 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
اگرمی خواهید بدانید منظور از چرخه جوشکاری چیست می توان به صورت کوتاه توضیح داد که چرخه کاری جوش یا دیوتی سایکل (Duty Cycle)، مدت زمانی است که یک دستگاه جوش می تواند بدون داغ شدن بیش از حد، در یک بازه ۱۰ دقیقه ای به صورت مداوم کار کند. به زبان ساده، این عدد مشخص می کند که دستگاه شما چقدر توان کار دارد و چه زمانی برای خنک شدن نیاز به استراحت دارد.
دانستنی های مهم درباره چرخه کاری دستگاه جوش
- واحد سنجش: برحسب درصد (%) در یک بازه زمانی ۱۰ دقیقه ای محاسبه می شود.
- رابطه با آمپر: هرچه آمپر خروجی بالاتر برود، چرخه کاری دستگاه کاهش می یابد.
- استاندارد دما: اعداد واقعی باید در دمای محیطی ۴۰ درجه سانتی گراد تست شده باشند.
- حالت دائم کار: چرخه کاری ۱۰۰٪ یعنی دستگاه بدون نیاز به استراحت و به صورت مداوم جوشکاری می کند.
- نقش ایمنی: چراغ C زمانی روشن می شود که شما از مرز این چرخه عبور کرده باشید.
اگر می خواهید بدانید چطور مثل یک حرفه ای پلاک دستگاه را بخوانید و با انتخاب درست، از سوختن اینورتر جوشکاری خود جلوگیری کنید، با ما همراه باشید.
بیشتر بخوانید: اینورتر جوشکاری چیست
دیوتی سایکل یا چرخه کاری دستگاه جوش چیست؟

هر دستگاه جوش، یک “توان نفس کشیدن” مشخص دارد. همان طور که شما نمی توانید یک ساعت بدون وقفه و با حداکثر سرعت بدوید، ترانزیستورهای قدرت دستگاه (IGBT یاماسفت) نیز برای خنک شدن نیاز به زمان دارند.
بیشتر بخوانید: تفاوت ماسفت و IGBT
تعریف فنی بر اساس استاندارد جهانی (بازه ۱۰ دقیقه ای)
می خواهیم از نظر علمی و طبق استانداردهای بین المللی (مانند IEC 60974-1)، توضیح دهیم که چرخه جوشکاری چیست. این مفهوم بر اساس یک بازه زمانی ۱۰ دقیقه ای تعریف می شود. اگر روی پلاک دستگاهی عدد ۶۰٪ درج شده باشد، به این معناست که در یک محیط با دمای مشخص، شما مجاز هستید ۶ دقیقه به صورت مداوم با حداکثر آمپر خروجی جوشکاری کنید (زمان ایجاد قوس الکتریکی) و بلافاصله باید ۴ دقیقه دستگاه را روشن نگه دارید اما با آن جوش ندهید تا فن ها قطعات داخلی را خنک کنند.
فرمول ساده برای درک بهتر مفهوم سیکل کاری
برای اینکه در حین پروژه دچار سردرگمی نشوید، این نسبت طلایی را همیشه به خاطر بسپارید:
دیوتی سایکل = (زمان جوشکاری مداوم ÷ ۱۰ دقیقه استاندارد) × ۱۰۰
زمان قوس الکتریکی: زمانی که الکترود در حال ذوب شدن و ایجاد اتصال است.
زمان استراحت فن: زمانی که دستگاه روشن است، برد کنترل کار می کند و فن با حداکثر سرعت در حال جا به جایی حرارت از روی هیت سینک ها به بیرون است.
♦️ نکته کاربری برای شما: بسیاری از کاربران تصور می کنند وقتی دستگاه در حالت استراحت است، باید آن را خاموش کنند. اما به عنوان یک متخصص به شما می گوییم: هرگز دستگاه را بلافاصله پس از اتمام کار خاموش نکنید! اجازه دهید فن ها در زمان استراحت، حرارت انباشته شده در لایه های داخلی ترانس و سوییچ های قدرت را تخلیه کنند. این کار ساده، عمر خازن های صافی دستگاه شما را تا چندین سال افزایش می دهد.
کدام قطعات در اینورتر، چرخه کاری دستگاه جوش را تعیین می کنند؟
باید بدانید که چرخه جوشکاری یک پارامتر «تنظیمی» نیست که شما آن را تغییر دهید، بلکه یک پارامتر «ساختاری» است که به کیفیت اجزای اینورتر جوشکاری بستگی دارد. قطعات زیر مسئول اصلی حفظ و تعیین این عدد هستند:
ترانزیستورهای قدرت (IGBT یا MOSFET)
قلب تپنده دستگاه که وظیفه سوییچینگ جریان را دارد. هرچه تکنولوژی این قطعات جدیدتر باشد (مانند IGBT نسل جدید آروا)، اتلاف انرژی کمتر و در نتیجه سیکل کاری بالاتر می رود.
هیت سینک ها (خنک کننده های آلومینیومی)
این قطعاتِ فلزی وظیفه جذب گرما از ترانزیستورها را دارند. هرچه حجم و خلوص آلومینیوم به کاررفته در هیت سینک بیشتر باشد، دستگاه دیرتر داغ شده و عدد دیوتی سایکل آن واقعی تر خواهد بود.
فن خنک کننده و مجاری هوا
فن وظیفه تخلیه گرمای هیت سینک ها را دارد. در دستگاه های آروا از فن های دور بالا (High-Speed) استفاده می شود که با ایجاد جریان هوای پرفشار، زمان استراحت دستگاه را به حداقل می رسانند.
سنسور حرارتی (ترموئیچ)
این قطعه نگهبان دستگاه است. وظیفه آن اندازه گیری لحظه ای دمای قطعات و فرمان دادن به سیستم برای روشن کردن چراغ O.C در صورت عبور از خط قرمز سیکل کاری است.
بیشتر بخوانید: عیب یابی دستگاه جوش اینورتر
چگونه پلاک فنی دستگاه جوش را بخوانیم؟ مفهوم پارامترهای X و I2 در دیوتی سایکل چیست؟

پلاک فنی یا همان شناسنامه دستگاه جوش، حاوی جدولی است که دقیقاً به شما می گوید دستگاه در چه شرایطی کم می آورد و در چه شرایطی “دائم کار” است. برای درک این جدول، باید با دو نماد کلیدی آشنا شوید:
چطور بفهمیم دستگاه جوشمان چقدر مداوم می تواند کار کند؟ راهنمای تفسیر جدول پلاک
در جدول مشخصات فنی، معمولاً سه ردیف اصلی می بینید که رابطه مستقیم با توان حرارتی دستگاه دارند:
- پارامتر (X): این همان دیوتی سایکل است که به درصد بیان می شود (مثلاً ۴۰٪، ۶۰٪ یا ۱۰۰٪).
