 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
جوشکاری چیست؟ جوشکاری یکی از بهترین و قدیمی ترین روش های مورد استفاده در صنعت به منظور اتصال دو قطعه می باشد، فرآیند جوشکاری متناسب با نوع مواد مورد استفاده و یا محل انجام آن راهکار های مختلفی را پیش روی مهندسان و تکنسین هایی که به نوعی با جوشکاری سرو کار دارند قرار میدهد.
جوشکاری یکی از حوزه هایی است که بسیار وسیع است و از بخش های مختلفی تشکیل شده است. با توجه به اینکه اطلاعات در مورد جوشکاری باید کامل و جامع باشد؛ علاوه بر اینکه روش ها و شیوه های متفاوتی در زمینه جوشکاری وجود دارد، نیاز است که به بهترین شکل تحقیق درباره جوشکاری انجام شود. این اطلاعات و تحقیق ها درباره این است که بدانیم جوشکاری به چه روش ها و با چه دستگاهی انجام می شود.
در این مقاله می خواهیم اطلاعات در مورد جوشکاری که مورد نیاز است را بیان کنیم. برای اینکه بتوانیم این اطلاعات را به صوت کامل در اختیار خوانندگان قرار دهیم تحقیق در مورد جوشکاری را به شکل دقیقی انجام دادیم تا یک مطلب آموزشی و مفید را در اختیار شما قرار دهیم.
تعریف جوشکاری
اگر قصد دارید برای خرید دستگاه جوش و وارد شدن به حوزه جوشکاری اقدام کنید باید اطلاعات کاملی در این مورد داشته باشید و با انواع روش های جوشکاری آشنایی کانلی داشته باشید. تحقیق درباره جوشکاری به ما کمک می کند تا به یک تعریف و شناخت کامل در مورد جوشکاری برسیم. در ادامه کامل ترین تعریف جوشکاری را برای شما ارائه می دهیم.
جوشکاری را می توان فرآیندی دانست که در آن دو قطعه فلزی و حتی غیر فلزی به وسیله گرم کردن محل اتصال و یا ذوب کردن قطعه اتصال به یکدیگر متصل میشوند. در عمل جوشکاری توجه به پارامترهای جوشکاری بسیار اهمیت دارد و اگر به این مورد توجه نشود ممکن است در نهایت محصول مناسبی تولید نشود.
گرم و ذوب کردن مواد از روش های مختلفی قابل انجام است از این رو جوشکاری نیز دارای انواع و روش های مختلفی می باشد که هر کدام در صنایع مختلفی کاربرد دارند. از جمله روش های اصلی آن ها می توان به موارد زیر اشاره کرد:
- جوشکاری در حالت جامد
- جوشکاری مقاومتی
- جوشکاری با گاز اکسیژن
- جوشکاری برق
- انواع متفرقه جوشکاری
- سایر روش های متفرقه …
انواع جوشکاری فلزات با تصویر
آشنایی با انواع جوشکاری می تواند کمک شایانی به یافتن روش مناسب برای کار های مختلف کند. هر کدام از این روش ها نسبت به هم دارای مزایا و معایبی هستند. انواع جوش فلزات مانند آهن، فولاد، آلومینیوم، استیل و… در حالت کلی به 2 نوع ذوبی و غیر ذوبی (حالت جامد) تقسیم می شود. برای اینکه شناخت بهتری از جوشکاری داشته باشیم و با توجه به اینکه جوشکاری از تنوع بالایی برخوردار است؛ در ادامه به معرفی انواع جوشکاری با تصویر می پردازیم.
