 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
جوشکاری Co2 به عنوان یکی از محبوب ترین و پرکاربردترین فرایندهای نیمه اتوماتیک در صنعت شناخته می شود، با استفاده از گاز ارزان قیمت دی اکسید کربن به عنوان سپر محافظ، به شما اجازه می دهد جوش هایی عمیق، یکدست و باکیفیت ایجاد کنید.
اهمیت این جوشکاری در صنایع بزرگ و کوچک به قدری است که حذف آن از خطوط تولید خودرو یا سازه های فلزی، سرعت چرخ صنعت را به شدت کند می کند.
مزیت اقتصادی منحصربه فرد این روش در مقایسه با گازهای گران قیمتی مثل آرگون، آن را به انتخاب اول کارگاه هایی تبدیل کرده است که به دنبال حاشیه سود بالاتر و کیفیت رقابتی هستند. در ادامه توضیحات بیشتری در مورد جوش co2 ارائه خواهیم داد.
جوش co2 چیست؟

پیش از آنکه بخواهیم توضیح دهیم که جوشکاری CO2 چیست، لازم است بدانید بسیاری از افراد این عبارت را به شکل جوشکاری 3 و 2 می نویسند.
جوش سه او دو زیرمجموعه خانواده بزرگ جوشکاری قوس الکتریکی با گاز محافظ یا همان فرایند GMAW است. در این روش، به جای استفاده از الکترودهای دستی سنتی، یک سیم جوش مصرف شدنی به صورت پیوسته و اتوماتیک توسط موتور دستگاه به سمت قطعه کار هدایت می شود.
هم زمان با ایجاد قوس الکتریکی و ذوب شدن سیم جوش، گاز دی اکسید کربن (CO2) از نازل تورچ خارج شده و مانند یک چتر حفاظتی، روی حوضچه مذاب را می پوشاند تا اکسیژن و نیتروژن هوا باعث اکسید شدن، آلودگی و تخلخل در جوش نشوند.
اگر بخواهیم علمی تر به موضوع نگاه کنیم، این تکنیک دقیقاً در دسته فرایند MAG (Metal Active Gas) قرار می گیرد. دلیل آن هم واضح است؛ گاز CO2 برخلاف گازهای خنثی مثل آرگون، یک گاز فعال به شمار می رود.
این گاز در دمای بسیار بالای قوس الکتریکی، به کربن و اکسیژن تجزیه می شود و با عناصر حوضچه مذاب واکنش های کنترل شده ای ایجاد می کند که می تواند به نفوذ و پایداری قوس کمک کند که نتیجه آن، ایجاد یک اتصال عمیق، مستحکم و با نفوذ بالا در فلزات پایه است.
همچنین این روش، فرایندی سریع با نرخ رسوب بالا برای اتصال فولادهای ساختمانی و کربنی است.
بیشتر بخوانید: بهترین الکترود برای جوشکاری
جوشکار CO2

جوشکار CO2 به فردی گفته می شود که با استفاده از دستگاه جوشکاری قوس الکتریکی تحت گاز دی اکسیدکربن، عملیات اتصال قطعات فلزی را انجام می دهد. این روش که با نام جوشکاری MIG/MAG نیز شناخته می شود، یکی از پرکاربردترین شیوه ها در صنایع فلزی، ساخت سازه ها و کارگاه های تولیدی است.
در این فرایند، سیم جوش به صورت پیوسته به محل اتصال تغذیه می شود و هم زمان گاز CO2 یا ترکیبی از گازهای محافظ، از حوضچه مذاب در برابر هوا و اکسید شدن محافظت می کند. نتیجه این کار، جوشی تمیزتر، مقاوم تر و با سرعت اجرای بالاتر نسبت به روش های سنتی است.
جوشکار CO2 باید مهارت بالایی در کنترل سرعت سیم، زاویه تورچ و تنظیم جریان برق داشته باشد، چون کوچک ترین خطا می تواند کیفیت نهایی اتصال را تحت تأثیر قرار دهد. به همین دلیل این تخصص در پروژه های صنعتی و حرفه ای بسیار ارزشمند محسوب می شود.
بیشتر بخوانید: انواع مشعل جوشکاری + تفاوت آن با تورچ جوشکاری
اصول عملکرد و نحوه ایجاد قوس در جوشکاری میگ مگ

مکانیسم عملکرد در جوشکاری Co2 بر پایه یک چرخه مداوم و هماهنگ بین جریان الکتریکی، تغذیه مکانیکی سیم و جریان گاز استوار است. فرایند با فشردن شستی (تریگر یا ماشه تورچ) تورچ آغاز می شود؛ در این لحظه، موتور وایرفیدر با سرعتی تنظیم شده، سیم جوش را به سمت قطعه کار هدایت می کند.
به محض برخورد نوک سیم جوش به فلز پایه، یک اتصال کوتاه رخ می دهد و به دلیل مقاومت الکتریکی بالا، جریان بالا باعث ایجاد قوس الکتریکی (Arc) پایدار با دمایی بالغ بر چندین هزار درجه سانتی گراد می شود. این گرمای شدید، به طور هم زمان نوک سیم جوش و لبه های فلز پایه را ذوب کرده و حوضچه مذاب جوش را تشکیل می دهد.
برای درک بهتر نحوه حفاظت از این حوضچه حساس، تصویر زیر ساختار و مکانیزم این فرایند را در لحظه ایجاد قوس نشان می دهد:
هم زمان با ذوب فلز، گاز دی اکسید کربن با فشار کنترل شده از خروجی شعله پوش تورچ جریان می یابد و به صورت یک اتمسفر محافظ، تمام محیط قوس الکتریکی و حوضچه مذاب را در بر می گیرد. نقش حیاتی این گاز، راندن اکسیژن، نیتروژن و رطوبت، اکسیژن و نیتروژن موجود در هوای محیط به بیرون از منطقه جوش است.
اگر این گاز محافظ وجود نداشته باشد، اکسیژن هوا به سرعت با آهن مذاب واکنش داده و اکسیدهای ضعیفی ایجاد می کند که نتیجه آن چیزی جز یک اتصال پوک و شکننده نخواهد بود. با پیشروی تورچ، حوضچه مذاب پشت سر آن خنک و منجمد شده و یک اتصال دائم و بسیار مستحکم را ایجاد می کند.
♦️ نکته: یکی از نکات اصلی در تنظیم این مکانیزم، هماهنگی دقیق بین سرعت خروج سیم و ولتاژ دستگاه است. اگر هنگام شروع قوس، احساس کردید سیم جوش مدام به قطعه کار ضربه می زند و قبل از ذوب شدن می شکند، ولتاژ دستگاه برای آن سرعت سیم کم است.
اگر هم سیم سریعاً ذوب شده و به صورت یک گلوله ذوب شده به نازل بچسبد، ولتاژ بالا است. تنظیم تجربی درست زمانی اتفاق می افتد که صدای یکنواخت و وزوزی شبیه به سرخ شدن نوار به گوش برسد.
انواع جوشکاری co2

در بازار کار و اصطلاحات کارگاهی، وقتی از جوشکاری Co2 صحبت می کنیم، روش های اجرای آن بر اساس مکانیزم تغذیه سیم، نوع سیم جوش و منبع قدرت به چند نوع مختلف تقسیم می شود که هر کدام راه حل متفاوتی برای ضخامت ها و شرایط محیطی مختلف هستند. برای کامل شدن این بخش، انواع آن را در ادامه بررسی می کنیم:
جوشکاری میگ مگ نیمه اتوماتیک (Semi-Automatic)
این روش رایج ترین نوع در تمام کارگاه ها است. در این حالت، تنظیم ولتاژ و سرعت خروج سیم به عهده دستگاه است و سیم جوش به صورت خودکار به سمت تورچ هدایت می شود؛ اما کنترل سرعت حرکت دست، زاویه تورچ و هدایت حوضچه مذاب کاملاً توسط جوشکار انجام می گیرد. این روش تعادل بسیار خوبی بین سرعت بالا و کنترل هنرمندانه جوشکار ایجاد می کند.
جوش CO2 اتوماتیک و رباتیک (Automatic & Robotic)
اگر در صنایع بزرگ مثل خودروسازی یا خطوط تولید انبوه قطعات فلزی فعالیت دارید، این نوع را زیاد دیده اید. در این سیستم، تورچ روی یک بازوی مکانیکی یا رباتیک نصب می شود و تمام پارامترها از جمله سرعت حرکت خطی جوش، زاویه و فاصله تا قطعه به صورت برنامه ریزی شده و بدون دخالت دست انجام می شود که خروجی آن جوش هایی کاملاً یکدست و با کاهش خطای انسانی است.
جوش میگ مگ با سیم جوش توپودری یا فلاکس کور (Flux-Cored)
یک راه حل فوق العاده برای زمانی که مجبورید در فضای باز یا محیط های بادخیز کار کنید. در این روش به جای سیم جوش های توپر معمولی، از سیم جوش هایی استفاده می شود که مغز آن ها حاوی پودر مخصوص (فلاکس) است. این پودر در اثر حرارت ذوب شده و یک لایه سرباره (گل جوش) روی حوضچه ایجاد می کند که در نوع گازمحافظ دار کنار گاز کپسول، از مغز جوش محافظت مضاعف می کند.
بیشتر بخوانید: جوشکاری توپودری
جوشکاری میگ پالسی یا چندفرکانسی (Pulsed-MAG)
اگر با مشکل پاشش زیاد فلز مذاب هنگام استفاده از گاز دی اکسید کربن یا سوختن ورق های خیلی نازک مواجه هستید، این تکنیک پیشرفته بهترین راه حل است. در این روش، جریان منبع تغذیه به صورت مداوم بین یک آمپراژ پایه (برای زنده نگه داشتن قوس) و یک آمپراژ اوج (برای ذوب و انتقال قطره) جا به جا می شود. این کار حرارت ورودی به قطعه کار را به شدت کاهش می دهد و به شما اجازه می دهد ورق های نازک را با کمترین دفرمگی و پاشش جوش بدهید.
بیشتر بخوانید: آمپر مناسب جوشکاری
♦️ نکته: در جوشکاری نیمه اتوماتیک با گاز CO2 خالص بر روی ورق های ضخیم، اگر می خواهید ظاهر خط جوش شما مثل روش آرگون به صورت فلس ماهی و بسیار زیبا دربیاید، نیازی به تغییر دستگاه ندارید؛ کافی است با تکنیک دست حرکت هشت مانند (زیگ زاگ zigzag) یا حرکت دایره ای ریز پیشروی کنید و در انتهای هر هلال، کسری از ثانیه مکث کنید تا پهنای جوش یکنواخت پر شود.
جوشکاری CO2 در فرایند MIG و MAG
سیستم های جوشکاری Co2 با سیم جوش پیوسته به دو دسته کلی MIG و MAG تقسیم می شوند. تفاوت اصلی و بنیادین این دو روش تنها در نوع گازی است که از کپسول خارج می شود و وظیفه محافظت از حوضچه مذاب را بر عهده دارد. انتخاب بین این دو حالت، مستقیماً به جنس قطعه کار و خواص متالورژیکی مورد نیاز شما در پایان کار بستگی دارد.
برای یک مقایسه سریع و فنی، تفاوت های ساختاری این دو روش را در جدول زیر بررسی کنید:
| شاخص مقایسه | روش MIG (Metal Inert Gas) | روش MAG (Metal Active Gas) |
| نوع گاز محافظ | گازهای خنثی و بی اثر (آرگون، هلیوم یا ترکیب آن ها) | گازهای فعال و واکنش دهنده (دی اکسید کربن خالص یا میکس آرگون و CO2) |
| جنس فلزات پایه | فلزات غیرآهنی مانند آلومینیوم، مس، منیزیم و تیتانیوم؛ استنلس استیل بسته به گاز و سیم می تواند شرایط متفاوتی داشته باشد. | فولادهای ساختمانی، فولادهای کربنی و آلیاژهای کم عیار |
| رفتار گاز در قوس | کاملاً خنثی؛ هیچ واکنش شیمیایی با حوضچه مذاب ندارد. | فعال؛ در دمای بالا تجزیه شده و به نفوذ بیشتر و پایداری قوس کمک می کند. |
| هزینه تمام شده | بالا (به دلیل قیمت گران گازهای آرگون و هلیوم) | بسیار اقتصادی و مقرون به صرفه (به دلیل ارزان بودن گاز CO2) |
فرایند MIG چیست؟
در این روش از گازهای کاملاً بی اثر یا خنثی استفاده می شود. این گازها به هیچ عنوان وارد واکنشی شیمیایی با فلز مذاب نمی شوند و صرفاً مانند یک سد فیزیکی، هوا را دور نگه می دارند. اگر قصد اتصال فلزات حساسی را دارید که به سرعت با اکسیژن هوا اکسید می شوند و کیفیت خود را از دست می دهند، این روش راه حل اصلی شما است.
فرایند MAG چیست؟
زمانی که شما کپسول گاز CO2 خالص یا ترکیب آرگون و CO2 را به دستگاه متصل می کنید، رسماً وارد فرایند MAG شده اید. در این حالت، گاز محافظ در برابر حرارت بالای قوس الکتریکی رفتار فعالی از خود نشان می دهد.
این اکسیژنِ آزاد شده از تجزیه گاز، به بهبود انتقال قطرات مذاب و افزایش پهنا و عمق نفوذ جوش در ساختارهای فولادی کمک می کند.
♦️ نکته: هنگام کار در وضعیت MAG با گاز CO2 خالص بر روی ورق های ضخیم فولادی، سیم جوش های معمولی تمایل زیادی به ایجاد پاشش های درشت دارند. استادکاران باسابقه برای حل این چالش و تمیزتر شدن ظاهر کار، از سیم جوش هایی استفاده می کنند که در آلیاژ خود حاوی مقادیر بالاتری از عناصر اکسیژن زدا مثل سیلیسیم (Si) و منگنز (Mn) هستند؛ این ترفند متالورژیکی مانع از جوشش حوضچه مذاب و کاهش شدید پاشش می شود.
تفاوت جوش CO2 با سایر روش ها