- پارامتر (I2): نشان دهنده مقدار جریان خروجی (آمپراژ) است که در آن چرخه کاری خاص، از دستگاه دریافت می کنید.
- پارامتر (U2): ولتاژ خروجی در حین جوشکاری را نشان می دهد که طبق استانداردهای الکترونیک قدرت، با تغییر جریان، تغییر می کند.
|
مقدار X (سیکل کاری) |
مقدار I2 (جریان خروجی) |
وضعیت عملکرد |
| ۶۰٪ | ۲۰۰ آمپر | ۶ دقیقه کار / ۴ دقیقه استراحت در حداکثر توان |
| ۱۰۰٪ | ۱۵۵ آمپر | کار مداوم و بدون وقفه (دائم کار) |
برای درک بهتر یک مثال واقعی می زنیم. عکس زیر تصویری از جدول مشخصات یک اینورتر آرواست:
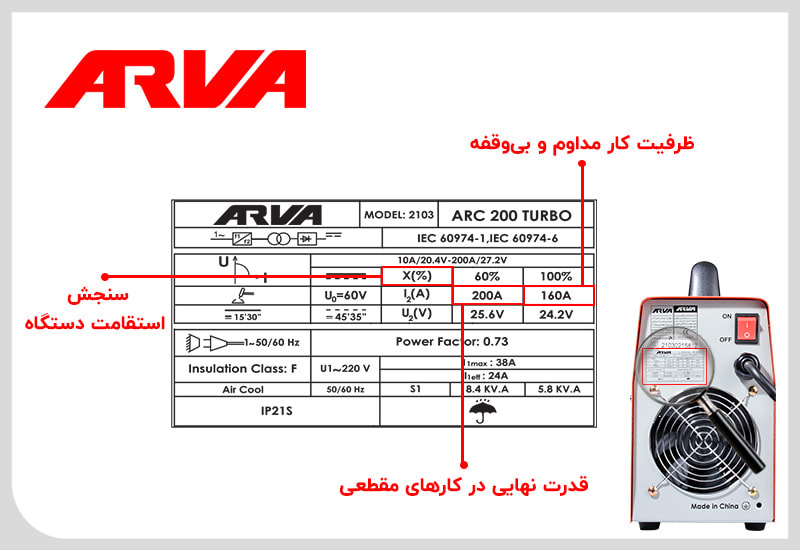
حالا توضیحات عکس را می توانید در جدول زیر مشاهده کنید:
| شماره | نماد روی پلاک | مفهوم فنی | توضیح به زبان ساده |
| ۱ | X | چرخه کاری (Duty Cycle) | نشان دهنده نسبت زمان جوشکاری به استراحت در یک بازه ۱۰ دقیقه ای. |
| ۲ | ۴۰٪ | حداکثر توان حرارتی | در جریان ۲۰۰ آمپر، ۴ دقیقه جوشکاری مداوم و ۶ دقیقه استراحت نیاز است. |
| ۳ | ۱۰۰٪ | حالت دائم کار | در جریان ۱۲۶ آمپر، دستگاه بدون نیاز به استراحت و به صورت مداوم جوش می دهد. |
چرا در آمپرهای پایین تر، چرخه کاری به ۱۰۰٪ می رسد؟
شاید برایتان سوال باشد که چرا یک دستگاه ۲۰۰ آمپر، وقتی روی ۱۵۰ آمپر تنظیم می شود، دیگر نیاز به استراحت ندارد؟ پاسخ در مدیریت تلفات حرارتی نهفته است.
وقتی شما آمپر را کاهش می دهید، طبق فرمول های توان الکتریکی، حرارت تولید شده در سوییچ های قدرت (IGBT) به شدت افت می کند. در این حالت، سیستم خنک کننده (فن و هیت سینک) می تواند سریع تر از آنکه حرارت تولید شود، آن را دفع کند. به همین دلیل در آمپرهای پایین، دستگاه به تعادل حرارتی می رسد و می تواند بدون محدودیت زمانی به جوشکاری ادامه دهد.
♦️ نکته کاربری متخصص آروا: همیشه هنگام خرید، به ردیف ۱۰۰٪ در جدول پلاک دقت کنید. اگر قصد دارید پروژه ای طولانی انجام دهید، آمپراژ مورد نیاز شما باید نزدیک به عدد مقابل ۱۰۰٪ باشد، نه حداکثر آمپر دستگاه. این هوشمندانه ترین روش برای جلوگیری از استهلاک برد الکترونیکی است.
دسته بندی انواع اینورتر بر اساس توان و ظرفیت چرخه جوشکاری چیست

در این بخش، به سراغ طبقه بندی دستگاه ها بر اساس توان حرارتی می رویم تا دقیقاً بدانید هنگام کار با دستگاه جوش برای هر پروژه، مناسب ترین چرخه جوشکاری چیست و کدام دستگاه پاسخگوی نیاز شماست.
انتخاب دستگاه جوش بدون در نظر گرفتن ظرفیت حرارتی آن، می تواند منجر به سوختن برد یا اتلاف وقت شما در پروژه شود. از منظر مهندسی، دستگاه ها به سه سطح اصلی تقسیم می شوند:
اینورترهای خانگی و سبک (سیکل کاری ۱۰٪ تا ۳۰٪)
این دستگاه ها معمولاً کوچک، سبک و دارای هیت سینک های ظریف تری هستند. اگر برای تعمیرات جزئی منزل، اتصال یک لولا یا خال جوش زدن به دنبال ابزار هستید، این رده برای شماست. در این مدل ها، شما حدود ۲ تا ۳ دقیقه جوشکاری مداوم دارید و سپس باید حدود ۷ دقیقه به دستگاه فرصت دهید تا خنک شود. استفاده بیش از حد از این دستگاه ها در پروژه های طولانی، باعث فشار مضاعف به ترانس اصلی می شود.
دستگاه های نیمه صنعتی (سیکل کاری ۴۰٪ تا ۶۰٪)
این رده، محبوب ترین انتخاب برای کارگاه های آهنگری، ساخت درب و پنجره و اسکلت های سبک است. وقتی صحبت از دستگاهی با سیکل کاری ۶۰٪ می شود، یعنی دستگاه از قطعات الکترونیکی با پایداری حرارتی بالاتر بهره می برد. شما می توانید با این ابزارها پروژه های نیمه سنگین را با سرعت قابل قبولی پیش ببرید؛ چرا که تعادل میان زمان کار و استراحت در آن ها بهینه سازی شده است.