بیشتر بخوانید: جوشکاری فلزات رنگین
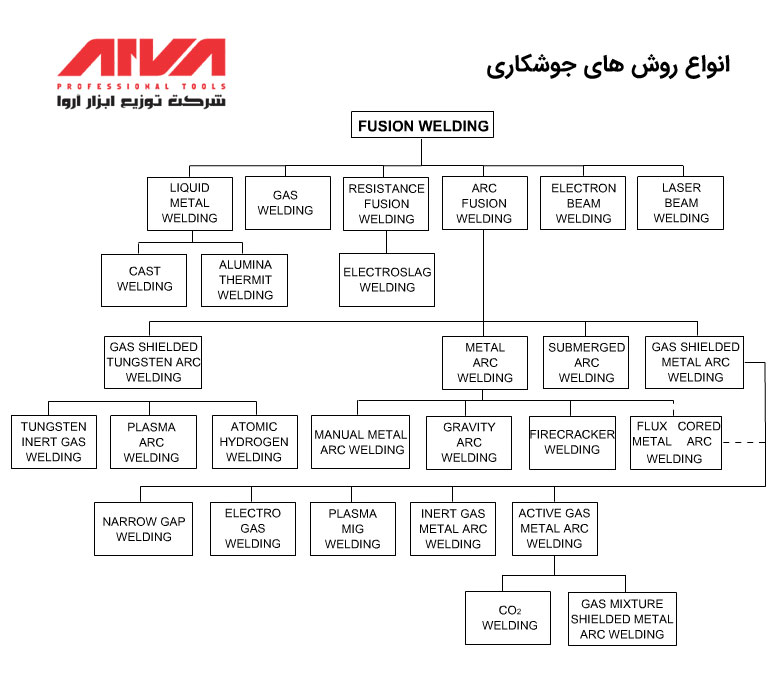
1. جوشکاری ذوبی (FW)
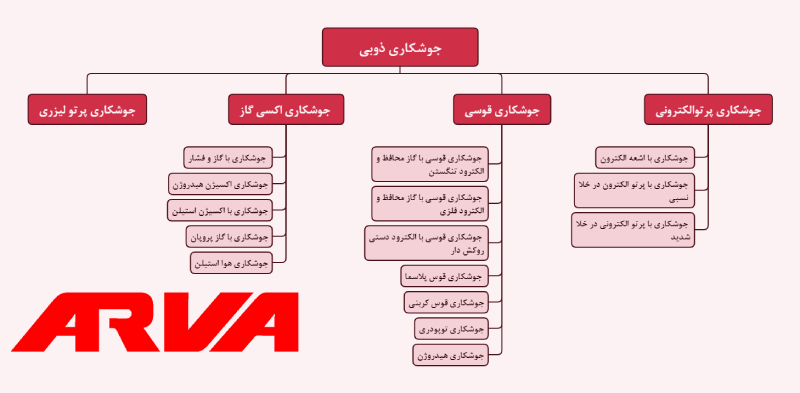
جوشکاری ذوبی فرآیندی است که طی آن برای اتصال دو قطعه از گرما استفاده می شود. در برخی موارد استفاده از ماده پُر کننده (فیلر جوشکاری (filler material)) الزامی بوده و در برخی موارد نیازی نیست. در این نوع جوشکاری ها نیازی به اعمال فشار خارجی وجود ندارد. جوشکاری ذوبی (FW) بر اساس منبع انرژی مورد استفاده به چند دسته کلی تقسیم می شود:
- جوشکاری قوسی (Arc welding)
- جوشکاری اکسی گاز (Oxy fuel welding)
- جوشکاری با پرتو لیزری (Laser beam welding)
- جوشکاری با پرتوی الکترونی (Electron beam welding)
 2. جوشکاری غیر ذوبی (حالت جامد)
2. جوشکاری غیر ذوبی (حالت جامد)
 2. جوشکاری غیر ذوبی (حالت جامد)
2. جوشکاری غیر ذوبی (حالت جامد)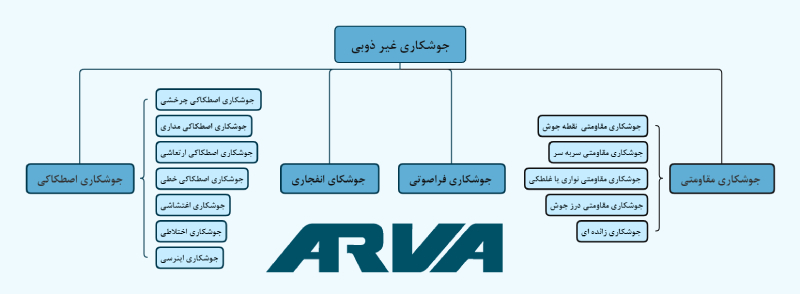
جوشکاری حالت جامد به تمام انواع روش های جوشکاری گفته می شود که کاملا در حالت جامد صورت گرفته و هیچ گونه ماده ای ذوب نمی شود و از ماده پُر کننده استفاده نمی شود و مکانیسم جوشش مواد، نفوذ بین مولکولی بین سطوح تماسی دو قطعه تحت اثر فشار است. جوشکاری غیر ذوبی به این صورت است که در اثر اعمال فشار، مولکول های سطح دو قطعه از نواحی پر تراکم تر به نواحی کم تراکم تر جریان پیدا می کنند.