مقایسه سریع این روش با جوش الکترود، تیگ (آرگون) و فایبر در قالب یک جدول مقایسه ای کوچک برای درک مزیت نسبی آن را در ادامه مشاهده می کنید:
| شاخص عملکرد | جوشکاری CO2 (MAG) | جوش الکترود (SMAW) | جوش آرگون (TIG) | جوش لیزر (Fiber) |
| سرعت اجرای کار | بسیار بالا (پیوسته) | پایین (نیاز به تعویض الکترود) | بسیار پایین (دقیق و مینیاتوری) | فوق العاده بالا و برق آسا |
| عمق نفوذ اتصال | عمیق و عالی | متوسط تا عمیق | متوسط و ظریف | بسیار عمیق و متمرکز |
| میزان تولید سرباره (گل) | بسیار ناچیز | بسیار زیاد و ضخیم | بدون سرباره | بدون سرباره |
| هزینه گاز و مصرفی ها | بسیار اقتصادی | ارزان (بدون نیاز به گاز) | گران قیمت | هزینه اولیه تجهیزات بسیار بالا |
| ظرافت خط جوش | متوسط (نیاز به تمیزکاری کم) | پایین (پاشش و گل زیاد) | فوق العاده بالا و مینیاتوری | بی پایان، تمیز و بدون دفرمگی |
مقایسه جوشکاری CO2 با جوش الکترود دستی (SMAW)

بزرگ ترین مزیت جوشکاری میگ مگ نسبت به جوش الکترود، حذف توقف های متوالی است. در جوش الکترود دستی شما مجبورید پس از مصرف هر شاخه الکترود کار را تعطیل کنید، آن را تعویض کنید و گل جوش را پاک کنید؛ اما در فرایند جوشکاری Co2 به دلیل تغذیه پیوسته سیم، نرخ رسوب و سرعت کار تا ۳ برابر افزایش می یابد.
دومین تفاوت جوشکاری با سیم جوش و جوشکاری با الکترود این است که در ورق های نازک، جوش الکترود به سرعت باعث ایجاد سوختگی و سوراخ شدن فلز می شود، در حالی که کنترل حوضچه در این روش بسیار ساده تر است.
مقایسه جوشکاری CO2 با جوش آرگون یا تیگ (GTAW)
وقتی بحث سرعت و تیراژ کار در میان باشد، جوش آرگون به دلیل ماهیت کند و نیاز به دقت میلیمتری دست جوشکار، قافیه را به جوشکاری Co2 می بازد. از طرفی، هزینه گاز آرگون به مراتب بالاتر از دی اکسید کربن است.
اما می توان گفت مهمترین تفاوت جوش آرگون با CO2 این است که جوش آرگون ظرافت خیره کننده و بی نقصی روی استیل و آلومینیوم ارائه می دهد؛ اما برای سازه های سنگین فولادی و کارهای زمخت کارگاهی، جوشی بی رقیب میدان، همان جوشکاری Co2 است.
بیشتر بخوانید: جوشکاری آلومینیوم
مقایسه جوشکاری MIG MAG با جوش لیزر فایبر (Fiber Laser)
جوش لیزر فایبر که نوعی جوش لیزر است، یکی از فناوری های جدید و پیشرفته در صنعت جوشکاری است که سرعت و ظرافت آن چند برابر جوشکاری Co2 است و حرارت ورودی بسیار کمی به قطعه کار وارد می کند که مانع پیچیدگی ورق می شود. اما نقطه ضعف بزرگ لیزر، قیمت نجومی دستگاه آن و محدودیت در مونتاژهای کارگاهی با درزهای باز است.
در طرف مقابل، سیستم جوشکاری Co2 با هزینه ای به مراتب کمتر، دسترسی آسان و توانایی پر کردن درزهای ساختاری با فاصله زیاد، همچنان کاربردی ترین راه حل در صنایع سنگین به شمار می رود.
♦️ نکته: یک ترفند کلیدی که استادکاران در مقایسه عینی این روش ها به کار می برند، سنجش چقرمگی و مقاومت در برابر ضربه است. در اتصالات ضخیم فولادی، اگر بین سرعت جوشکاری Co2 و نفوذ جوش الکترود مردد هستید، بدانید که حرارت متمرکز در فرایند جوشکاری Co2 منطقه تحت تاثیر حرارت (HAZ) را کوچک تر نگه می دارد؛ این یعنی فلز پایدارتر می ماند و خطر ترک خوردگی تحت بارهای دینامیکی به شدت کاهش می یابد.
کاربردهای اصلی جوش س او دو در صنایع

قابلیت های منحصربه فرد فرایند جوشکاری Co2 از جمله سرعت بالا، پیوستگی خط جوش و نرخ رسوب عالی، باعث شده تا این روش به قلب تپنده خطوط تولید صنعتی تبدیل شود. هر کجا که نیاز به اتصالات مستحکم، سریع و با حجم بالا باشد، این سیستم حرف اول را می زند. صنایع زیر بیشترین بهره را از این فناوری می برند:
صنعت خودروسازی و قطعه سازی: در بدنه خودرو، شاسی و قطعات زیربندی، به دلیل نیاز به سرعت بالا در خطوط مونتاژ و رباتیک، جوشکاری Co2 انتخاب اصلی است.
ساخت سازه های فلزی و سوله سازی: برای اتصال تیرورق ها، ستون ها و خرپاهای سنگین ساختمانی که به حجم جوش بالایی نیاز دارند.
صنایع لوله کشی و مخزن سازی: در ساخت مخازن تحت فشار کم و خطوط انتقال غیرحساس، برای ایجاد پاس های پرکننده سریع.
صنایع ریلی و کشتی سازی: جهت اتصال صفحات ضخیم بدنه واگن ها و کشتی ها با بالاترین نرخ رسوب فلز جوش.
دلایل فنی انتخاب فرایند جوشکاری CO2 برای فولادهای کربنی

شاید این سوال برایتان پیش بیاید که چرا برای اتصال فولادهای کربنی و کم آلیاژ، جوشکاری Co2 همواره گزینه ای بی رقیب است؟ پاسخ این پرسش در فیزیک قوس و رفتار متالورژیکی این گاز نهفته است:
کاهش تنش سطحی و بهبود سیالیت مذاب
گاز دی اکسید کربن در دمای قوس تجزیه شده و اکسیژن آزاد می کند. این میزان کنترل شده از اکسیژن، تنش سطحی حوضچه مذاب را به شدت کاهش می دهد. در نتیجه، قطرات سیم جوش به نرمی منتقل شده و مذاب به خوبی روی سطح فولاد کربنی پخش می شود که خروجی آن، یک خط جوش پهن، صاف و هموار است.
ایجاد نفوذ بسیار بالا در ریشه اتصال
قوس حرارتی حاصل از گاز دی اکسید کربن، شکلی شبیه به انگشت در عمق فلز ایجاد می کند. این تمرکز انرژی در مرکز قوس، تمرکز انرژی قوس، نفوذ بیشتری در فلز پایه و ریشه اتصال ایجاد می کند که به شما اجازه می دهد ورق های ضخیم فولاد کربنی را با کمترین نیاز به زاویه سازی یا پخ زنی عمیق، به طور کامل به هم متصل کنید.
بهبود چقرمگی و خواص مکانیکی
به دلیل تمرکز بالای حرارت و سرعت پیشروی سریع در این روش، منطقه تحت تاثیر حرارت (HAZ) در فولادهای کربنی بسیار کوچک باقی می ماند. این موضوع مانع از رشد دانه های کریستالی در ساختار متالورژیکی فلز شده و چقرمگی (مقاومت در برابر ضربه و شکست) را در ساختارهای تحت بار سنگین به شدت ارتقا می دهد.
♦️ نکته: یک ترفند استادکاری در کارگاه های سوله سازی و اتصالات ضخیم فولاد کربنی این است که رای نفوذ بیشتر در قطعات ضخیم، معمولاً تکنیک کشیدن یا Drag کنترل بهتری روی نفوذ می دهد؛ انتخاب Push یا Drag باید بر اساس ضخامت، نوع اتصال و تنظیمات دستگاه انجام شود.
مزایای جوشکاری CO2

بررسی نقاط قوت و چالش های فنی فرایند جوشکاری Co2 به شما کمک می کند تا با دیدی بازتر و مهندسی شده تر از این سیستم در پروژه های خود استفاده کنید. این روش به دلیل ویژگی های منحصربه فرد متالورژیکی، توازن فوق العاده ای بین کیفیت بالا و هزینه پایین برقرار کرده است.
- سرعت اجرای خیره کننده: به دلیل استفاده از سیم جوش پیوسته، زمان مرده برای تعویض الکترود حذف می شود و سرعت کار به شکل چشم گیری افزایش می یابد.
- عمق نفوذ بالا: حرارت متمرکز قوس الکتریکی در این روش، نفوذی عمیق در ریشه اتصال ایجاد می کند که برای قطعات ضخیم ایده آل است.
- کاهش شدید هزینه ها: گاز دی اکسید کربن به مراتب ارزان تر از گازهای خنثی مثل آرگون است که این موضوع هزینه تمام شده پروژه را به شدت پایین می آورد.
- حذف گل جوش (سرباره): برخلاف جوش الکترود سنتی، پس از اتمام کار نیازی به پاک سازی ضخیم سرباره ندارید و گرده جوش بسیار تمیزی خواهید داشت.
- مشاهده واضح حوضچه مذاب: به دلیل نبود دود غلیظ الکترود، جوشکار تسلط کامل و دید واضحی روی روند شکل گیری خط جوش دارد.
معایب جوش CO2