ماشین های جوشکاری صنعتی (سیکل کاری ۸۵٪ تا ۱۰۰٪)
این غول های تکنولوژی که به عنوان “دائم کار” شناخته می شوند، برای پروژه های اسکلت فلزی عظیم و خطوط تولید طراحی شده اند. در این دستگاه ها، سیستم خنک کننده (کولینگ) به قدری قدرتمند است که دمای قطعات را همواره زیر حد بحرانی نگه می دارد. در واقع در مدل های ۱۰۰٪، عملاً مفهومی به نام توقف برای خنک شدن وجود ندارد.
فرمول طلایی برای محاسبه دقیق سیکل کاری (اصلی و ثانویه)

محاسبه چرخه کاری فقط یک عدد روی کاغذ نیست؛ بلکه ضامن سلامت برد الکترونیکی دستگاه شماست. برای درک این موضوع، ما دو نوع محاسبه داریم:
فرمول ساده محاسبه درصد سیکل کاری
همان طور که در بخش های قبلی اشاره کردیم، مبنای استاندارد، یک بازه ۱۰ دقیقه ای است. برای اینکه بدانید دستگاه شما چند درصد سیکل کاری دارد، از این فرمول ساده استفاده کنید:
۱۰۰ × (۱۰ ÷ زمان جوشکاری مداوم بر حسب دقیقه) = درصد چرخه کاری
برای مثال، اگر دستگاهی دارید که بعد از ۳ دقیقه جوشکاری مداوم با حداکثر آمپر، سیستم حفاظتی (O.C) آن فعال می شود، چرخه کاری آن دستگاه ۳۰٪ است.
فرمول محاسبه چرخه کاری ثانویه
گاهی در پروژه های حساس، مجبور می شوید از آمپری بالاتر از عدد استاندارد ۱۰۰٪ پلاک استفاده کنید. اما از کجا بفهمیم چند دقیقه مجاز هستیم به کار ادامه دهیم بدون اینکه به ترانزیستورها آسیب برسد؟ اینجاست که مهندسان از فرمول چرخه کاری ثانویه استفاده می کنند:
فرمول محاسبه چرخه کاری ثانویه
T =
2
× Drated
✅مثال کاربردی برای درک بهتر:
تصور کنید دستگاه شما در جریان ۱۶۰ آمپر، سیکل کاری ۶۰٪ دارد. اگر بخواهید با همان دستگاه ۲۰۰ آمپر خورش بدهید، طبق این فرمول، زمان مجاز شما از ۶ دقیقه به حدود ۳.۸ دقیقه کاهش می یابد.
♦️ نکته کاربری برای شما: برای اینکه خیالتان از بابت محاسبات راحت باشد، همیشه سعی کنید از فرمول محافظه کارانه استفاده کنید. یعنی اگر فرمول به شما ۳.۸ دقیقه زمان داد، شما ۳ دقیقه را مبنا قرار دهید. این فاصله ایمنی، تأثیر نوسانات احتمالی برق ورودی را خنثی کرده و اجازه نمی دهد حرارت در هسته ترانسفورماتور دستگاه انباشته شود.
معنی چرخه کاری ۶۰٪، ۳۰٪ و ۱۰۰٪ در جوشکاری چیست؟

درک این اعداد به شما کمک می کند تا خروجی کار را مدیریت کنید. بیایید ببینیم این درصدها در دنیای واقعی و پشت انبر جوشکاری چه معنایی دارند:
چرخه کاری ۳۰٪ (مناسب مصارف خانگی)
این عدد یعنی دستگاه شما برای کارهای “مقطعی” طراحی شده است. شما می توانید یک نبشی را به چهارچوب جوش دهید، اما برای جوش دادن یک شاخه تیرآهن طولانی، باید صبور باشید. اگر بیشتر از ۳ دقیقه مداوم جوشکاری کنید، سیستم ایمنی دستگاه جریان را قطع می کند.
چرخه کاری ۶۰٪ (استاندارد آهنگری)
این یک عدد ایده آل برای کارهای نیمه صنعتی است. در عمل، تا زمانی که شما بخواهید الکترود بعدی را بردارید یا گل جوش را پاک کنید، دستگاه بخش زیادی از دمای خود را دفع کرده است. این یعنی در یک روز کاری معمولی، عملاً توقفی را حس نخواهید کرد.
چرخه کاری ۱۰۰٪ (دائم کار صنعتی)
این یعنی “توقف ممنوع”. این دستگاه ها برای پروژه هایی مثل اسکلت سازی که جوشکاری های طولی و مداوم دارند ساخته شده اند. در اینجا محدودیت زمان جوشکاری مطرح نیست و تنها عامل محدودکننده، خستگی خودِ جوشکار است!
♦️ نکته کاربری متخصص آروا: فراموش نکنید که این اعداد معمولاً در دمای استاندارد ۴۰ درجه سانتی گراد اندازه گیری می شوند. اگر در یک محیط خنک تر (مثلاً ۲۰ درجه) کار می کنید، عملاً چرخه جوشکاری در اینجا سیکل کاری دستگاه شما به طور طبیعی کمی بالاتر از عدد روی پلاک خواهد بود؛ اما توصیه مهندسی ما این است که همیشه بر اساس بدترین شرایط (همان عدد پلاک) برنامه ریزی کنید تا به قطعات الکترونیکی فشار نیاید.
کدام چرخه کاری اینورتر جوشکاری مناسب شماست؟
برای اینکه انتخاب هوشمندانه تری داشته باشید، جدول زیر را به عنوان راهنمای سریع مطالعه کنید:
| نوع کاربرد | چرخه جوشکاری پیشنهادی | نوع دستگاه |
| تعمیرات قفل، لولا و خرده کاری منزل | ۱۰٪ تا ۳۰٪ | خانگی / Hobby |
| ساخت آلاچیق، درب و پنجره و نرده | ۴۰٪ تا ۶۰٪ | نیمه صنعتی / Semi-Professional |
| نصب اسکلت ساختمانی و مخزن سازی | ۸۵٪ تا ۱۰۰٪ | صنعتی / Heavy Duty |
♦️ نکته کاربری برای شما: اگر قصد خرید دارید، همیشه یک پله بالاتر از نیاز فعلی تان را انتخاب کنید. مثلاً اگر فکر می کنید به سیکل کاری ۴۰٪ نیاز دارید، خرید یک دستگاه ۶۰٪ به شما این اطمینان را می دهد که قطعات داخلی تحت فشار حداکثری قرار نمی گیرند و دستگاه شما هرگز داغ (Overheat) نمی شود.