در برخی موارد برای شتاب دادن به فرآیند نفوذ مواد، از حرارت دادن به سطوح تماس استفاده می شود. در جوش حالت جامد، خواص مکانیکی و فیزیکی مواد ثابت مانده و به همین دلیل در بسیاری از صنایع به ویژه برای موادی که به حرارت حساس هستند کاربرد دارد. انواع جوشکاری غیر ذوبی را در ادامه معرفی می کنیم:
- جوشکاری مقاومتی (RW)
- جوشکاری اصطکاکی (FW)
- جوشکاری انفجاری (EW)
- جوشکاری فراصوتی (UW)
بیشتر بخوانید: دستگاه جوش بدون الکترود
در ادامه انواع جوشکاری ذوبی (FW) را به صورت کامل و جزئی بررسی خواهیم کرد**
انواع روش های جوشکاری قوسی (Arc welding) چیست؟
جوشکاری قوسی نوعی فرآیند جوشکاری است که از قوس الکتریکی برای ایجاد گرما به منظور ذوب و متصل کردن فلزات استفاده می کند. یک منبع تغذیه (با جریان مستقیم یا متناوب) به منظور ایجاد قوس الکتریکی بین الکترود (مصرف شدنی یا نشدنی) و قطعه کار، به کار می رود. به جوشکاری قوسی، جوشکاری با قوس الکتریکی یا جوشکاری arc نیز گفته می شود. در ادامه به شرح انواع جوشکاری با قوس الکتریکی به همراه تصویر می پردازیم.
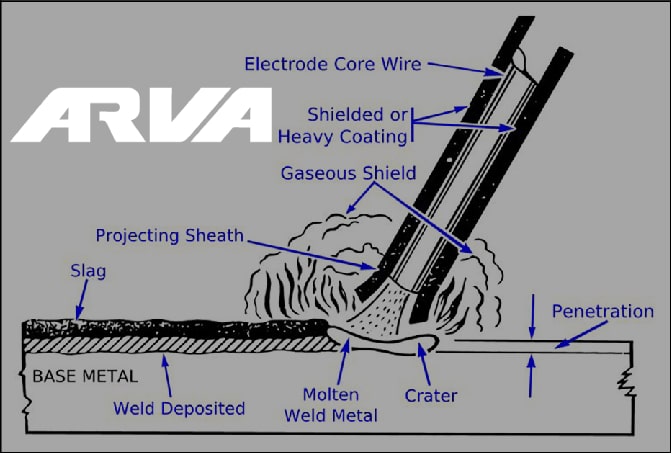
1. جوشکاری قوسی با الکترود دستی روکش دار (SMAW)
این روش یک نوع فرآیند جوشکاری دستی بوده که از یک الکترود روکش دار مصرف شدنی استفاده می کند. هنگامی که الکترود ذوب می شود، روکش آن ذوب شده و با گاز هایی که تولید می کند از ناحیه جوشکاری در مقابل اکسیژن و بقیه و گاز های موجود در هوا حفاظت می کند. برای مطالعه بیشتر در مورد جوشکاری smaw کلیک کنید.
مزایا و معایب جوشکاری الکترود دستی
جوشکاری دارای روش ها و انواع مختلفی است که ابتدایی ترین و قدیمی ترین نوع آن جوشکاری الکترود دستی (SMAW) است که در آن با کمک قوس الکتریکی و انواع الکترود ها جوشکاری ذوبی انجام می شود. این روش در عین حال که یک روش قدیمی است اما همچنان در پروژهای مختلف مخصوصا ساخت و ساز های ساختمانی برای اتصلات قطعات فولادی از آن استفاده می شود. با توجه به این موضوع، این نوع جوشکاری دارای برخی مزیت ها و معایب است که در ادامه به مزیت ها و معایبی که این مدل از جوشکاری دارد آشنا می کنیم.