در کنار تمام مزیت های اقتصادی و سرعت بالای جوشکاری Co2، این فرایند محدودیت ها و چالش های فنی خاص خود را دارد که یک اپراتور حرفه ای باید پیش از شروع کار با آن ها آشنا باشد. شناخت این نقاط ضعف به شما کمک می کند تا شرایط محیطی و تنظیمی کارگاه را برای رسیدن به بالاترین کیفیت بهینه سازی کنید.
میزان پاشش بالا (Spatter)
بزرگ ترین چالش ظاهری در این روش، پرتاب شدن ذرات ریز فلز مذاب به اطراف خط جوش است که در صورت تنظیم نبودن پارامترها، زمان زیادی را صرف تمیزکاری قطعه کار می کند.
حساسیت شدید به جریان باد
از آنجا که حفاظت از حوضچه مذاب کاملاً به گاز خروجی از تورچ وابسته است، اجرای جوشکاری Co2 در فضای باز یا محیط های بادخیز بدون بادگیر غیرممکن است؛ زیرا باد گاز را پراکنده کرده و جوش را پوک می کند.
محدودیت در جوشکاری فلزات رنگین
گاز دی اکسید کربن یک گاز فعال است و به دلیل ماهیت اکسیدکننده ای که در دمای بالا دارد، مطلقاً برای اتصالات فلزاتی مانند آلومینیوم و مس مناسب نیست.
بیشتر بخوانید: جوشکاری فلزات رنگین
تجهیزات جانبی سنگین و حمل ونقل دشوار
برخلاف دستگاه های جوش الکترود سنتی، این سیستم نیازمند کپسول گاز سنگین، مانومتر، گرم کن و وایرفیدر است که جا به جایی آن را در ارتفاع یا محیط های ناهموار سخت می کند.
تولید گازهای سمی زیان آور و عوارض جوشکاری co2 روی انسان
فرایند تجزیه دی اکسید کربن در قوس الکتریکی، گاز مونوکسید کربن تولید می کند که نیاز به سیستم تهویه قوی در کارگاه را دوچندان می سازد.
♦️ نکته: برای حل یکی از آزاردهنده ترین معایب این روش یعنی چسبیدن پاشش ها به قطعه کار، استادکاران قدیمی هرگز وقت خود را تلف نمی کنند؛ آن ها قبل از شروع قوس، ناحیه اطراف درز جوش و به ویژه داخل شعله پوش تورچ را به «اسپری ضد پاشش (سیلیکونی یا پایه آب)» آغشته می کنند. این ترفند ساده باعث می شود ذرات پاشیده شده به راحتی و با یک حرکت دستکش یا برس سیمی از روی سطح جدا شوند.
معایب دستگاه جوش CO2 خود حمایت بدون کپسول
دستگاه جوش CO2 بدون کپسول به عنوان یک گزینه ساده تر و کم هزینه تر نسبت به مدل های گازی شناخته می شود، اما این سادگی بدون ایراد نیست. مهم ترین مشکل این نوع دستگاه ها، کاهش کیفیت جوش در پروژه های سنگین است. نبود کپسول گاز محافظ باعث می شود حوضچه مذاب در برابر اکسیژن و آلودگی هوا آسیب پذیر شود و همین موضوع می تواند منجر به جوش های ناصاف، تخلخل و کاهش استحکام اتصال شود.
از طرف دیگر، کنترل فرایند جوشکاری در این مدل ها محدودتر است. اپراتور آزادی عمل کمتری برای تنظیم شرایط ایده آل دارد و در نتیجه، در پروژه های دقیق یا صنعتی، احتمال خطا بالاتر می رود. این موضوع به خصوص در کارهای حساس مثل سازه های فلزی یا قطعات تحت فشار بیشتر خودش را نشان می دهد.
همچنین، مصرف سیم جوش در این دستگاه ها معمولاً بیشتر است و تمیزکاری بعد از جوش نیز زمان برتر می شود، چون پاشش و سرباره بیشتری تولید می گردد. در نتیجه، اگرچه در نگاه اول اقتصادی به نظر می رسند، اما در بلندمدت ممکن است هزینه های جانبی بیشتری ایجاد کنند.
در نهایت، این دستگاه ها بیشتر برای کارهای سبک و موقت مناسب هستند و در پروژه های حرفه ای نمی توانند جایگزین کامل سیستم های جوشکاری CO2 استاندارد با کپسول باشند.
وضعیت های مختلف جوشکاری Co2
همانطور که می دانید ما با وضعیت های جوشکاری متفاوتی مواجه هستیم که این مقوله برای جوشکاری س او دو نیز صادق است. در پروژه های واقعی و محیط های کارگاهی، همیشه این شانس را ندارید که قطعه کار را روی میز و در راحت ترین حالت ممکن جوش بدهید.
گاهی ناچارید اسکلت یک سوله ایستاده را جوش بزنید یا زیر بدنه یک خودروی جک خورده کار کنید. در دنیای استاندارد (AWS)، وضعیت های قرارگیری قطعه کار فاکتوری تعیین کننده در میزان مهارت جوشکار و تنظیمات دستگاه هستند.
در ادامه، ۴ وضعیت اصلی فرایند جوشکاری Co2 را به ترتیب از ساده ترین تا سخت ترین سناریو بررسی می کنیم.
وضعیت تخت (Flat Position – 1G / 1F)
درجه سختی: بسیار ساده (مبتدی)
مکانیزم فنی:
در این حالت، قطعه کار کاملاً افقی زیر دست شما قرار دارد و شما از بالا به سمت پایین نگاه می کنید. بزرگ ترین مزیت این وضعیت این است که نیروی جاذبه زمین به عنوان یک دوست عمل می کند و مذاب را به اعماق درز جوش می کشد.
تکنیک اجرا:
در این حالت دست شما بیشترین ثبات را دارد. برای ورق های نازک از تکنیک هل دادن تورچ (Push) با زاویه پیشروی ۵ تا ۱۵ درجه استفاده کنید تا گرده ای پهن و صاف داشته باشید. برای ورق های ضخیم از تکنیک کشیدن (Drag) استفاده کنید تا عمق نفوذ به حداکثر برسد. شما می توانید ولتاژ و سرعت سیم دستگاه را روی حداکثر محدوده مجاز تنظیم کنید.
وضعیت افقی (Horizontal Position – 2G / 2F)
درجه سختی: متوسط
مکانیزم فنی:
در این وضعیت، خط اتصال به صورت یک خط افقی (مانند خط افق چشم) روی یک دیواره عمودی قرار گرفته است. در اینجا جاذبه زمین شروع به ناسازگاری می کند و تمایل دارد حوضچه مذاب را به سمت پایین بکشد؛ پدیده ای که اگر مهار نشود، باعث ایجاد عیب “افتادگی گرده جوش” و ناودانی در لبه بالایی قطعه می شود.
تکنیک اجرا:
زاویه کار تورچ بسیار حیاتی است؛ تورچ را باید حدود ۱۰ تا ۱۵ درجه به سمت بالا متمایل کنید. این زاویه باعث می شود فشار قوس الکتریکی، مذابِ در حال سقوط را به سمت لبه بالایی ورق هل دهد و جاذبه را خنثی کند. همچنین ولتاژ دستگاه را باید ۱ الی ۲ ولت نسبت به حالت تخت کمتر کنید تا حوضچه مذاب کوچک تر و کنترل پذیرتر شود.
وضعیت عمودی (Vertical Position – 3G / 3F)
درجه سختی: بالا (نیازمند مهارت حرفه ای)
مکانیزم فنی:
خط جوش به صورت یک ستون عمودی از پایین به بالا یا برعکس امتداد دارد. جاذبه زمین در این وضعیت کاملاً در تضاد با حرکت دست شماست و اگر سرعت سیم یا حرارت بالا باشد، مذاب مانند شمعِ آب شده روی دست و تورچ شما شره می کند. این وضعیت به دو صورت اجرا می شود:
عمودی سرازیر (Vertical Down):
حرکت از بالا به پایین. سرعت پیشروی در این حالت بسیار بالاست. نفوذ جوش در این روش کم است و عمدتاً برای ورق های نازک (زیر ۳ میلی متر) یا پاس های آرایشی استفاده می شود.
عمودی سربالا (Vertical Up):
حرکت از پایین به بالا. این تکنیک برای ورق های ضخیم (بالای ۴ میلی متر) صنعتی اجباری است؛ زیرا نفوذ فوق العاده عمیق و مقامت متالورژیکی بالایی ایجاد می کند.
تکنیک اجرا (سربالا):
باید جریان و ولتاژ دستگاه را ۱۵ تا ۲۰ درصد کاهش دهید. حرکت مستقیم دست در اینجا کاربرد ندارد؛ باید از الگوی حرکتی زیگزاگ یا مثلثی (درخت کریسمس) استفاده کنید.
♦️ نکته: راز تجربی این کار در این است که در لبه های چپ و راست درز جوش نیم ثانیه مکث کنید تا مذاب منجمد شده و یک پله یا طاقچه برای پاس بعدی ایجاد کند، سپس به سرعت از مرکز درز عبور کنید تا جوش در وسط شکم ندهد.
وضعیت سقفی یا بالای سر (Overhead Position – 4G / 4F)
درجه سختی: بسیار بالا (کابوس جوشکاران مبتدی)
مکانیزم فنی
قطعه کار بالای سر جوشکار قرار دارد و قوس به سمت بالا زده می شود. خطرناک ترین وضعیت که در آن جاذبه مستقیماً تلاش می کند مذاب را روی سر، صورت و لباس جوشکار بریزد. کوچک ترین اشتباه در تنظیمات، منجر به سقوط قطرات فلز ذوب شده می شود.
تکنیک اجرا
ایمنی در اینجا حرف اول را می زند؛ استفاده از کلاه چرمی مقنعتی و پیش بند اجباری است. از نظر فنی، باید دستگاه را روی مکانیزم “انتقال اتصال کوتاه” تنظیم کنید؛ یعنی ولتاژ را پایین و سرعت سیم را متناسب نگه دارید تا حوضچه مذاب تا حد امکان کوچک، غلیظ و سریع الانجماد باشد.
فاصله تورچ تا قطعه (CTWD) را کمی کوتاه تر کنید تا نیروی قوس الکتریکی بهتر بتواند مذاب را به سمت سقف پین کند. حرکت دست باید بسیار یکنواخت، سریع و بدون نوسان های درشت چپ و راست باشد.
♦️ نکته: یک ترفند طلایی و مشترک کارگاهی برای وضعیت های عمودی و سقفی؛ در جوشکاری Co2، هرگاه مجبور به کار در این وضعیت های سخت شدید، اگر دستگاه شما مجهز به ولوم «اندوکتانس یا القاگر الکترونیکی» است، آن را کمی کاهش دهید (قوس را سفت تر و تیزتر کنید).
این کار باعث می شود حوضچه مذاب سریع تر منجمد شود و از شره کردن یا سقوط قطرات ذوب شده در بالای سر یا روی دیواره به شدت جلوگیری می کند.
عیوب جوشکاری CO2، علت ها و راهکارها