در این بخش به عنوان یک متخصص، راهکارهای عملیاتی را به شما آموزش می دهم تا بدون فشار آوردن به قطعات حساس الکترونیکی، بیشترین بازدهی را از دستگاه خود بگیرید.
چگونه بهره وری خود را در چرخه جوشکاری افزایش دهیم؟

بسیاری از کاربران تصور می کنند تنها راه مدیریت حرارت، صبر کردن است؛ اما با چند تکنیک مهندسی ساده می توانید زمان مفید کار با دستگاه را افزایش دهید و از فعال شدن مکرر سیستم حفاظتی جلوگیری کنید.
مدیریت هوشمند آمپراژ بر اساس ضخامت قطعه
یکی از دلایل اصلی داغ شدن زودهنگام دستگاه، استفاده از آمپر بالا برای قطعات ظریف است. برای بهینه سازی عملکرد، آمپر خروجی را دقیقاً متناسب با قطر الکترود و ضخامت قطعه تنظیم کنید.
نکته فنی: هرچه آمپر بالاتر برود، طبق قانون “ژول”، حرارت تولید شده در بردهای داخلی به صورت نمایی افزایش می یابد. با کاهش تنها ۱۰ آمپر (در صورتی که کیفیت جوش آسیب نبیند)، می توانید زمان چرخه جوشکاری را تا چندین دقیقه به نفع خود تغییر دهید.
زمان بندی هوشمند و پیش دستی بر چراغ O.C
منتظر نمانید تا چراغ زرد رنگ (Over Current / Over Heat) روشن شود. روشن شدن این چراغ یعنی دمای سوییچ های قدرت به مرز بحرانی رسیده و سیستم برای جلوگیری از سوختن، خروجی را قطع کرده است.
✅ پیشنهاد آروا: اگر می دانید سیکل کاری دستگاه شما ۶۰٪ است، به جای ۶ دقیقه کار مداوم، بعد از ۵ دقیقه جوشکاری، ۲ دقیقه به دستگاه استراحت دهید. این استراحت های میانی کوتاه بسیار موثرتر از توقف طولانی اجباری پس از داغ شدن کامل دستگاه است.
بهینه سازی محیطی و نگهداری سیستم خنک کننده
محیط کار شما مستقیماً بر سرعت تخلیه حرارت اثر می گذارد. رعایت این سه مورد، راندمان فن دستگاه را دوبرابر می کند:
مسیر جریان هوا: دستگاه را حداقل ۳۰ سانتی متر از دیوار یا موانع فاصله دهید تا هوای تازه به راحتی توسط فن مکیده شود.
نظافت داخلی: گرد و غبار مانند یک عایق حرارتی روی هیت سینک ها عمل می کند. هر چند وقت یک بار (با رعایت نکات ایمنی و قطع برق) داخل دستگاه را با فشار باد تمیز کنید.
سطح اتکا: دستگاه را مستقیماً روی زمین پر از خاک و خلل و فرج قرار ندهید تا فن، براده های آهن و خاک را به داخل بردها نکشد.
♦️ نکته کاربری برای شما: همیشه به صدای فن دستگاه گوش دهید. اگر صدای فن تغییر کرده یا کند شده است، بلافاصله کار را متوقف کنید. در دنیای اینورترها، فن سالم یعنی بقای عمر IGBT ها؛ پس هرگز نسبت به سلامت سیستم تهویه بی تفاوت نباشید.
چه عوامل محیطی بر راندمان و duty cycle تأثیر می گذارند؟

در این بخش به سراغ عواملی می رویم که معمولاً در کاتالوگ ها کمتر به آن ها پرداخته می شود، اما در دنیای واقعی، تعیین کننده اصلی پایداری دستگاه شما هستند.
گاهی با وجود اینکه طبق محاسبات پیش می روید، دستگاه زودتر از حد انتظار داغ می شود. به عنوان یک متخصص، باید بدانید که اعداد درج شده روی پلاک در شرایط آزمایشگاهی اندازه گیری شده اند. در محیط کار واقعی، پارامترهای زیر معادلات را تغییر می دهند:
دمای محیط؛ استاندارد IEC در مقابل واقعیت
طبق استاندارد جهانی IEC 60974-1، سیکل کاری معمولاً در دمای ۴۰ درجه سانتی گراد تست می شود.
تأثیر دما: اگر در تابستان و زیر تابش مستقیم آفتاب جوشکاری می کنید، دمای داخلی قطعات بسیار سریع تر به نقطه بحرانی می رسد. در مقابل، در هوای سرد زمستان، شما عملاً ظرفیت بالاتری از دیوتی سایکل اعلام شده را در اختیار خواهید داشت.
♦️ نکته طلایی: همیشه دستگاه را در سایه قرار دهید. تابش آفتاب به بدنه فلزی دستگاه می تواند دمای داخلی را تا ۱۵ درجه افزایش دهد، حتی قبل از اینکه جوشکاری را شروع کنید!
نوسانات ولتاژ ورودی و کابل های رابط طولانی
ولتاژ ورودی رابطه معکوس با حرارت تولید شده در بخش سوییچینگ دارد.
کابل های سیار طولانی: وقتی از کابل های رابط با طول زیاد و نمره ضعیف استفاده می کنید، افت ولتاژ شدیدی اتفاق می افتد. برای جبران این افت ولتاژ، بخش IGBT دستگاه مجبور است جریان بیشتری از مدار بکشد که منجر به داغ شدن غیرعادی ترانزیستورها و کاهش شدید سیکل کاری می شود.
♦️ پیشنهاد فنی: برای فواصل بیش از ۱۰ متر، حتماً از کابل های با قطر مناسب (حداقل نمره ۲.۵ یا ۴) استفاده کنید تا فشار مضاعف به برد وارد نشود.
گرد و غبار و ذرات رسانای فلزی
محیط های کارگاهی پر از براده های آهن و گرد و خاک هستند.
- انسداد مجاری: گرد و غبار روی پره های هیت سینک (خنک کننده آلومینیومی) مانند یک لایه عایق عمل کرده و مانع از انتقال حرارت به هوا می شود.
- خطر اتصال کوتاه: گرد و غبار فلزی می تواند باعث آرک زدن بین قطعات الکترونیکی روی برد شود که نتیجه آن سوختن ناگهانی دستگاه است.