مزایا جوشکاری الکترود دستی
- مقاومت در برابر ضربه و فشار
- جوشکاری در تمامی شرایط آب و هوایی
- مقاومت در برابر فرسایش
- جوشکاری فولاد های ساختمانی
- دود کم حاصل از جوشکاری
- تجهیزات ساده برای جوشکاری
- عدم نیاز به گاز محافظ
معایب جوشکاری الکترود دستی
- عدم جوشکاری فلزات رنگین
- عدم جوشکاری اتصالات نازک
- زمان بر و طولانی
- نرخ رسوب کمتر
آکادمی آروا : دنیای دوره های تخصصی جوشکاری
ویدیوهای آموزشی حرفهای و کاربردی جوشکاری را همین حالا در آکادمی آروا ببینید!
مشاهده دوره رایگانتجهیزات جوشکاری الکترود دستی
برای انجام فرآیند جوشکاری در روش ها و حالت های مختلف به تجهیزات و موارد مناسب برای انجام آن نیاز داریم. جوشکاری دستی از انواع ابتدایی جوش است که یک روش ساده در جوشکاری با دامنه کاربرد وسیع می باشد که از تجهیزات و وسایل ساده ای برخوردار است و با کمک این تجهیزات می توان کار جوشکاری را انجام داد. هر کدام از این وسیله ها کاربردی دارد که در نهایت فرایند جوش را کامل می کنند. برای مثال از دستگاه جوش یا اینورتر جوشکاری برای تامین قدرت استفاده می شود و یا از انبر جوش برای نگه داشتن الکترود جوشکاری استفاده می شود. تجهیزات جوشکاری الکترود دستی شامل موارد زیر است:
- دستگاه جوشکاری
- الکترود روکش دار
- کابل جوشکاری
- انبر اتصال
- انبر جوش
- تجهیزات ایمنی و حفاظتی
انتخاب الکترود مناسب جوشکار الکترود دستی
یکی از موارد مهم و دارای اهمیت در حوشکاری دستی انتخاب الکترود مناسب است. الکترود قطه ای فلزی با روکش های مختلف است که بر اثر حرارت ذوب شده و محفظه های ورد نیاز برای اتصال می پوشاند و فرآیند جوش را کامل می کند. در واقع الکترود در حوشکاری دستی وسیله ای مهم و ضروری است که در انتخاب آن باید توجه داشت و در صورتی که الکترود مناسب با نوع جوشکاری را انتخاب نکنیم ممکن است موجب چسبندگی و یا ذوب نشود و اختلال در جوش به وجود آرود. به همین منظور در ادامه به مهم ترین موارد در انتخاب الکترود مناسب اشاره می کنیم.
- نوع جوشکاری
- اهمیت اتصال حوش
- نفوذ جوش
- نوع فلزات
- انتخاب از لحاط اندازه و قطر
بیشتر بخوانید: ابزار جوشکاری
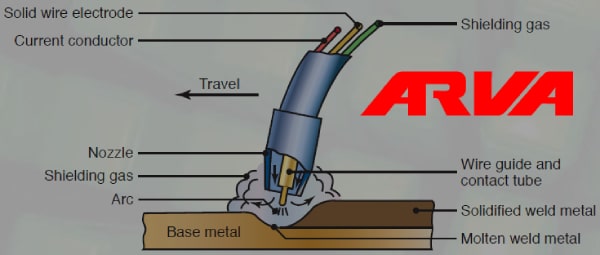
2. جوشکاری قوسی با گاز محافظ و الکترود فلزی (MIG/MAG یا GMAW)
جوشکاری میگ مگ به عنوان پر کاربردترین نوع جوشکاری قوسی شناخته می شود. شیوه کار آن به صورت ایجاد قوس الکتریکی به کمک الکترود سیمی مصرف شدنی و نهایتا ذوب و اتصال قطعه کاری بوده که در کنار آن از گاز های حفاظتی استفاده می شود. تفاوت دو نوع میگ مگ در ترکیب گاز های محافظ مورد استفاده است.