می دانیم که در جوشکاری ما با انواع عیوب جوشکاری مواجه هستیم. در فرایند جوشکاری Co2، حتی اگر از بهترین اینورترهای بازار هم استفاده کنید، عدم تنظیم دقیق پارامترها یا بی توجهی به اصول کارگاهی می تواند منجر به بروز عیوب متالورژیکی و ظاهری در خط جوش شود.
یک اپراتور حرفه ای کسی نیست که هرگز دچار خطا نشود، بلکه کسی است که به محض دیدن شکل ظاهری نقص، علت فنی آن را تشخیص داده و فوراً روی دستگاه یا تکنیک دست خود اصلاحات لازم را اعمال کند.
برای درک سریع و حل وفصل این چالش ها در کف کارگاه، جدول جامع زیر نقشه راه شماست:
| عنوان عیب فنی | علت های اصلی بروز عیب (کارگاهی و متالورژیکی) | راهکار عملی و تنظیمی برای حل مشکل |
| پاشش شدید و درشت (Spatter) | ۱. ولتاژ خیلی پایین در برابر سرعت سیم بالا
۲. قطبیت معکوس کابل ها ۳. اندوکتانس تنظیم نشده ۴. کثیفی سطح فلز |
۱. ولتاژ را کمی بالا ببرید یا سرعت سیم را کم کنید.
۲. کابل تورچ را به قطب مثبت (DCEP) وصل کنید. ۳. ولوم اندوکتانس را افزایش دهید (قوس نرم تر). ۴. از اسپری ضدپاشش استفاده کنید. |
| تخلخل و پوک شدن جوش (Porosity) | ۱. قطع شدن یا کم بودن دبی گاز محافظ
۲. وزش باد در محیط کار ۳. وجود زنگ زدگی، رنگ یا روغن روی ورق ۴. فاصله زیاد تورچ تا قطعه |
۱. مانومتر و هیتر گاز را چک کنید (دبی ۱۲ تا ۱۵ لیتر بر دقیقه).
۲. در فضای باز از بادگیر استفاده کنید. ۳. سطح ورق را با سنگ فرز کاملاً نقره ای و تمیز کنید. ۴. فاصله تورچ را زیر ۱۳ میلی متر نگه دارید. |
| جوش سرد یا عدم اتصال لبه ها (Cold Lap) | ۱. ولتاژ و آمپراژ بسیار پایین برای ضخامت ورق
۲. سرعت حرکت دست خیلی بالا ۳. زاویه غلط تورچ و هدایت مذاب روی فلز سرد |
۱. ولتاژ و سرعت سیم دستگاه را متناسب با ضخامت بالا ببرید.
۲. سرعت پیشروی دست را کاهش دهید تا حوضچه شکل بگیرد. ۳. تورچ را متمایل نگه دارید تا قوس لبه ها را ذوب کند. |
| ترک خوردگی گرده جوش (Cracking) | ۱. چاله انتهای جوش پرنشده (Crater)
۲. سرد شدن بسیار سریع قطعه کار در فولادهای سخت ۳. سایز کوچک سیم جوش برای ورق های ضخیم |
۱. در انتهای خط جوش شاسی را فوراً رها نکنید و چاله را پر کنید.
۲. قطعه کار را پیش گرم (Preheat) کنید. ۳. از سیم جوش با گرید بالاتر یا سایز بزرگ تر استفاده کنید. |
| گیر کردن، پس زدن یا تابیدن سیم (Bird-nesting) | ۱. گرفتگی یا گشاد شدن نازل مسی (Contact Tip)
۲. فنر داخلی کابل تورچ (Liner) کثیف یا تاخورده است. ۳. فشار بیش از حد غلتک های وایرفیدر روی سیم |
۱. نازل مسی نوک تورچ را فوراً تعویض کنید.
۲. لاینر داخل کابل را با فشار باد تمیز یا تعویض کنید. ۳. پیچ فنر غلتک وایرفیدر را کمی شل کنید تا سیم له نشود. |
♦️ نکته تجربی برای تشخیص سریع علت عیوب: اگر در حین جوشکاری Co2 متوجه شدید تخلخل ها (سوراخ های ریز کرم خوردگی) دقیقاً در مغز گرده جوش پدیدار می شوند، عامل اصلی باد یا کمبود گاز محافظ است.
اما اگر این سوراخ ها در لبه های کناری خط جوش و محل اتصال با فلز پایه ایجاد می شوند، بدانید که لایه های اکسیدی، رنگ یا زنگ زدگی روی ورق نسوخته اند و حوضچه را آلوده کرده اند؛ در این حالت راه حل فقط و فقط سنگ زنی دقیق تر لبه های کار پیش از شروع قوس است.
اصول ایمنی جوشکاری Co2
فرایند جوشکاری Co2 در کنار تمام مزایای صنعتی و اقتصادی خود، خطرات بهداشتی و فیزیکی خاصی را به همراه دارد که بی توجهی به آن ها می تواند آسیب های جبران ناپذیری به سلامت جوشکار وارد کند. ماهیت این روش به گونه ای است که به دلیل استفاده از گازهای فعال و ایجاد قوس الکتریکی شدید، رعایت پروتکل های ایمنی در آن یک ضرورت مطلق است، نه یک امر اختیاری.
در ویدئوی زیر شما می توانید اصول ایمنی، عیوب جوشکاری و همچنین بازرسی جوشکاری (هر نوع جوشکاری) را مشاهده کنید که دربرگیرنده نکات لازم برای جوش سه او دو نیز است:
خطرات گازها و دودهای ناشی از جوشکاری CO2 برای انسان
بزرگ ترین چالش پنهان در این فرایند، گازها و دودی است که در منطقه قوس تولید می شود:
تولید گاز مونوکسید کربن (CO): گاز دی اکسید کربن (CO2) در دمای فوق العاده بالای قوس الکتریکی تجزیه شده و گاز بسیار سمی مونوکسید کربن تولید می کند. استنشاق این گاز بی بو و بی رنگ باعث سرگیجه، سردرد، تهوع و در صورت تداوم، مسمومیت شدید تنفسی می شود.
کاهش اکسیژن محیط: تجمع گاز دی اکسید کربن در فضاهای بسته کارگاهی، اکسیژن هوا را پس می زند و خطر خفگی ناگهانی را به همراه دارد.
دودهای فلزی سمی: ذوب شدن سیم جوش و لایه های مس روی آن، دودهای حاوی اکسید آهن و منگنز آزاد می کند که در درازمدت ریه را تخریب کرده و باعث بروز بیماری های مزمن ریوی می شود.
راهکارهای مهندسی و تجهیزات حفاظتی تنفسی
برای مهار این خطرات تنفسی، کارگاه شما باید به دو سیستم کلیدی مجهز باشد:
۱. سیستم تهویه موضعی (LEV): استفاده از مکنده های متحرک در نزدیک ترین فاصله از تورچ، تا دود را پیش از رسیدن به فضای تنفسی جوشکار به بیرون هدایت کند.
۲. ماسک های تنفسی مخصوص: جوشکار باید حتماً از ماسک های فیلتردار نانو (کلاس P3) یا ماسک های مجهز به سیستم تصفیه هوای هوشمند (PAPR) در زیر ماسک جوشکاری خود استفاده کند.
ملزومات و تجهیزات حفاظت فردی در کارگاه (PPE)

شدت نور قوس و پرتاب ذرات پاشش در جوشکاری CO2 قابل توجه است. برای حفاظت کامل بدن در برابر سوختگی های شدید ناشی از اشعه ماوراء بنفش (UV) و قطرات مذاب، استفاده از چک لیست تجهیزات زیر الزامی است:
دستکش جوشکاری ساق بلند: دستکش ایمنی ساخته شده از چرم ضخیم و مرغوب (ترجیحاً چرم گاوی) برای محافظت از دست و مچ در برابر حرارت تورچ.
مقنعه چرمی جوشکاری: برای پوشش کامل سر، گردن و گوش ها تا ذرات مذاب سرازیرشده در وضعیت های عمودی و سقفی باعث سوختگی سر نشوند.
پیش بند چرمی سنگین: جهت محافظت از قفسه سینه و شکم در برابر تابش مستقیم اشعه قوس و پاشش ها.
ساق بند و گتر پا: تجهیزات چرمی مخصوصی که روی ساق پا و دقیقاً روی کفش ایمنی را می پوشانند تا قطرات مذاب به داخل کفش نفوذ نکنند.
ماسک جوشکاری اتوماتیک (تاریک شونده): با سرعت عملکرد بالا جهت حفاظت از چشم ها در برابر برق زدگی و آسیب به شبکیه.
♦️ نکته: یک فوت وفن ایمنی که استادکاران قدیمی به آن پایبند هستند؛ هرگز با لباس های دارای الیاف مصنوعی (پلاستیکی) یا لباس های جیب دارِ بدون لبه (درب جیب) پای دستگاه جوشکاری Co2 نایستید. ذرات پاشش این روش به شدت داغ هستند.
در صورت پرتاب شدن، الیاف مصنوعی فوراً ذوب شده و به پوست می چسبند. همچنین جیب های باز می توانند مانند یک کاسه، قطرات مذاب را درون خود جمع کرده و باعث آتش سوزی ناگهانی لباس شوند. لباس کار شما باید کاملاً نخی، ضخیم و بدون لبه های باز باشد.
بیشتر بدانید : نکات ایمنی جوشکاری
نکات مهم در جوشکاری CO2

جوشکاری CO2 (یا MIG/MAG) اگرچه نسبت به برخی روش های سنتی ساده تر به نظر می رسد، اما کیفیت نهایی کار کاملاً به رعایت چند نکته کلیدی بستگی دارد. کوچک ترین بی دقتی می تواند باعث ضعف در اتصال، پاشش زیاد یا حتی ترک در جوش شود.
در ادامه مهم ترین نکات این فرایند آورده شده است:
تنظیم صحیح آمپر و ولتاژ
تنظیم نادرست جریان برق باعث سوختگی یا نفوذ ناقص در محل جوش می شود. انتخاب تنظیمات باید متناسب با ضخامت فلز انجام شود.
انتخاب مناسب سرعت سیم جوش
اگر سرعت تغذیه سیم زیاد یا کم باشد، قوس الکتریکی ناپایدار شده و کیفیت جوش کاهش پیدا می کند.
فاصله درست تورچ تا قطعه کار
فاصله زیاد یا کم باعث پاشش زیاد و ناهمواری سطح جوش می شود. حفظ فاصله استاندارد نقش مهمی در کنترل قوس دارد.
استفاده از گاز محافظ مناسب
در جوشکاری CO2، کیفیت گاز و میزان جریان آن اهمیت زیادی دارد. گاز نامناسب یا جریان ضعیف، باعث اکسید شدن محل جوش می شود.
تمیز بودن سطح فلز
وجود زنگ زدگی، روغن یا رنگ روی سطح کار، کیفیت اتصال را به شدت کاهش می دهد. قبل از جوشکاری باید سطح کاملاً تمیز شود.
زاویه صحیح دست و تورچ
زاویه اشتباه می تواند باعث نفوذ نامناسب یا پاشش بیش از حد شود. کنترل زاویه در طول حرکت بسیار مهم است.
کنترل سرعت حرکت دست
حرکت خیلی سریع باعث جوش ضعیف و حرکت خیلی آهسته باعث سوختگی قطعه می شود.
در مجموع، جوشکاری CO2 ترکیبی از دقت، تنظیم صحیح دستگاه و مهارت دست است. رعایت این نکات باعث می شود اتصال نهایی هم از نظر استحکام و هم از نظر ظاهر، کیفیت بالایی داشته باشد.
دستگاه جوش CO2 چیست و چطور کار می کند؟