♦️ نکته کاربری برای شما: اگر در محیطی با گرد و غبار زیاد کار می کنید، سیکل های استراحت را ۲۰٪ طولانی تر در نظر بگیرید. این کار به فن دستگاه فرصت می دهد تا با فشار هوای بیشتر، ذرات معلق را از لابلای قطعات حساس خارج کند.
چرا عبور از مرز مجاز چرخه کاری دستگاه جوش، برای دستگاه شما خطرناک است؟

سیستم های ایمنی مانند چراغ O.C (Over Current) طراحی شده اند تا از سوختن فوری دستگاه جلوگیری کنند، اما تکیه مطلق به آن ها مثل این است که همیشه ماشین خود را تا مرز “ردلاین” گاز بدهید و منتظر بمانید تا جوش بیاورد. این کار به مرور زمان، سلامت قلب دستگاه را از بین می برد.
اثر تخریبی حرارت روی ترانزیستورهای IGBT و ماسفت
قطعات نیمه هادی مانند IGBT، تحمل دمایی مشخصی دارند (معمولاً تا ۱۵۰ درجه سانتی گراد). وقتی شما از خط قرمز چرخه کاری عبور می کنید، دمای پیوند داخلی این قطعات بالا می رود.
حتی اگر دستگاه بلافاصله نسوزد، هر بار داغ شدنِ بیش از حد، باعث ایجاد میکرو-ترک هایی در لایه های سیلیکونی ترانزیستور می شود. این یعنی دستگاهی که باید ۵ سال کار کند، ممکن است بعد از یک سال دچار خرابی ناگهانی شود.
کاهش شدید عمر خازن های الکترولیتی
خازن های صافی ورودی، حساس ترین قطعات نسبت به دما هستند. در دنیای الکترونیک قانونی وجود دارد که می گوید: «با هر ۱۰ درجه افزایش دمای محیطی خازن، عمر مفید آن به نصف کاهش می یابد.»
وقتی بدنه دستگاه به دلیل عدم رعایت سیکل کاری داغ می ماند، الکترولیت داخل خازن ها به مرور تبخیر شده و خاصیت خود را از دست می دهند. این اتفاق باعث می شود خروجی دستگاه دیگر آن نرمی و ثبات اولیه را نداشته باشد و اصطلاحاً دستگاه “پاشش” زیادی پیدا کند.
چرا چراغ O.C به تنهایی کافی نیست؟
 سیستم قطع کن حرارتی معمولاً روی هیت سینک (خنک کننده آلومینیومی) نصب شده است. مشکل اینجاست که بین دمای هسته قطعه و دمای هیت سینک فاصله زمانی وجود دارد. یعنی گاهی قبل از اینکه سنسور بفهمد و جریان را قطع کند، مرکز ترانزیستور به دمای خطرناک رسیده است. تکرار این چرخه، دستگاه را به سمت سوختن نابهنگام سوق می دهد.
سیستم قطع کن حرارتی معمولاً روی هیت سینک (خنک کننده آلومینیومی) نصب شده است. مشکل اینجاست که بین دمای هسته قطعه و دمای هیت سینک فاصله زمانی وجود دارد. یعنی گاهی قبل از اینکه سنسور بفهمد و جریان را قطع کند، مرکز ترانزیستور به دمای خطرناک رسیده است. تکرار این چرخه، دستگاه را به سمت سوختن نابهنگام سوق می دهد.
♦️ نکته کاربری متخصص آروا: همیشه به یاد داشته باشید که سیستم حفاظتی، یک چتر نجات برای مواقع اضطراری است، نه ابزاری برای مدیریت زمان کار! اگر چراغ O.C دستگاه شما روشن شد، آن را به عنوان یک هشدار جدی در نظر بگیرید که یعنی سبک جوشکاری شما با توان آن دستگاه همخوانی ندارد. در این شرایط، بهترین کار ارتقای دستگاه به مدلی با چرخه جوشکاری بالاتر است.
در مجموع این کار باعث به خطر افتادن سلامت دستگاه شما می شود. با هم بخشی از مطلب سایت میلر را در این مورد می خوانیم:
از نگاه ایمنی، فراتر رفتن از چرخه کاری پیشنهادی دستگاه، ریسک تخریب و فرسودگی قطعات داخلی را به شدت افزایش می دهد که می تواند منجر به خرابی ناگهانی و غیرایمن دستگاه در حین کار شود. در مقابل، انتخاب دستگاهی با چرخه کاری بالاتر، ریسک آتش سوزی یا حوادث ناشی از داغ شدن بیش از حد (Overheating) را به حداقل می رساند.
چرا دستگاه جوش من زودتر از عدد اعلام شده روی پلاک خاموش می شود؟

در این بخش به یکی از پرتکرارترین سوالات کاربران پاسخ می دهیم؛ یعنی زمانی که دستگاه زودتر از انتظارتان متوقف می شود. بیایید بررسی کنیم که ریشه این تضاد بین کاتالوگ و واقعیت در چرخه جوشکاری.
بسیاری از جوشکاران گلایه می کنند که دستگاه شان با وجود ادعای سیکل کاری بالا، خیلی سریع داغ (Overheat) شده و سیستم حفاظتی اش فعال می شود. این اتفاق معمولاً دو دلیل اصلی دارد: اعتبار برند و مهندسی قطعات داخلی.
چالش اعداد واقعی در مقابل اعداد فیک
در بازار ابزار، متأسفانه برخی برندهای متفرقه برای جذب مشتری، اعدادی غیرواقعی روی پلاک دستگاه درج می کنند. مثلاً روی دستگاهی که عملاً در جریان ۲۰۰ آمپر سیکل کاری ۱۰٪ دارد، عدد ۶۰٪ را حک می کنند.
برندهای معتبر (مانند آروا): تست های خود را در دمای استاندارد ۴۰ درجه و تحت نظارت مهندسی انجام می دهند. عددی که شما می بینید، خروجی واقعی دستگاه در سخت ترین شرایط است.
دستگاه های بی کیفیت: تست ها را در دمای پایین (مثلاً ۲۰ درجه) انجام می دهند یا اصلاً تستی انجام نمی دهند! در نتیجه وقتی شما در محیط کارگاهی از آن ها استفاده می کنید، دستگاه توان پاسخگویی به آن عدد را ندارد.
نقش حیاتی هیت سینک و فن در پایداری حرارتی
حتی اگر دو دستگاه دارای ترانزیستورهای یکسانی باشند، کیفیت سیستم خنک کننده می تواند چرخه جوشکاری آن ها را کاملاً متفاوت کند.
هیت سینک های ضعیف: در دستگاه های ارزان قیمت، از هیت سینک های آلومینیومی با خلوص پایین و سطح تماس کم استفاده می شود که نمی توانند حرارت را سریع از IGBT بگیرند.
