشاهده می شود که ابتدای نام الکترود به زبان انگلیسی می باشد پس از این حرف چهار رقم دیده می شود که دو عدد اول از سمت چپ نمایانگر استحکام کششی فلز جوش پس از جوشکاری می باشد. سومین عدد نمایانگر موقعیت جوشکاری می باشد که میتواند عدد ۲،۱ یا ۴ باشد.
عدد ۱ نمایانگر قابلیت جوشکاری در موقعیت های تخت، افقی، عمودی و بالاسری است.
عدد ۲ نمایانگر قابلیت موقعیت های تخت و فقط افقی است
عدد ۴ نمایانگر قابلیت جوشکاری در موقعیت های تخت، افقی، عمودی رو به پایین و بالاسری است.
و در نهایت چهارمین عدد درج شده بر روی الکترود نمایانگر نوع پوشش الکترود و نوع جریان جوشکاری می باشد که می تواند از عدد صفر تا ۸ باشد.
عدد صفر و یک مشخصه الکترود های سلولوزی هستند
عدد ۲و۳و ۴ نمایانگر الکترودهای روتیلی هستند
عدد ۵،۶،۷و۸ نمایانگر الکترودهای قلیایی هستند.
بیشتر بخوانید: بهترین الکترود برای جوشکاری
انواع الکترود بر اساس استانداردهای آمریکایی (AWS) و اروپایی(BS)
(for C, C-Mn Steels)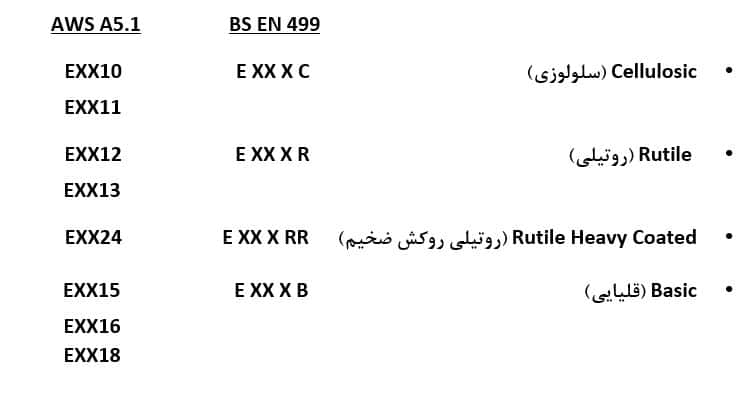
خواص کلی انواع این الکترودها
- خواص الکترودهای سلولوزی
- افزایش عمق نفوذ
- محافظت حوضچه جوش
- جوشکاری در موقعیت های سخت
- افزایش پاشش مذاب
- روکش نازک
- سطح جوش خشن
- خواص الکترودهای روتیلی
- پایداری قوس مناسب
- گرده جوش نسبتا ظریف
- ارزان قیمت
- کاربرد عمومی
- جدایش سرباره مناسب
- خواص الکترودهای قلیایی
- تولید گاز جهت محافظت حوضچه جوش
- کم بودن میزان رطوبت
- کم بودن اکسیژن
- استحکام بالا در عین تافنس مناسب
- پایداری قوس نا مناسب
- درصد بالای بازیابی جوش
- سرباره غلیظ
- جدایش سرباره مشکل است
در بخش های قبلی با کلیات فرآیند های جوشکاری الکترود دستی (SMAW) آشنا شدیم فرآیندی که به واسطه تجهیزات مورد نیاز شاده و ارزان قیمت کاریرد زیادی دارد حال به جمع بندی مزابا و معایب این فرآیند می پردازیم:
بیشتر بخوانید: معرفی الکترود ۷۰۱۸
مزایای فرآیند جوشکاری الکترود دستی
- استفاده در همه موقعیت های جوشکاری
- قابل حمل و نقل بودن تجهیزات جوشکاری
- استفاده کارگاهی و میدانی
- استفاده برای اکثریت فلزات
- تجهیزات ساده و ارزان قیمت
بیشتر بخوانید: جوشکاری مس
محدودیت های فرآیند جوشکاری الکترود دستی
- نیاز به مهارت بالای جوشکار دارد.
- نسبت به بعضی از فرایندها روش اقتصادی نمی باشد.
- نیاز به کنترل هیدروژن در فلز جوش
- تولید دود بسیار بالا
- معایب شروع و پایان جوش



ارسال دیدگاه