بیشتر بخوانید: انواع مشعل جوشکاری + تفاوت آن با تورچ جوشکاری
در جوشکاری میگ که بیشتر برای آلومینیوم و فلزات غیر متخلخل مناسب است؛ از ترکیب گاز آرگون و هلیوم برای گاز محافظ استفاده می شود. در جوشکاری مگ که عمدتا برای فولاد کاربرد دارد؛ از ترکیب آرگون، کربن دی اکسید و اکسیژن برای حفاظت از فلز جوش در مقابل گاز های هوای آزاد استفاده می شود. متداول ترین نوع جوشکاری مگ را می توان جوشکاری co2 دانست.
جوشکاری MIG یکی از روش های پیشرفته در جوشکاری است که با کمک آن می توان انواع جوشکاری ها و فلزات را جوش داد. این روش از جوش در واقع جوشکاری با لایه محافظ است که با ایجاد قوش الکتریکی حرارت لازم برای ذوب فلزات را به وجود می آرود. این روش دارای مزیت های مختلفی و فراوانی است که در زیر به مهم ترین آنها اشاره می کنیم.
- تغذیه مستمر سیم جوش
- عدم نیاز به الکترود
- مشاهده حوضچه مذاب و قوس الکتریکی
- حذف سرباره یا کم شدن آن
- اتصال فلزات مغناطیسی و غیر مغناطیسی
- سرعت بالا در فرایند جوشکاری
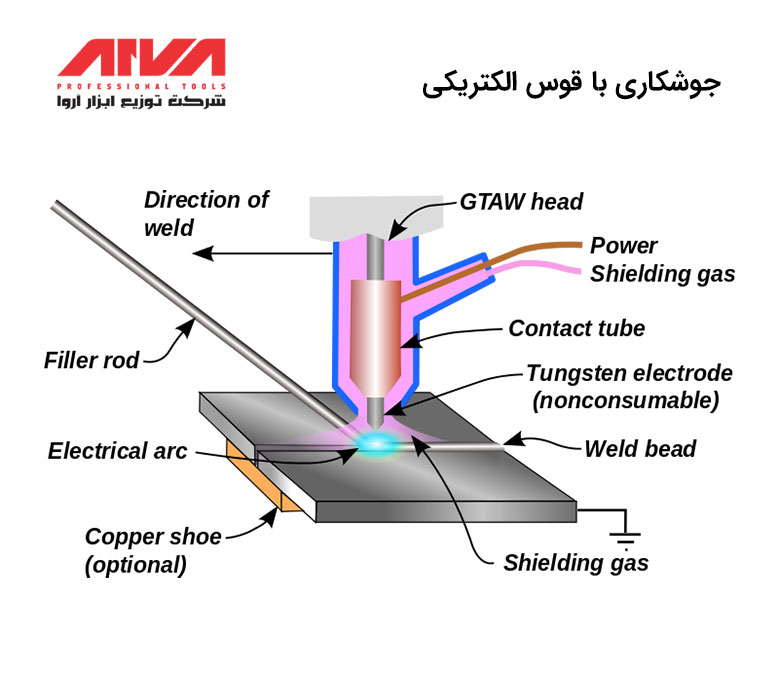
3. جوشکاری قوسی با گاز محافظ و الکترود تنگستنی (GTAW یا TIG)
نوعی فرآیند جوشکاری است که طی آن قوس الکتریکی از یک الکترود تنگستنی مصرف نشدنی به سمت قطعه کاری تشکیل می شود. علاوه بر این موارد از گاز های حفاظتی آرگون یا هلیوم برای حفاظت از جوش در مقابل گاز های هوای آزاد و همچنین از میله پر کننده برای تقویت فلز جوش استفاده می شود.
در این نوع جوشکاری، فرآیند اتصال به صورت آهسته انجام می شود، در این روش می توان دقیق ترین جوشکاری را انجام داد که بیشترین کاربرد آن در صنایع هوا و فضا میباشد. از متداول ترین روش های جوشکاری تیگ میتوان به جوشکاری آرگون اشاره کرد.