تکنولوژی فن: فن های بی کیفیت دور پایین تری دارند و حجم هوای (CFM) کمتری را جا به جا می کنند. در مقابل، دستگاه های تراز اول از فن های دور بالا (High Speed) استفاده می کنند که جریان هوای پرفشاری را از میان پره های خنک کننده عبور می دهند.
کیفیت اتصالات و شینه کشی های داخلی
گاهی حرارت نه از خود ترانزیستور، بلکه از اتصالات ضعیف روی برد ناشی می شود. شینه های مسی با خلوص پایین یا قلع کاری های نازک، خودشان به عنوان یک “المنت” عمل کرده و دمای داخلی محفظه دستگاه را به شدت بالا می برند که منجر به خاموشی زودهنگام می شود.
♦️ نکته کاربری متخصص آروا: برای تشخیص اصالت عدد پلاک، به وزن دستگاه و حجم شیارهای تهویه نگاه کنید. دستگاهی که ادعای سیکل کاری بالا دارد اما بسیار سبک است و فن کوچکی دارد، به احتمال زیاد در بیان اعداد صادق نبوده است. در برندهای معتبر، تناسب بین جرم هیت سینک و توان خروجی کاملاً رعایت شده است.
چگونه بهترین انتخاب را داشته باشیم؟

خرید یک دستگاه جوش فقط بر اساس عدد آمپر، بزرگترین اشتباهی است که یک خریدار می تواند مرتکب شود. برای اینکه بدانید مناسب ترین چرخه جوشکاری چیست و آیا دستگاهی که در دست دارید واقعاً توان ادعایی اش را دارد یا خیر، این سه فاکتور کلیدی را در زمان خرید بررسی کنید:
تناسب آمپر واقعی با ضخامت الکترود
اولین قدم این است که از خود بپرسید: «بیشترین پروژه های من با چه الکترودی انجام می شود؟»
اگر قرار است روزانه چندین بسته الکترود ۴ مصرف کنید، دستگاهی با سیکل کاری ۶۰٪ در آمپر پایین (مثلاً ۱۶۰ آمپر) برای شما کارایی ندارد. شما به دستگاهی نیاز دارید که در آمپر ۲۰۰ به بالا، سیکل کاری حداقل ۸۰٪ داشته باشد.
نکته فنی: همیشه به عددی که در مقابل ۱۰۰٪ روی پلاک درج شده دقت کنید. آن عدد، جریان واقعی است که می توانید بدون ترس از سوختن، در تمام طول روز با آن کار کنید.
بررسی فیزیکی؛ وزن و سیستم خنک کننده
به عنوان یک متخصص مهندسی الکترونیک، رازی را به شما می گوییم: «حرارت، دشمن شماره یک ترانزیستور است و دفع حرارت نیاز به جرمِ آلومینیوم دارد.»
اگر دستگاهی ادعای چرخه کاری ۸۰٪ یا ۱۰۰٪ صنعتی دارد اما وزن آن به شدت سبک است، کمی شک کنید! هیت سینک های داخلی باید به قدری بزرگ باشند که بتوانند گرمای ناشی از جریان بالا را جذب کنند.
نکته کاربری: از پشت شیارهای دستگاه به داخل نگاه کنید؛ پهنای پره های آلومینیومی و اندازه فن خنک کننده، صادقانه ترین گواه برای صحت عدد چرخه جوشکاری درج شده روی پلاک هستند.
مهمترین نکته برای شما استاندارد دمایی تست
هنگام مطالعه کاتالوگ یا صحبت با فروشنده، بپرسید که این سیکل کاری در چه دمایی تست شده است؟
- استاندارد معتبر: تست در دمای ۴۰ درجه سانتی گراد. این یعنی دستگاه در گرمای تابستان هم شما را تنها نمی گذارد.
- استاندارد فریبنده: تست در دمای ۲۰ یا ۲۵ درجه. دستگاهی که در ۲۵ درجه، سیکل کاری ۶۰٪ دارد، در دمای ۴۰ درجه کارگاه ممکن است به زور به ۳۰٪ برسد!
♦️ نکته کاربری برای شما: قبل از نهایی کردن خرید، به “گارانتی” دستگاه توجه کنید. برندهایی که چرخه کاری واقعی ارائه می دهند، معمولاً گارانتی های بلندمدت و معتبری دارند؛ چون از پایداری حرارتی قطعات داخلی خود (مانند پل دیودها و خازن ها) اطمینان کامل دارند. برای آشنایی بیشتر با مدل های دائم کار، مطالعه بخش مشخصات فنی محصولات آروا برایتان مفید است.
در فرایندهای MMA، TIG و MIG تفاوت رفتار چرخه جوشکاری چیست

در این بخش به سراغ یک مبحث کاملاً تخصصی می رویم؛ برررسی چرخه کاری برای انواع جوشکاری. جایی که متوجه خواهید شد چرا یک دستگاه ۲۰۰ آمپر در حالت الکترود دستی (MMA) عالی عمل می کند اما ممکن است در فرایند دیگری مثل آرگون (TIG)، شما را با چالش حرارتی روبرو کند.
ماهیت قوس الکتریکی و نحوه تولید حرارت در هر یک از این روش ها متفاوت است. به همین دلیل، یک منبع تغذیه واحد، بسته به اینکه در چه حالتی از آن استفاده می کنید، سیکل کاری متفاوتی را از خود نشان می دهد.
جوشکاری الکترود دستی (MMA): سیکل کاری منعطف
در جوشکاری MMA یا جوشکاری الکترود دستی ، فرایند ذوب شدن الکترود و تعویض آن، به طور طبیعی یک وقفه در کار ایجاد می کند. این یعنی حتی اگر چرخه جوشکاری دستگاه پایین باشد، زمان تعویض الکترود و پاک کردن گل جوش (Slag)، به فن ها فرصت خنک سازی می دهد. به همین دلیل در این روش، فشار حرارتی به صورت “لحظه ای و منقطع” است.
جوشکاری میگ/مگ (MIG/MAG): آزمون استقامت
در در جوشکاری میگ یا جوشکاری MAW خبری از تعویض الکترود نیست. شما ماشه تورچ را می کشید و ممکن است چندین متر جوشکاری ممتد انجام دهید. در اینجا، دستگاه فرصتی برای استراحت ندارد. به همین دلیل در دستگاه های دوکاره، سیکل کاری در حالت MIG معمولاً سخت گیرانه تر محاسبه می شود؛ چون تلفات حرارتی در ترانزیستورها به دلیل جریان کشی مداوم، بسیار بالاتر است.