نسل جدید دستگاه جوش Co2 که نوعی اینورتر جوشکاری است و دارای یک سیستم هوشمند الکترونیکی بوده که برق متناوب شهری یا صنعتی (AC) را دریافت کرده و آن را به جریان مستقیم (DC) با ولتاژ ثابت و آمپراژ بالا تبدیل می کند.
برعکس دستگاه های جوش سنتی که جریان ثابت دارند، قلب تپنده منبع تغذیه در دستگاه جوش Co2 بر پایه «ولتاژ ثابت» طراحی شده است؛ این ویژگی به سیستم اجازه می دهد تا به محض تغییر فاصله دست جوشکار، طول قوس الکتریکی را به صورت خودکار ثابت نگه دارد تا خط جوش دچار افت کیفیت نشود.
برای درک بهتر اجزا و نحوه ارتباط منبع تغذیه با کپسول گاز و تورچ، تصویر زیر ساختار کلی این سیستم را نشان می دهد:
مکانیزم کارکرد این دستگاه بسیار ساده و لذت بخش است؛ وقتی ولتاژ و سرعت خروج سیم را روی پنل تنظیم می کنید، با فشردن شاسی تورچ، دستگاه به طور هم زمان فرمان خروج گاز از کپسول و حرکت موتور وایرفیدر را صادر می کند تا سیم جوش با نرخ پایدار ذوب شده و اتصال شکل بگیرد.
تفاوت اصلی این دستگاه با سایر منابع تغذیه در این است که شما در اینجا به جای کنترل طول قوس با دست، کنترل ولتاژ و سرعت خوراک سیم را به دست برد الکترونیکی دستگاه می سپارید که این امر خروجی کار را تا چندین برابر یکدست تر می کند.
چه کسانی به این دستگاه نیاز دارند؟
اگر شما یک استادکار کارگاه ساخت کانتینر، سوله یا سازه های فلزی هستید، یا در صنف صافکاری و بازسازی خودرو فعالیت می کنید، این دستگاه ابزار دست اول شما است. همچنین تولیدکنندگان مبلمان اداری، درب و پنجره های پروفیلی و خطوط لوله کشی غیرحساس کارگاهی، بیشترین وابستگی را به این منبع تغذیه دارند.
چه پروژه هایی با آن انجام می شود؟
- با دستگاه جوش Co2 پروژه های متنوعی را می توان با راندمان بالا پیش برد:
- شاسی کشی و اتصال قطعات بدنه خودرو در صافکاری های مدرن (بدون خطر دفرمگی ورق)
- ساخت سقف های شیروانی، خرپاهای بزرگ و اسکلت های فلزی ساختمان ها
- ساخت مخازن ذخیره آب و سوخت با ضخامت های متوسط و ضخیم
- تولید انبوه قطعات زنجیره ای و اتصالات خطوط مونتاژ که نیاز به سرعت برق آسا دارند
♦️ نکته: یک فوت وفن مهندسی هنگام کار با دستگاه جوش Co2 این است که بدانید این دستگاه ها به شدت به افت ولتاژ ورودی حساس هستند. اگر در کارگاهی کار می کنید که کابل کشی ورودی برق اصلی به دستگاه طولانی است (بیش از ۱۵ متر)، حتماً از کابل های با نمره بالا (حداقل نمره ۶ یا ۱۰) استفاده کنید؛ در غیر این صورت، برد اینورتر دستگاه در جبران افت ولتاژ دچار مشکل شده و قوس شما در حین کار دچار نوسان و پاشش شدید می شود.
اجزای اصلی سیستم اینورتر جوشکاری Co2
در هر نوع جوشکاری، شناخت دقیق اجزای دستگاه جوش کمک می کند تا اپراتور بتواند عملکرد دستگاه را بهتر کنترل کرده و کیفیت جوشکاری را افزایش دهد.
برای اینکه یک فرایند منسجم، بی نقص و ایمن در جوشکاری Co2 داشته باشید، مجموعه ای از تجهیزات الکترونیکی، مکانیکی و گازرسانی باید مانند اعضای یک ارکستر در هماهنگی کامل با یکدیگر کار کنند. نقص در عملکرد هر یک از این اجزا، مستقیماً روی پایداری قوس و کیفیت نهایی اتصال اثر می گذارد.
ساختار اجزای اصلی این سیستم شامل موارد زیر است:
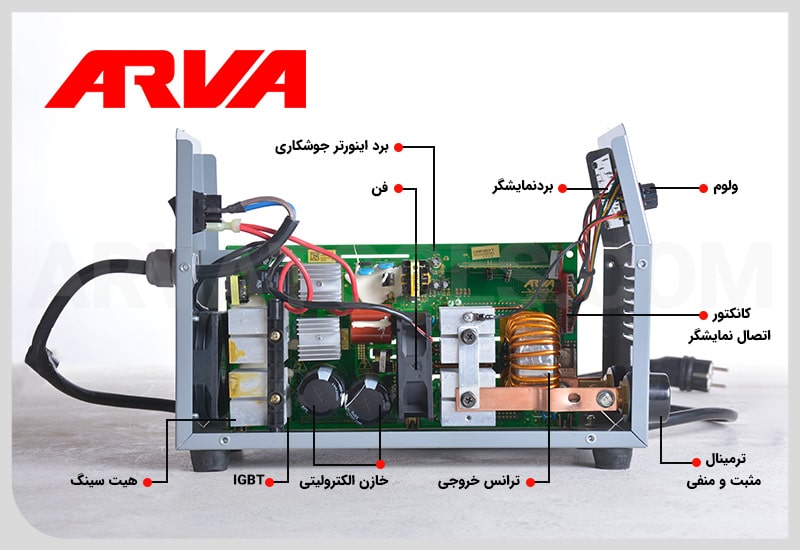
منبع تغذیه (اینورتر)
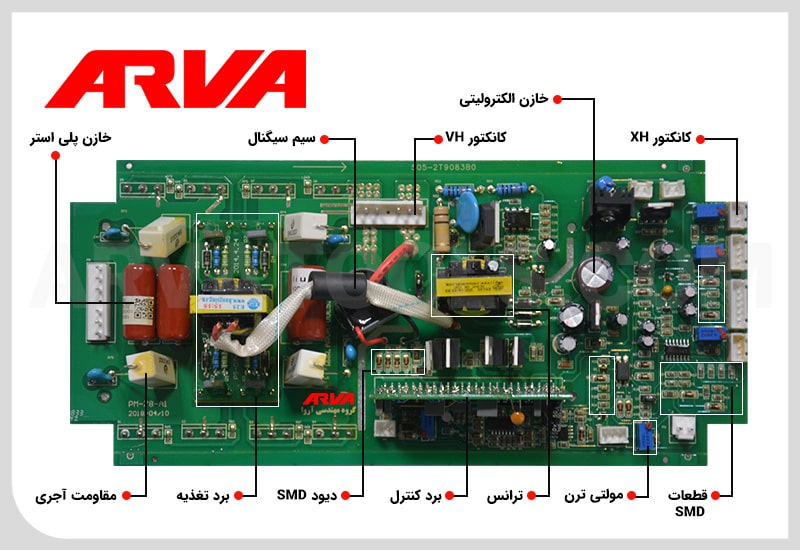
قلب تپنده سیستم است که وظیفه تبدیل برق متناوب شبکه به جریان مستقیم (DC) با ولتاژ ثابت را بر عهده دارد. در اینورترهای مدرن، بردهای الکترونیکی پیشرفته (IGBT) وظیفه کنترل هوشمند قوس، تنظیم خروجی آمپر و ولتاژ و مدیریت سیستم های حفاظتی دستگاه را انجام می دهند.
بیشتر بخوانید: تکنولوژی IGBT چیست
وایرفیدر یا سیستم تغذیه سیم (Wire Feeder)
این بخش مکانیکی وظیفه دارد سیم جوش را با سرعت دقیق و یکنواخت از روی قرقره باز کرده و به داخل کابل تورچ هدایت کند. وایرفیدر شامل یک موتور الکتریکی دی سی، دنده ها و غلتک های شیاردار مخصوص است که فشردگی آن ها روی سیم باید به گونه ای تنظیم شود که بدون مچاله کردن سیم، آن را به جلو براند.
کپسول گاز محافظ و متعلقات (Gas Cylinder & Accessories)

کپسول ذخیره گاز دی اکسید کربن که وظیفه تامین اتمسفر محافظ را بر عهده دارد. از آنجا که گاز CO2 در هنگام خروج از کپسول به شدت سرد می شود و خطر یخ زدگی مجرای خروجی را دارد، این بخش شامل سه قطعه حیاتی جانبی است:
- مانومتر (رگلاتور): برای تنظیم و کنترل دبی گاز خروجی (بر حسب لیتر بر دقیقه).
- گرم کن (هیتر): یک المنت برقی که بین کپسول و مانومتر قرار می گیرد تا با گرم کردن گاز، مانع از یخ زدن و انسداد رگلاتور شود.
- شیلنگ هدایت گاز: گاز را از کپسول به شیر برقی پشت دستگاه اینورتر منتقل می کند.
تورچ جوشکاری (Welding Torch)

ابزاری است که جوشکار در دست می گیرد و تمام عناصر (سیم، گاز و جریان برق) در نهایت درون آن به هم می رسند. کابل تورچ شامل یک لوله فنری داخلی (Liner) برای عبور سیم، مجرای عبور گاز و کابل ضخیم انتقال جریان الکتریکی است. قطعات مصرفی و مهم نوک تورچ عبارتند از:
- نازل شعله پوش (Gas Nozzle): گاز محافظ را به صورت یکنواخت دور حوضچه مذاب هدایت می کند.
- پایه نازل (Diffuser): گاز را به صورت همگن در شعله پوش توزیع می کند.
- نازل اتصال یا کانتاکت تیپ (Contact Tip): قطعه ای مسی که سیم جوش دقیقاً از مرکز آن عبور کرده و جریان الکتریکی منبع تغذیه در این نقطه به سیم جوش منتقل می شود.
انبر اتصال و کابل مربوطه (Earth Clamp)

برای تکمیل مدار الکتریکی، کابل اتصال منفی باید توسط یک انبر فنری قوی و دارای فک های مسی به قطعه کار یا میز جوشکاری متصل شود. هرگونه شل بودن یا کثیفی در محل اتصال، باعث افت شدید ولتاژ و بد جوش دادن دستگاه می شود.
♦️ نکته نگهداری اجزای سیستم: نازل مسی (Contact Tip) تورچ یک قطعه مصرفی است که سایز آن باید دقیقاً با سایز سیم جوش شما (مثلاً ۰.۸ یا ۱.۰) برابر باشد. به مرور زمان و در اثر اصطکاک و حرارت، سوراخ داخلی این نازل گشاد می شود.
اگر در حین جوشکاری Co2 متوجه شدید که قوس الکتریکی مدام نوسان دارد و سیم به صورت نامنظم و کج از تورچ خارج می شود، وقت خود را تلف نکنید؛ نازل مسی نوک تورچ گشاد شده و جریان را به درستی به سیم منتقل نمی کند و باید سریعاً تعویض شود.
نکات مهم در انتخاب و خرید دستگاه جوش CO2