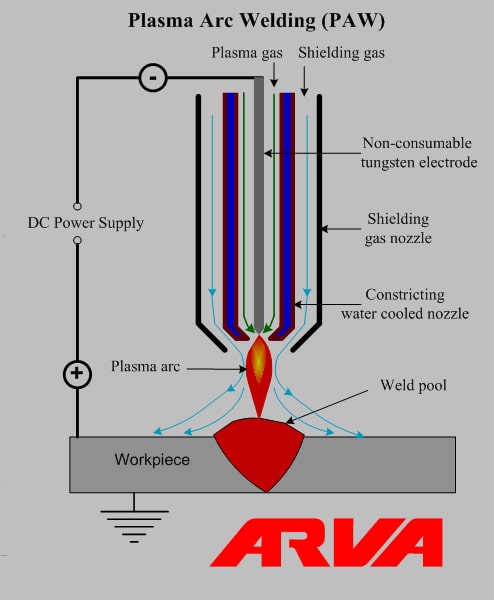
4. جوشکاری قوس پلاسما (PAW)
جوشکاری پلاسما بیشترین شباهت را به جوشکاری تنگستنی دارد و کاری بسیار با کیفیت تولید می کند. عمده مصرف این نوع جوشکاری در صنایع ابزار سازی و یا لوله سازی میباشد.
در جوشکاری paw مانند جوشکاری تنگستنی از یک الکترود تنگستنی مصرف نشدنی همراه با گاز های حفاظتی و میله پر کننده استفاده می شود؛ با این تفاوت که الکترود فاصله بیشتری با قطعه کار داشته و قوس الکتریکی عمدتا بین الکترود و نازل خروجی تشکیل می شود. در این حالت حرارت بالای جریان قوس الکتریکی باعث یونیزه شده گاز های ورودی و تشکیل یک جریان پلاسما از میان گاز ها می شود سپس جریان پلاسما همراه با گاز های حفاظتی از نازل خارج شده و به قطعه کار برخورد می کند.
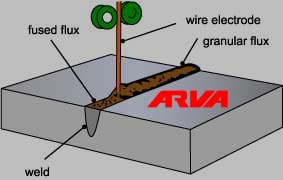
5. جوشکاری قوسی زیر پودری (SAW)
در این نوع جوشکاری قوس الکتریکی بین الکترود و قطعه کار در شرایطی برقرار می شود که نوک الکترود درون توده ای از مواد پودری قرار دارد. در این حالت پودر ذوب شده، خاصیت رسانایی پیدا کرده، جریان قوس الکتریکی از درون آن رد شده و به قطعه کار می رسد. در جوشکاری زیر پودری از مذاب پودر های دانه ریز به عنوان مواد پر کننده و همچنین به منظور پوشش محل اتصال، برای جلوگیری از پاشش مواد یا جرقه به اطراف، استفاده میشود. الکترود آن از نوع سیمی بوده و به طور پیوسته تغذیه می شود.
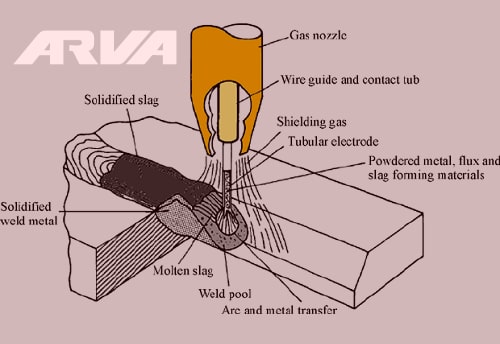
6. جوشکاری قوسی توپودری (FCAW)
جوشکاری توپودری به عنوان یک جایگزین برای جوشکاری قوسی زیر پودری در نظر گرفته می شود. در این حالت به جای استفاده از پودر، الکترود دارای یک پوشش بوده که کار پودر را انجام می دهد. در برخی موارد نیز از گاز های حفاظتی به صورت جداگانه برای حفاظت از چشمه جوش استفاده می گردد.
7. جوشکاری اتمی هیدروژن
در این نوع از جوشکاری از دو الکترود غیر همسان فلزی استفاده میشوند، این الکترود ها در فضایی مملو از هیدروژن ذوب شده و قطعات را به هم متصل میکنند.