چرا در جوشکاری آرگون (TIG) دیوتی سایکل اهمیت حیاتی تری دارد؟
برای جوشکاری به روش TIG یا جوشکاری آرگون، ما با قوس پایدار و طولانی سروکار داریم. اما نکته مهندسی اینجاست: در جوشکاری آرگون، ولتاژ قوس نسبت به MMA کمتر است، اما برای جبران توان، جریان (آمپر) بالایی از برد عبور می کند.
حساسیت قطعات: در فرایند جوشکاری TIG، به دلیل استفاده از فرکانس بالا (HF) برای شروع قوس، قطعات ظریف تری در مسیر مدار قرار دارند که نسبت به افزایش دما به شدت حساس هستند.
جوشکاری ظریف و طولانی: در پروژه هایی مثل مخزن سازی، جوشکار ممکن است دقایق طولانی بدون قطع کردن قوس، مشغول پیشبرد حوضچه مذاب باشد. کوچکترین افت در سیکل کاری در اینجا باعث می شود که قوس از حالت پایدار خارج شده و کیفیت جوش (که در آرگون حیاتی است) از بین برود.
♦️ نکته کاربری متخصص آروا: اگر یک دستگاه سه کاره دارید، همیشه توجه داشته باشید که عددی که روی پلاک برای حالت MMA نوشته شده، لزوماً برای حالت TIG صدق نمی کند. همیشه جدول پلاک را برای پارامتر TIG جداگانه بررسی کنید. برای آشنایی بیشتر با این تفاوت ها، مطالعه دفترچه راهنمای تخصصی محصولات چندکاره آروا برایتان مفید است؛ چرا که پایداری قوس در آرگون، مستقیماً به سلامت خازن های صافی در سیکل های کاری بالا گره خورده است.
آیا بالاتر بودن عدد چرخه جوشکاری نشانه کیفیت برتر دستگاه است؟

در این بخش می خواهیم به یکی از رایج ترین باورهای اشتباه در بازار ابزار پاسخ دهیم. آیا صرفاً بزرگ بودن عدد دیوتی سایکل، تضمین کننده طول عمر و کیفیت نهایی دستگاه است؟
پاسخ کوتاه به این سوال، «خیر» است. عدد چرخه کاری به تنهایی فقط نشان دهنده ظرفیت حرارتی دستگاه در یک بازه زمانی کوتاه است، نه لزوماً کیفیت ساخت یا طول عمر آن. برای درک بهتر، بیایید نگاهی مهندسی به درون جعبه اینورترها بیندازیم:
تحلیل رابطه کمیت (عدد پلاک) و کیفیت (قطعات داخلی)
یک دستگاه ممکن است چرخه کاری ۸۰٪ داشته باشد، اما این عدد را به قیمت فشار آوردن بیش از حد به قطعات ارزان قیمت به دست آورده باشد. در مقابل، یک دستگاه با سیکل ۶۰٪ اما با قطعات تراز اول، می تواند سال ها بدون خرابی کار کند. کیفیت واقعی در جزئیات زیر نهفته است:
نوع ترانزیستور (IGBT vs MOSFET): دستگاه های باکیفیت آروا از نسل های جدید IGBT استفاده می کنند که پایداری حرارتی بسیار بالاتری دارند. یک IGBT باکیفیت حتی در دمای بالا هم افت ولتاژ ناچیزی دارد.
تکنولوژی برد (PCB): در دستگاه های ارزان قیمت، برد دستگاه جوش نازک است و تحمل گرمای ناشی از جریان های بالا را ندارد. در دستگاه های استاندارد، ضخامت لایه مسی برد به گونه ای طراحی شده که خودِ برد به عنوان یک کمک کننده برای دفع حرارت عمل کند.
تراکم خازن ها: دستگاهی که عدد سیکل کاری بالایی دارد اما تعداد خازن آن کم است، در درازمدت دچار افت ولتاژ و پاشش جوش می شود. کیفیت خازن ها (تحمل دمای ۱۰۵ درجه به جای ۸۵ درجه) تعیین کننده دوام دستگاه در چرخه های کاری سنگین است.
مقایسه هوشمندانه دو دستگاه با چرخه کاری متفاوت
| پارامتر ارزیابی | دستگاه A (اعداد فریبنده) | دستگاه B (مهندسی شده – آروا) |
| عدد روی پلاک | ۸۰٪ (غیر واقعی) | ۶۰٪ (واقعی و استاندارد) |
| کیفیت ترانزیستور | برندهای متفرقه و ارزان | برندهای معتبر جهانی (Infineon یا Fairchild) |
| سیستم حفاظتی | تک مرحله ای و ضعیف | چند لایه (دمایی، جریان و ولتاژ) |
| نتیجه در بلندمدت | سوختن ناگهانی پس از اتمام گارانتی | پایداری عملکرد و حفظ کیفیت جوش تا چندین سال |
♦️ نکته کاربری برای شما: هنگام انتخاب، به جای تعقیب بزرگترین عدد، به دنبال تعادل مهندسی باشید. دستگاهی که چرخه کاری آن متناسب با ساختار فیزیکی، وزن و برند قطعات داخلی اش باشد، انتخابی بسیار مطمئن تر است. برای آشنایی بیشتر با استانداردهای داخلی دستگاه های دائم کار، بررسی تکنولوژی ساخت اینورتر جوشکاری در آروا برایتان مفید است؛ چرا که ما کیفیت را فدای اعداد تبلیغاتی نمی کنیم.
چرا اینورترهای آروا در صدر جدول چرخه کاری دستگاه جوش قرار دارند؟

وقتی صحبت از خرید دستگاه جوش می شود، اعداد روی کاغذ تنها نیمی از داستان هستند. نیمه دیگر، “تضمین پایداری” این اعداد در سخت ترین شرایط کاری است. آروا نه تنها یک تولیدکننده، بلکه صاحب اولین آزمایشگاه مرجع صنعت ابزار ایران است که تحت استاندارد بین المللی ISO-IEC/17025 فعالیت می کند.
برتری فنی در آزمایشگاه مرجع آروا؛ فراتر از استانداردهای معمولی
اینورترهای آروا اولین محصولاتی در ایران هستند که موفق به دریافت نشان ملی استاندارد (INSO-11225) شده اند. اما این نشان چگونه به دست آمده است؟ هر دستگاه قبل از رسیدن به دست شما، از “هفت خان” تست های مهندسی عبور می کند:
شبیه سازی شرایط اقلیمی (تست شرجی و دما)
با استفاده از دستگاه محفظه دما و رطوبت، دستگاه ها در دمای ۲۰- تا ۶۰+ درجه سانتی گراد و رطوبت ۹۳٪ تست می شوند. این یعنی اگر در شرجی ترین بنادر جنوب یا سردترین نقاط کوهستانی کار کنید، سیکل کاری دستگاه شما افت نخواهد کرد.