خرید یک دستگاه جوش Co2 باکیفیت، یک سرمایه گذاری بلندمدت برای کارگاه شما است. اگر در زمان انتخاب دستگاه جوش و خرید تجهیزات به پارامترهای فنی توجه نکنید، ممکن است دستگاهی بخرید که یا توانایی برآوردن نیازهای کارگاهی شما را نداشته باشد یا هزینه های اضافی به شما تحمیل کند. برای یک انتخاب هوشمندانه، چک لیست مشاوره ای زیر را کاملاً مد نظر قرار دهید:
شدت جریان (آمپراژ) دستگاه
برای کارهای سبک، خانگی و صافکاری خودرو، یک دستگاه ۱۴۰ تا ۲۰۰ آمپر تک فاز کاملاً پاسخ گوی نیاز شما است. اما اگر قرار است روی سازه های سنگین، تیرورق ها و ضخامت های بالای ۵ میلی متر کار کنید، حتماً به سراغ دستگاه های ۲۵۰ تا ۵۰۰ آمپر (سه فاز) بروید.
دیوتی سایکل یا چرخه کارکرد (Duty Cycle)
این شاخص نشان می دهد دستگاه چقدر می تواند بدون وقفه و روشن شدن سیستم حفاظتی حرارتی کار کند. برای مصارف صنعتی، به دنبال دستگاه هایی با دیوتی سایکل حداقل ۶۰ تا ۸۰ درصد در حداکثر آمپراژ باشید تا در ترافیک کاری کارگاه، دستگاه زیر بار خاموش نشود.
سیستم وایرفیدر (داخلی یا خارجی)
در دستگاه های سبک تر، وایرفیدر درون خود جعبه اینورتر قرار دارد که حمل آن را راحت تر می کند. اما در دستگاه های سنگین صنعتی، وایرفیدر به صورت یک یونیت مجزا و متحرک (خارجی) طراحی می شود تا جوشکار بتواند بدون حرکت دادن منبع تغذیه اصلی، تا شعاع چند متری قطعه کار مانور بدهد.
تکنولوژی منبع تغذیه (اینورتر در برابر ترانسفورماتور)
دستگاه های ترانسی قدیمی طول عمر بالایی دارند اما مصرف برق سنگین، وزن بسیار زیاد و پاشش فراوانی تولید می کنند. در مقابل، مدل های اینورتری جدید با مصرف برق به شدت بهینه، وزن سبک، کنترل هوشمند قوس و ایجاد کمترین پاشش، انتخاب اول صنعتگران مدرن هستند.
۳ اشتباه رایج در خرید دستگاه جوش CO2
- توجه صرف به حداکثر آمپراژ روی کاغذ: بسیاری از خریداران فریب اعداد بزرگ حک شده روی بدنه دستگاه های بی کیفیت بازار را می خورند، در حالی که ترانس یا برد الکترونیکی خروجی واقعی آن به شدت کمتر است. همیشه اصالت برند و گارانتی معتبر را ملاک قرار دهید.
- نادیده گرفتن کیفیت قطعات جانبی: گاهی خود منبع تغذیه کیفیت خوبی دارد اما تورچ، مانومتر یا غلتک های وایرفیدر همراه آن بی کیفیت هستند که این موضوع خیلی زود شما را در فرایند هدایت سیم دچار چالش می کند.
- عدم بررسی سیستم خنک کننده: برای آمپراژهای بالای ۳۰۰ آمپر، خرید دستگاه هواخنک یک اشتباه بزرگ است؛ زیرا تورچ به سرعت داغ شده و می سوزد. در این رده حتماً باید سیستم های آب خنک (همراه با یونیت چیلر) خریداری شوند.
جدول راهنمای انتخاب سریع بر اساس نوع کاربری
برای اینکه بدانید دقیقاً چه دستگاهی برای کار شما مناسب است، جدول زیر یک راهنمای سریع و کاربردی است:
| نوع فعالیت و کاربری | آمپراژ پیشنهادی | نوع برق ورودی | سیستم خنک کننده |
| صافکاری، کارهای خانگی و ورق های نازک | ۱۴۰ تا ۱۸۰ آمپر | تک فاز (۲۲۰ ولت) | هواخنک (فن داخلی) |
| کارگاه های درب و پنجره و سقف شیروانی | ۲۰۰ تا ۲۵۰ آمپر | تک فاز / سه فاز | هواخنک |
| سوله سازی، ساخت مخازن و صنایع سنگین | ۳۵۰ تا ۵۰۰ آمپر | سه فاز (۳۸۰ ولت) | آب خنک (دارای چیلر مجزا) |
♦️ نکته: یک فوت وفن استادکاری هنگام خرید دستگاه جوش Co2، بررسی «مکانیزم غلتک های وایرفیدر» است. ترجیحاً دستگاهی را انتخاب کنید که موتور وایرفیدر آن تمام فلزی و دارای ۴ غلتک (محرک) باشد.
سیستم های دوغلتکه یا پلاستیکی ارزان قیمت، در کابل های تورچ بلند (بیش از ۳ متر) توانایی کشش یکنواخت سیم را ندارند و سیم درون کابل به شدت تاب برمی دارد و قوس را قطع و وصل می کند.
اینورتر CO2 بخریم یا ترانس؟
اگر هنوز در انتخاب بین این دو سیستم دودل هستید، باید تفاوت های عملکردی آن ها را در کف کارگاه و زیر بار واقعی بسنجید تا سرمایه خود را هدر ندهید.
دستگاه های ترانسی ساختار الکترومکانیکی بسیار ساده و زمختی دارند؛ سیم پیچ های مسی یا آلومینیومی بزرگ که برق ورودی را تغییر می دهند. این سادگی ساختار باعث می شود که در برابر نوسانات شدید برق کارگاه جان سخت باشند و تعمیر آن ها نیز ساده تر باشد.
اما در نقطه ی مقابل، اینورترهای جوشکاری Co2 بر پایه بردهای الکترونیکی پیشرفته (IGBT یا MOSFET) کار می کنند. اینورترها فرکانس برق ورودی را تا چندین کیلوهرتز بالا می برند و خروجی جریان مستقیم (DC) فوق العاده صاف و پایداری را به تورچ تحویل می دهند.
برای یک تصمیم گیری قاطع، مزایای اینورتر نسبت به ترانس در فرایند جوشکاری Co2 کاملاً مشهود است. برای اینکه یک جمع بندی دقیق و ملموس از این تقابل تکنولوژیکی داشته باشید و بتوانید بر اساس بودجه و شرایط کارگاه خود بهترین تصمیم را بگیرید، تفاوت های عملکردی این دو سیستم در جدول زیر به صورت شفاف مقایسه شده است:
| شاخص مقایسه | دستگاه اینورتر جوشکاری CO2 | دستگاه ترانسفورماتور قدیمی |
| کیفیت قوس الکتریکی | بسیار پایدار، نرم و تحت کنترل هوشمند بردهای الکترونیکی | دارای نوسانات جزئی ذاتی و وابسته به ثبات برق ورودی |
| میزان پاشش فلز (Spatter) | بسیار ناچیز و ریز (صرفه جویی در تمیزکاری قطعه) | بسیار زیاد و درشت (نیاز به سنگ زنی طولانی پس از جوش) |
| میزان مصرف برق کارگاه | بهینه و کم مصرف (تا ۴۰ درصد صرفه جویی در هزینه ها) | بسیار بالا و دارای اتلاف انرژی شدید به صورت گرما |
| حجم و وزن دستگاه | سبک، مینیاتوری و قابل حمل آسان در ارتفاع | بسیار سنگین، حجیم و نیازمند چرخ یا جرثقیل برای جا به جایی |
| حساسیت به نوسان برق | حساس (نیازمند بردهای حفاظتی داخلی کیفیت بالا) | بسیار جان سخت و مقاوم در برابر تغییرات ناگهانی ولتاژ |
| تنظیمات آمپر و ولتاژ | دقیق، خطی و دیجیتالی با رزولوشن یک آمپر | پله ای و زمخت (توسط کلیدهای سلکتوری چرخشی) |
♦️ نکته: یک تجربه کلیدی از استادکاران قدیمی؛ اگر کارگاه شما در منطقه ای صنعتی قرار دارد که مدام با افت ولتاژ شبکه و نوسانات شدید برق (به دلیل کارکرد هم زمان دستگاه های سنگین مثل پرس ها) مواجه هستید، خرید یک اینورتر جوشکاری Co2 ارزان قیمت بدون سیستم حفاظتی ولتاژ یک ریسک بزرگ است.
در این شرایط حتماً مطمئن شوید اینورتری که خریداری می کنید مجهز به سیستم سنسور هوشمند خنثی سازی نوسانات شبکه برق (Internal Stabilizer) باشد تا بردهای دستگاه آسیب نبینند.
بهترین دستگاه جوش CO2

وقتی به دنبال انتخاب و خرید بهترین دستگاه جوش هستید که برای جوشکاری Co2 عالی باشد، باید بدانید که عنوان «بهترین» صرفاً یک شعار تبلیغاتی نیست؛ بلکه برآیند مجموعه ای از ویژگی های مهندسی و قطعات به کاررفته در ساختار دستگاه است.
یک اینورتر زمانی می تواند ادعای بهترین بودن در بازار را داشته باشد که ویژگی های فنی زیر را در بدنه و سیستم الکترونیکی خود جای داده باشد:
بهره مندی از آخرین نسل بردهای الکترونیکی (IGBT)
این سوئیچ های فرکانس بالا سرعت پاسخ گویی دستگاه را به نوسانات قوس الکتریکی تا صدم ثانیه کاهش می دهند و قوس نرمی ایجاد می کنند.
سیستم هوشمند پایداری ولتاژ (Stabilization)
بهترین دستگاه باید بتواند در زمان افت ولتاژ شبکه برق کارگاه، خروجی ثابتی تحویل تورچ دهد تا کیفیت جوش افت نکند.
چرخه کاری (Duty Cycle) واقعی و بالا
توانایی کارکرد مداوم در آمپراژ بالا بدون داغ کردن یا خاموش شدن ناگهانی سیستم حفاظتی.
سیستم تغذیه سیم (وایرفیدر) تمام فلزی
استفاده از موتورهای قدرتمند با غلتک های ماشین کاری شده فلزی که سیم جوش را بدون کمترین گیر یا تاب خوردگی هدایت کنند.
تنظیمات سینرژیک (Synergic)
قابلیت هوشمندی که با تنظیم یکی از پارامترها (مثل ضخامت ورق)، ولتاژ و سرعت سیم را به طور خودکار و در ایده آل ترین حالت ممکن هماهنگ کند.
7 برند برتر تولیدکننده بهترین اینورتر جوشکاری CO2

برای آشنایی با غول های این صنعت، در ادامه نام ۶ مورد از بهترین برندهای بین المللی که باکیفیت ترین منابع تغذیه این فرایند را تولید می کنند آورده شده است:
- آروا (Arva)- کشور سازنده: ایران
- لینکلن الکتریک (Lincoln Electric) – کشور سازنده: ایالات متحده آمریکا
- میلر (Miller) – کشور سازنده: ایالات متحده آمریکا
- فرونیوس (Fronius) – کشور سازنده: اتریش
- ایساب (ESAB) – کشور سازنده: سوئد
- کمپی (Kemppi) – کشور سازنده: فنلاند
- جاسیک (Jasic) – کشور سازنده: چین
♦️ نکته: تجربه استادکاران باسابقه نشان می دهد که در بازار ایران، خرید بهترین برند جهانی همیشه به معنای داشتن بهترین راندمان کارگاهی نیست؛ چرا که به دلیل محدودیت های بین المللی، دسترسی به قطعات یدکی بردهای الکترونیکی، نازل ها و شیلنگ های برندهای اروپایی و آمریکایی بسیار دشوار و گران است.
بنابراین بهترین دستگاه برای کارگاه شما، دستگاهی است که در کنار ویژگی های فنی روز دنیا، «خدمات پس از فروش، گارانتی معتبر و تامین قطعات» آن در داخل کشور کاملاً تضمین شده باشد.
اینورترهای جوشکاری آروا

در میان برندهای داخلی و بین المللی موجود در بازار، اینورترهای جوشکاری Co2 آروا توانسته اند با تکیه بر دانش فنی روز و شناخت دقیق نیازهای صنعتگران، جایگاهی بی رقیب در صدر جدول انتخاب های حرفه ای کسب کنند. شرکت آروا با طراحی و تولید دستگاه هایی جان سخت، موازنه کاملی میان تکنولوژی پیشرفته و کاربری کارگاهی ایجاد کرده است.
عواملی که منبع تغذیه این شرکت را به انتخابی مطمئن برای پروژه های جوشکاری Co2 تبدیل می کند، عبارتند از:
گارانتی بی نظیر ۷۰ ماهه
آروا با ارائه طولانی ترین گارانتی در بازار ابزار ایران (۷۰ ماه ضمانت بی قیدوشرط برای اینورترها)، اصالت، کیفیت بردهای الکترونیکی و اطمینان کامل از قطعات خود را به مشتریان اثبات کرده است.
خدمات پس از فروش گسترده در سراسر کشور