تست نفوذ آب (IPX1 تا IPX4)
اینورترهای آروا در معرض ریزش مستقیم قطرات آب قرار می گیرند تا اطمینان حاصل شود که در محیط های بارانی یا مرطوب، امنیت الکتریکی کاربر حفظ شده و برد دستگاه دچار اتصال کوتاه نمی شود.
آزمون سخت گیرانه سقوط
برای اطمینان از استحکام بدنه و پایداری قطعات داخلی (مانند ترانس ها و هیت سینک ها)، دستگاه ها طبق وزنشان از ارتفاعات مشخص (تا ۲۵۰ میلی متر) بر روی سطح سخت سقوط می کنند تا مقاومت مکانیکی آن ها تایید شود.
دستگاه تست بار (Load Test)
تمام پارامترهای حیاتی شامل ولتاژ و جریان ورودی/خروجی در دو حالت بی باری و زیر بار به دقت مانیتور می شود تا تطابق ۱۰۰ درصدی عدد پلاک با عملکرد واقعی دستگاه تضمین شود.
۷۰ ماه گارانتی؛ امضای اعتماد آروا بر کیفیت قطعات
ارائه ۷۰ ماه گارانتی برای اینورترهای جوشکاری آروا، یک شعار تبلیغاتی نیست؛ بلکه نتیجه اطمینان از کیفیت قطعاتی است که در دستگاه تست کلیدزنی و مولتی تسترها هزاران بار آزموده شده اند. وقتی بردی می تواند صدها بار سوئیچ زنی تحت بار را بدون کوچکترین خطای الکتریکال تحمل کند، یعنی مهندسی داخلی آن برای سال ها کار مداوم طراحی شده است.
♦️ نکته کاربری متخصص آروا: دانستن اینکه چرخه جوشکاری چیست مهم است، اما مهم تر از آن، اطمینان از تکرارپذیری این چرخه است. دستگاهی که در آزمایشگاه مرجع آروا تست شده، یعنی در ساعت دهم کاری همان کیفیتی را ارائه می دهد که در دقیقه اول ارائه داده است. خرید از برندی که خود مرجع استاندارد است، یعنی خداحافظی با ترس از سوختن دستگاه در میانه پروژه.
برای حصول اطمینان بیشتر از کیفیت بالای اینورترهای جوشکاری آروا، توصیه می کنیم فیلم ساخت اینورتر جوشکاری آروا را که در ادامه آمده است، مشاهده کنید:
کلام آروا
در این مطلب به طور کامل بررسی کردیم که چرخه جوشکاری چیست و چرا نباید فریب اعداد بزرگ اما غیرواقعی را خورد. دانستیم که دیوتی سایکل، تنها یک عدد روی کاغذ نیست؛ بلکه شناسنامه سلامت و پایداری دستگاه شما در روزهای سخت پروژه است. از فرمول های محاسباتی تا استانداردهای سخت گیرانه آزمایشگاه مرجع آروا، همگی یک هدف را دنبال می کنند: «تداوم کیفیت در کنار امنیت کاربر».
اگر به دنبال ابزاری هستید که در گرمای شدید، رطوبت بالا و پروژه های نفس گیر اسکلت سازی شما را تنها نگذارد، اینورترهای آروا با تکیه بر نشان ملی استاندارد و ۷۰ ماه گارانتی بی قید و شرط، همراه مطمئن شما خواهند بود. یادتان باشد که در دنیای صنعت، خرید یک ابزار باکیفیت، هزینه نیست؛ بلکه یک سرمایه گذاری پرسود برای حفظ زمان و اعتبار شغلی شماست.
حالا نوبت شماست! تجربه شما از کار با اینورترهای مختلف در شرایط محیطی سخت چگونه بوده است؟ آیا تا به حال با روشن شدن ناگهانی چراغ O.C غافلگیر شده اید؟ در مورد محاسبات چرخه کاری ثانویه سوالی دارید؟ یا تجربه ای از کار با دستگاه های دائم کار آروا دارید که دوست داشته باشید با دیگران به اشتراک بگذارید؟
در پایین همین صفحه، سوالات، پیشنهادات و تجربیات خود را برای ما بنویسید. متخصصین فنی آروا در کوتاه ترین زمان ممکن پاسخگوی شما خواهند بود تا در کنار هم، بهترین انتخاب را برای کارگاه شما رقم بزنیم.
پاسخ به سوالات شما در مورد چرخه جوشکاری
۱. آیا اگر چراغ O.C روشن نشود، یعنی به دستگاه فشار نمی آید؟
خیر. چراغ O.C آخرین هشدار است. استهلاک قطعات داخلی در دمای بالا، حتی قبل از روشن شدن چراغ، شروع می شود. همیشه کمی زودتر از حد مجاز به دستگاه استراحت دهید.
۲. اگر فن دستگاه را با مدل قوی تر عوض کنیم، چرخه کاری بالا می رود؟
تأثیر ناچیزی دارد. سیکل کاری فقط به خنک سازی نیست، بلکه به تحملِ جریانِ ترانزیستورها و طراحی برد بستگی دارد. تغییر فن ممکن است توازن طراحی دستگاه را به هم بزند.
۳. چرا در هوای سرد هم دستگاه سریع داغ می کند؟
دو دلیل اصلی: یا لایه ای از گرد و غبار روی هیت سینک ها را پوشانده و مانع دفع گرماست، یا از کابل سیار ضعیف و طولانی استفاده می کنید که باعث افت ولتاژ و داغ شدن شدید برد می شود.
۴. آیا می توان از ژنراتور برای سیکل های کاری بالا استفاده کرد؟
بله، اما با احتیاط. توان ژنراتور باید حداقل ۱.۵ برابر توان مصرفی اینورتر باشد. نوسانات ژنراتور در بارهای سنگین خطرناک است؛ مگر اینکه دستگاه شما مدار اصلاح ضریب قدرت داشته باشد.
۵. آیا چرخه کاری در حالت AC و DC متفاوت است؟
بله. در جوشکاری AC (مثل آلومینیوم)، تلفات حرارتی در تورچ و قطعات داخلی بیشتر است. به همین دلیل معمولاً سیکل کاری در حالت AC کمی پایین تر از حالت DC است.



ارسال دیدگاه