برخلاف برندهای خارجی که با چالش کمبود قطعه مواجه هستند، آروا با یک شبکه خدمات پس از فروش یکپارچه و سریع، در کوتاه ترین زمان ممکن قطعات یدکی و سرویس های دوره ای دستگاه شما را تامین می کند تا خواب دستگاه در کارگاه به صفر برسد.
دارای نشان استاندارد ملی ایران
این اینورترها فرایندهای سخت گیرانه آزمایشگاهی را پشت سر گذاشته و اولین اینورترهای ایرانی هستند که با دریافت رسمی نشان استاندارد، ایمنی و کارایی خود را در زیر بار سنگین تضمین کرده اند.
پیروی دقیق از استانداردهای جهانی
ساختار فنی و بردهای الکترونیکی دستگاه های آروا منطبق بر معتبرترین استانداردهای بین المللی (نظیر CE و ISO) طراحی شده اند که خروجی جریان و ولتاژ کاملاً واقعی را به تورچ تحویل می دهند.
استفاده از بهترین و باکیفیت ترین مواد اولیه
از خازن ها و سوییچ های قدرت IGBT مارک های تراز اول جهانی گرفته تا بدنه مقاوم و ترانس های تمام مسی، همگی از متریال درجه یک ساخته شده اند تا دستگاه در برابر حرارت بالا و استهلاک کارگاهی دوام بیاورد.
طراحی بومی سازی شده
یکی از بزرگ ترین مزیت های اینورتر آروا، بازطراحی بردهای آن متناسب با نوسانات برق شبکه ایران و شرایط اقلیمی متفاوت کشور (از شرجی شدید شمال و جنوب تا گرمای خشک کویر) است تا پایداری قوس در هر شرایطی حفظ شود.
♦️ نکته: به دلیل طراحی بومی سازی شده سیستم داکت های هوا و فن های دور بالا در این دستگاه ها، حتی در صورت کار مداوم با سیم جوش های ضخیم در فصل تابستان، دستگاه به ندرت دچار داغی مفرط و توقف کار می شود که این یعنی راندمان کاری کارگاه شما همیشه در بالاترین حد باقی می ماند.
تنظیم دستگاه جوش CO2
تنظیم دقیق ولتاژ و سرعت تغذیه سیم، کلید اصلی موفقیت در جوشکاری Co2 است. برخلاف جوش برق که تنها با تغییر آمپراژ تنظیم می شود، در جوشکاری Co2 ولتاژ (کنترل کننده پهنا و ارتفاع گرده) و سرعت سیم (کنترل کننده آمپراژ و عمق نفوذ) باید در هماهنگی کامل با یکدیگر باشند.
برای اینکه از حالت تنظیمات خشک و تئوریک خارج شویم، راهنمای زیر به صورت سناریومحور و بر اساس واقعیت های کف کارگاه تدوین شده است.
بیشتر بخوانید: تنظیم دستگاه جوشکاری
جدول تنظیمات تنظیم دستگاه جوش CO2 بر اساس ضخامت قطعه کار
این جدول به شما نشان می دهد که برای ضخامت های مختلف ورق، دستگاه خود را باید برای چه شرایطی آماده کنید:
| ضخامت ورق | سناریوی کارگاهی | سایز سیم جوش (mm) | ولتاژ پیشنهادی (V) | سرعت سیم (متر بر دقیقه) | تکنیک اجرای دست |
| ۱ میلی متر | صافکاری خودرو و ورق های مبلمان اداری | ۰.۸ | ۱۵ تا ۱۷ | ۳ تا ۴ | تک ضرب (خال جوش متوالی) یا پیشروی سریع |
| ۲ تا ۳ میلی متر | ساخت درب و پنجره و قوطی های پروفیلی | ۰.۸ یا ۱.۰ | ۱۸ تا ۲۱ | ۵ تا ۷ | حرکت خطی مستقیم (بدون نوسان) |
| ۴ تا ۶ میلی متر | ساخت شاسی های سبک و سازه های کارگاهی | ۱.۰ | ۲۲ تا ۲۵ | ۷ تا ۹ | حرکت هشت مانند (Zigzag) با مکث در کناره ها |
| ۸ تا ۱۰ میلی متر | اتصالات سنگین، سوله سازی و تیرورق ها | ۱.۲ | ۲۶ تا ۳۲ | ۱۰ تا ۱۳ | حرکت دایره ای ریز (پاس ریشه عمیق + پاس پرکننده) |
تنظیمات دستگاه جوش CO2 بر اساس موقعیت های مختلف جوشکاری
تغییر وضعیت قرارگیری قطعه کار، جاذبه زمین را به یک فاکتور تاثیرگذار روی حوضچه مذاب تبدیل می کند. برای مهار این نیروی طبیعی، باید پارامترهای جوشکاری Co2 را به شکل زیر تغییر دهید:
وضعیت تخت (Flat – 1G/1F)
راحت ترین وضعیت که در آن جاذبه به نفوذ بهتر جوش کمک می کند. در این حالت می توانید ولتاژ و سرعت سیم را روی حداکثر توانِ مجاز برای آن ضخامت تنظیم کنید. تکنیک هل دادن تورچ (Push) در این وضعیت، گرده جوش هموارتر و پهن تری به شما می دهد.
وضعیت افقی (Horizontal – 2G/2F)
در این حالت، مذاب تمایل دارد به سمت پایین شکم بدهد. برای خنثی کردن این مشکل، ولتاژ دستگاه را ۱ تا ۲ ولت نسبت به حالت تخت کاهش دهید و زاویه تورچ را کمی به سمت بالا (حدود ۱۵ درجه) متمایل کنید تا قوس الکتریکی، مذاب را به سمت بالا سوق دهد.
وضعیت عمودی (Vertical Up – 3G)
سخت ترین سناریو در ورق های ضخیم؛ اگر سرعت سیم بالا باشد، مذاب جاری شده و شره می کند. راه حل کارگاهی: سرعت سیم و ولتاژ را حدود ۱۵ تا ۲۰ درصد نسبت به وضعیت تخت کاهش دهید. حرکت دست باید به صورت درخت کریسمس یا مثلثی باشد؛ یعنی در کناره های درز جوش مکث کنید تا فلز منجمد شود و به سرعت از مرکز عبور کنید.
وضعیت بالای سر (Overhead – 4G)
در این وضعیت، خطر ریزش مذاب روی سر و دست جوشکار وجود دارد. برای غلبه بر این حالت، باید از مکانیزم انتقال قطرات به صورت “اتصال کوتاه” استفاده کنید؛ این یعنی ولتاژ را پایین نگه دارید و سرعت سیم را کمی بالا ببرید تا حوضچه مذاب کوچک و سریعاً منجمد شود.
♦️ نکته: یک ترفند تجربی و طلایی برای تنظیم صدای قوس در جوشکاری Co2؛ وقتی ولتاژ و سرعت سیم در ایده آل ترین حالت خود تنظیم شده باشند، قوس نباید صدای انفجارهای درشت (شبیه به ترقه بازی) یا صدای فوت کردن گنگ بدهد.
نشانه اصلی تنظیم دقیق، شنیده شدن یک صدای یکنواخت، تیز و وزوز مانند شبیه به «سرخ شدن کباب در تابه» است. هرگاه این صدا را شنیدید، یعنی موازنه ولتاژ و آمپر در دقیق ترین حالت متالورژیکی خود قرار دارد.
انواع سیم جوش CO2
انتخاب صحیح الکترود مصرفی یا همان سیم جوش، نقشی تعیین کننده در کیفیت متالورژیکی، میزان پاشش و استحکام نهایی جوشکاری Co2 دارد. این سیم جوش ها بر اساس ساختار مقطع و نحوه عملکردشان به دو دسته کلی توپر و توپودری تقسیم می شوند که هر کدام برای ضخامت ها و شرایط محیطی خاصی طراحی شده اند.
بیشتر بدانید : سیم جوش چیست؟
سیم جوش های توپر (Solid Wires)
این سیم جوش ها همان طور که از نامشان پیداست، یک مفتول فلزی یکپارچه و توپر هستند که معمولاً با یک لایه نازک از مس پوشانده شده اند (تا هدایت الکتریکی آن ها در نازل مسی تورچ تقویت شود و سیم زنگ نزند). سیم جوش توپر برای اجرا، مطلقا به جریان گاز محافظ کپسول وابسته است. این نوع برای جوشکاری روی ورق های نازک تا متوسط فولادی (مانند صافکاری ها و ساخت پروفیل ها) فوق العاده عمل می کند، ظاهر جوش بسیار تمیزی دارد و پاشش آن کم است.
سیم جوش های توپودری (Flux-Cored Wires)
ساختار این سیم جوش ها به صورت یک لوله فلزی توخالی است که مغز یا هسته مرکزی آن با پودر مخصوصی (فلاکس) پر شده است. این پودر در اثر حرارت قوس الکتریکی ذوب شده و گاز محافظ و سرباره (گل جوش) تولید می کند.
این ویژگی باعث می شود که در برخی مدل های توپودری (سیم های خودحمایت)، شما اصلاً نیازی به کپسول گاز نداشته باشید؛ پدیده عجیبی که به شما اجازه می دهد در فضاهای باز، ارتفاع و مناطق بادخیز که باد گاز کپسول را با خود می برد، به راحتی جوشکاری Co2 را اجرا کنید. سیم های توپودری نفوذ بسیار عمیقی ایجاد می کنند و بهترین انتخاب برای سازه های سنگین و ورق های بسیار ضخیم هستند.
سایزهای پیشنهادی سیم جوش بر اساس ضخامت کار
یک قاعده کلی و مهندسی در جوشکاری Co2 وجود دارد: «هرچه ورق نازک تر باشد، سایز سیم جوش باید کمتر باشد تا از سوختن و سوراخ شدن ورق جلوگیری شود و هرچه ورق ضخیم تر شود، باید سایز سیم را بالا برد تا نرخ رسوب و نفوذ کافی ایجاد شود.»
یک راهنمای سریع: برای ورق های خیلی نازک و خودرویی (زیر ۱.۵ میلی متر) از سیم جوش سایز ۰.۸، برای ورق ها و قوطی های صنعتی معمولی (۲ تا ۵ میلی متر) از سیم جوش سایز ۱.۰ و برای سازه های ضخیم، پل ها و سوله سازی (بالای ۶ میلی متر) از سیم جوش های سایز ۱.۲ و ۱.۶ استفاده می شود.
♦️ نکته: یک فوت کوزه گری در کار با ؛ از آنجا که سیم جوش های توپودری ساختاری لوله ای و نرم تر از سیم های توپر دارد، اگر پیچ تنظیم فشار غلتک وایرفیدر را بیش از حد سفت کنید، سیم درون وایرفیدر له و دفرمه می شود و درون لایتر تورچ گیر می کند.
همچنین به یاد داشته باشید که برای سیم جوش توپودری، غلتک کشنده وایرفیدر باید از نوع «شیاردار دندانه دار (Knurled V-Groove)» باشد تا بدون نیاز به فشار زیاد، سیم را به جلو هدایت کند.
آیا جوشکاری CO2 بدون کپسول ممکن است؟

بله، این یکی از جذاب ترین قابلیت های مدرن در دنیای جوشکاری است. فرایند جوشکاری Co2 بدون نیاز به کپسول گاز کاملاً ممکن است؛ اما به یک شرط حیاتی و آن هم تغییر نوع الکترود مصرفی است. در این حالت، شما باید سیم جوش های توپر معمولی را کنار بگذارید و از سیم جوش های توپودری خودحمایت (Self-Shielding Flux-Cored Wires) استفاده کنید.
مغز این سیم جوش ها حاوی پودر فلاکس مخصوصی است که درست در لحظه برخورد قوس الکتریکی و ذوب شدن، گاز محافظ مورد نیاز را در همان نقطه تولید می کند. این تکنیک منحصربه فرد، شما را از حمل ونقل کپسول های سنگین دی اکسید کربن، مانومتر و گرم کن معاف می کند و بهترین گزینه برای جوشکاری در ارتفاع، محیط های باز یا مکان های بادخیز است که باد مانع از پایداری گاز کپسول می شود.
♦️ نکته: یک فوت وفن بسیار مهم کارگاهی که ۹۰ درصد جوشکاران مبتدی در جوشکاری بدون کپسول رعایت نمی کنند، «تغییر قطبیت دستگاه» است. هنگام استفاده از کپسول گاز و سیم معمولی، قطبیت دستگاه روی حالت استاندارد (تورچ مثبت و انبر اتصال منفی) قرار دارد.
اما برای جوشکاری Co2 بدون کپسول با سیم توپودری، شما باید حتماً جای کابل ها را روی پنل دستگاه عوض کنید، یعنی تورچ را به قطب منفی (DCEN) و انبر اتصال را به قطب مثبت متصل کنید. در غیر این صورت، ذوب پودر درون سیم به درستی انجام نشده، پاشش جوش به شدت سنگین می شود و در نهایت یک خط جوش پوک و پر از کرم خوردگی تحویل خواهید گرفت.
نحوه کار دستگاه جوش co2 بدون کپسول
دستگاه جوش CO2 بدون کپسول با این هدف طراحی شده که فرایند جوشکاری را ساده تر و قابلحمل تر کند، اما شیوه کار آن با مدل های دارای گاز محافظ تفاوت هایی دارد. در این نوع دستگاه ها معمولاً از سیم جوش مخصوص فلوکس دار (Flux Core) استفاده می شود؛ سیمی که داخل آن مواد گازساز وجود دارد و هنگام ذوب شدن، یک لایه محافظ اطراف حوضچه جوش ایجاد می کند.
در این فرایند، قوس الکتریکی بین سیم جوش و قطعه کار ایجاد می شود و حرارت بالا باعث ذوب شدن فلز پایه و سیم جوش می شود. همزمان، مواد داخل سیم آزاد شده و مانند یک گاز محافظ عمل می کنند تا از تماس مستقیم فلز مذاب با هوا جلوگیری شود. همین مکانیزم باعث می شود دستگاه بدون نیاز به کپسول گاز CO2 هم بتواند جوشکاری انجام دهد.
در عین حال، کنترل پارامترهای جوش مانند شدت جریان، سرعت تغذیه سیم و فاصله تورچ اهمیت زیادی دارد، چون نبود گاز خارجی باعث می شود پایداری قوس تا حد زیادی به کیفیت تنظیمات و نوع سیم وابسته باشد. به همین دلیل، این دستگاه ها بیشتر برای کارهای سبک، تعمیرات و پروژه های غیرصنعتی کاربرد دارند و در کارهای سنگین معمولاً مدلهای دارای کپسول عملکرد بهتری ارائه می دهند.
آموزش گام به گام جوشکاری CO2

برای اجرای یک اتصال بی نقص، دانش تئوریک باید جای خود را به مهارت عملی در کف کارگاه بدهد. فرایند جوشکاری Co2 به دلیل تغذیه پیوسته سیم، تا حد زیادی کار را برای جوشکار ساده می کند؛ اما رسیدن به یک خط جوش مستحکم و شبیه به «سلسله پولک های ماهی»، نیازمند رعایت دقیق گام های زیر است.
آماده سازی دستگاه، تورچ و قطعه کار
پیش از روشن کردن قوس الکتریکی، آماده سازی زیرساخت کار مهم ترین گام برای جلوگیری از عیوب جوش است:
آماده سازی سطحی فلز پایه
فولادهای کربنی را پیش از کار حتماً با سنگ فرز یا برس سیمی از هرگونه زنگ زدگی، رنگ، روغن و لایه های اکسیدی پاک کنید. وجود آلودگی در جوشکاری Co2 مستقیماً به تخلخل و پوک شدن جوش منجر می شود.
تنظیم سیستم گازرسانی
شیر کپسول گاز دی اکسید کربن را باز کرده و گرم کن (هیتر) را به برق بزنید. دبی گاز را روی مانومتر بر اساس ضخامت ورق و شرایط محیط (عموماً بین ۱۲ تا ۱۵ لیتر بر دقیقه) تنظیم کنید.
تغذیه سیم و آماده سازی تورچ
سیم جوش را از وایرفیدر عبور داده و به داخل تورچ هدایت کنید. نازل شعله پوش را باز کرده و مطمئن شوید نازل مسی (Contact Tip) کاملاً سفت است و سایز آن با سیم جوش همخوانی دارد. برای جلوگیری از چسبیدن پاشش ها، داخل شعله پوش از اسپری ضدپاشش مخصوص جوشکاری استفاده کنید.
اتصال گیره منفی
انبر اتصال منفی دستگاه اینورتر را به نزدیک ترین نقطه ممکن از محل اتصال قطعه کار متصل کنید تا مدار الکتریکی بدون نوسان کامل شود.
تکنیک های اجرا (زاویه، فاصله و سرعت حرکت تورچ)
پس از تنظیم ولتاژ و سرعت سیم بر اساس ضخامت ورق، فیزیک حرکت دست شما کیفیت نهایی را تعیین می کند. سه فاکتور هندسی زیر را ملکه ذهن خود کنید:
زاویه نگه داشتن تورچ (Torch Angle)
زاویه کار (Work Angle): تورچ باید نسبت به خط عمود بر قطعه کار، زاویه ای در حدود ۹۰ درجه (برای درزهای تخت) یا ۴۵ درجه (برای جوش های کنج و گلویی) داشته باشد.
- زاویه پیشروی (Travel Angle)
تورچ را حدود ۵ تا ۱۵ درجه نسبت به خط عمود، در جهت مسیر جوشکاری متمایل کنید.
- تکنیک هل دادن (Push)
اگر تورچ را به جلو هل دهید، دید بهتری روی حوضچه مذاب دارید، پهنای جوش بیشتر و نفوذ آن کمتر می شود (عالی برای ورق های نازک).
- تکنیک کشیدن (Drag)
اگر تورچ را به سمت خود بکشید، نفوذ جوش عمیق تر و گرده آن باریک تر و مرتفع تر می شود (عالی برای ورق های ضخیم).
فاصله نازل تا قطعه کار (CTWD)
فاصله نوک نازل مسی تا قطعه کار باید بین ۶ تا ۱۳ میلی متر (برای آمپراژهای پایین) و تا ۱۵ میلی متر (برای آمپراژهای بالا) حفظ شود.
اگر فاصله را خیلی زیاد کنید، گاز محافظ نمی تواند از حوضچه مذاب مراقبت کند و جوش اکسید و متخلخل می شود.
اگر فاصله خیلی کم شود، شعله پوش داغ شده و سیم جوش به نوک نازل مسی می چسبد و مسیر را مسدود می کند.
سرعت حرکت دست و اثر آن بر کیفیت جوش
سرعت پیشروی دست باید کاملاً یکنواخت باشد تا حوضچه مذاب فرصت کافی برای پر کردن درز را داشته باشد:
سرعت خیلی بالا: باعث باریک شدن شدید خط جوش، عدم نفوذ کافی در ریشه (Lack of Penetration) و ایجاد ناودانی در کناره های جوش می شود.
سرعت خیلی پایین: حرارت را در یک نقطه متمرکز کرده، حوضچه مذاب را بیش از حد بزرگ می کند و منجر به سوراخ شدن ورق (Burn-through) یا ایجاد گرده های بسیار زمخت و پهن می شود.
الگوهای حرکت دست برای اجرای خط جوش
برای ورق های ضخیم تر از ۳ میلی متر، حرکت مستقیم دست کافی نیست و باید با الگوهای هندسی، مذاب را در درز جوش توزیع کنید:
الگوی زیگزاگ (Zigzag): تورچ را به صورت هشت مانند چپ و راست کنید. در کناره های ورق نیم ثانیه مکث کنید تا لبه ها کاملاً ذوب شوند و در مرکز سریع تر عبور کنید. این روش برای وضعیت های عمودی و افقی عالی است.
الگوی دایره ای ریز (Circular): تورچ را به صورت حلقه های کوچک و متوالی به جلو برانید. این تکنیک برای پاس های پرکننده روی ورق های ضخیم در وضعیت تخت بهترین گزینه است.
الگوی حرف C یا نعل اسبی: برای مهار جاذبه در وضعیت های خاص؛ تورچ را به شکل حرف C حرکت دهید تا مذاب به سمت عقب هدایت شده و فرصت انجماد پیدا کند.
گام نهایی: اتمام خط جوش و پر کردن چاله انتهای جوش

یکی از اشتباهات رایج، رها کردن ناگهانی شاسی تورچ در انتهای خط جوش است. این کار باعث ایجاد یک حفره یا چاله (Crater) ضعیف در پایان کار می شود که مستعد ترک خوردگی است.
راهکار صحیح: در انتهای مسیر، حرکت دست را متوقف کنید، تورچ را ۱ ثانیه به عقب برگردانید تا چاله کاملاً با سیم جوش پر شود؛ سپس شاسی را رها کنید اما تورچ را جا به جا نکنید. ۲ ثانیه منتظر بمانید تا جریان پس گاز (Post-Flow) از حوضچه مذابِ منجمدشده در برابر اتمسفر هوا محافظت کند.
♦️ نکته: یک ترفند استادکاری برای تنظیم حس چشمی در حین کار؛ هنگام جوشکاری Co2، هرگز به خود قوس و نور شدید آن خیره نشوید. تمرکز چشمی شما باید دقیقاً روی «لبه جلویی حوضچه مذاب» باشد.
همیشه مطمئن شوید که قوس الکتریکی لبه های هر دو ورق پایه را ذوب می کند و سیم جوش در حال تزریق به مغز این حوضچه درخشان است. اگر دیدید مذاب روی فلز سرد غلت می خورد و پیش می رود، فوراً سرعت دست را کم یا ولتاژ را افزایش دهید.
کلام آروا:
فرایند جوشکاری Co2 (یا همان فرایند MIG/MAG) بدون شک یکی از ستون های اصلی صنایع مدرن است که سرعت بالا، راندمان اقتصادی و کیفیت بی نظیر اتصالات را به طور هم زمان در اختیار صنعتگران قرار می دهد.
همان طور که در این مقاله بررسی کردیم، کلید اصلی موفقیت در این روش، درک درست از تفاوت های اینورتر و ترانس، تنظیم دقیق و سناریومحور ولتاژ در کنار سرعت سیم، انتخاب سایز و نوع سیم جوش (توپر یا توپودری) و در نهایت تسلط بر فیزیک و تکنیک های حرکت دست در وضعیت های مختلف کارگاهی است.
در این میان، انتخاب یک منبع تغذیه جان سخت و بومی سازی شده مانند اینورترهای جوشکاری آروا که با گارانتی بی رقیب ۷۰ ماهه و خدمات پس از فروش گسترده پشتیبانی می شود، خیال شما را از بابت استهلاک تجهیزات و تداوم تولید در کارگاه کاملاً آسوده خواهد کرد. رعایت اصول ایمنی تنفسی و پوشش کامل فردی نیز تضمین کننده سرمایه اصلی هر کارگاه، یعنی سلامت خود جوشکار است.
با ما در تعامل باشید! تجربه شما در کف کارگاه، ارزشمندترین بخش این فرایند آموزشی است.
نظرات، تجربیات و سوالات فنی خود را در بخش دیدگاه ها (کامنت ها) در پایین همین صفحه با ما و سایر متخصصین به اشتراک بگذارید. مهندسان و مشاوران فنی ما در کوتاه ترین زمان ممکن پاسخ گوی سوالات شما خواهند بود.
پاسخ کارشناسان آروا به سوالات شما:
- جوشکاری CO2 برای چه نوع فلزاتی مناسب است؟
این روش بیشتر برای فولاد و قطعات آهنی استفاده می شود و در کارهای صنعتی و سازه های فلزی عملکرد بسیار خوبی دارد.
- آیا جوشکاری CO2 برای افراد مبتدی مناسب است؟
بله، یادگیری آن نسبت به برخی روش های سنتی ساده تر است، اما نیاز به تمرین برای کنترل سرعت و کیفیت جوش دارد.
- چه نوع گازی در دستگاه جوش CO2 استفاده می شود؟
معمولاً از گاز CO2 یا ترکیب آرگون و CO2 به عنوان گاز محافظ برای جلوگیری از اکسید شدن استفاده می شود.
- دستگاه جوش CO2 چه مزیتی نسبت به جوشکاری الکترودی دارد؟
این روش سرعت بالاتری دارد، جوش تمیزتری ایجاد می کند و میزان پاشش فلز در آن کمتر است.
- مهم ترین مزیت دستگاه جوش CO2 چیست؟
سرعت بالا، کیفیت جوش تمیزتر و کاهش پاشش فلز از مهم ترین مزیت های آن است.



ارسال دیدگاه