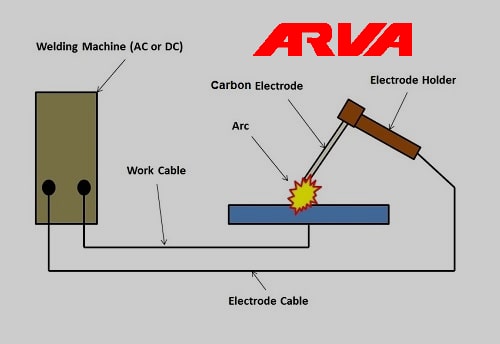
8. جوشکاری قوسی کربنی (CAW)
قدیمی ترین نوع جوشکاری قوسی است که از یک الکترود کربنی (گرافیتی) مصرف نشدنی در کنار میله پر کننده برای ایجاد قوس الکتریکی استفاده می کند. به دلیل کیفیت پایین آن امروزه این نوع جوشکاری کاربردی ندارد. در عوض جوشکاری قوسی دو کربنی (TCAW) به عنوان جایگزین آن است.
بیشتر بخوانید: جوشکاری در ارتفاع
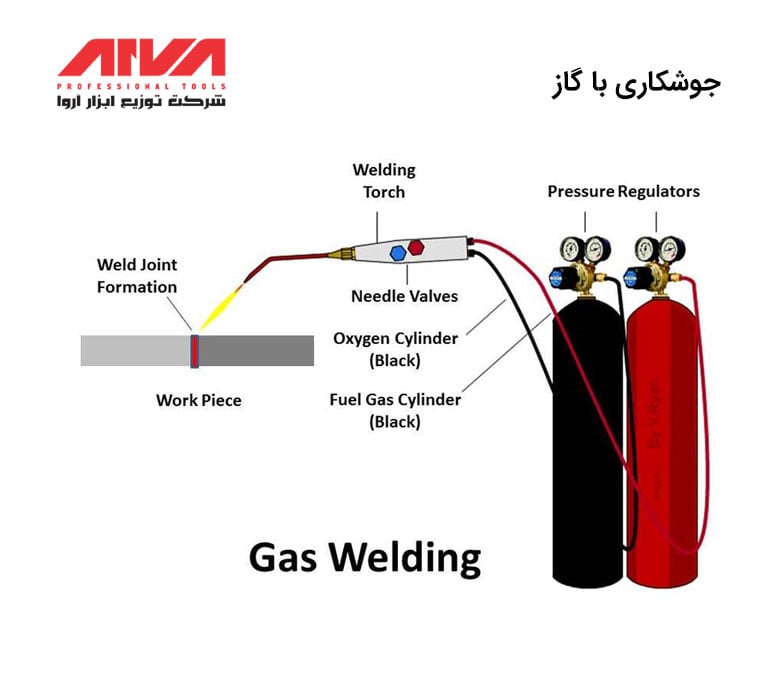
انواع جوشکاری گازی (جوشکاری اکسی گاز (OFW))
پرکاربرد ترین نوع جوشکاری، جوشکاری گازی یا اکسی گاز است. (در برخی موارد جوشکاری اکسی استیلن نیز می گویند.) در این فرایند از یک مشعل دستی که از احتراق اکسیژن و استیلن ایجاد شعله آتش می کند به همراه میله پر کننده برای جوشکاری استفاده می گردد. گاز های زیادی در انواع جوشکاری استفاده می شود. برای مطالعه بیشتر در مورد انواع گاز جوشکاری کلیک کنید.
- جوشکاری با گاز پروپان: در این نوع از جوشکاری که در صنعت به جوش اکسیژن معروف است، پروپان به همراه گاز اکسیژن سوخته و محل اتصال را گرم میکنند.
- جوشکاری با گاز و فشار: در این نوع از جوشکاری ابتدا از شعله برای گرم کردن و سپش از فشار برای اتصال استفاده میشود این نوع از جوشکاری در حال حاضر منسوخ شده و استفاده نمیشود.
- جوشکاری هوا استیلن: در این نوع از جوشکاری از مواد شیمیایی به منظور بهبود دهنده فرآیند جوشکاری استفاده میشود، این نوع از جوشکاری دارای نقاط ضعف بسیار بالایی هستند که به همین دلیل از طرفداران بسیار کمی برخوردار هستند.
- جوشکاری با اکسیژن استیلن: در این نوع از فرآیند های جوشکاری بوسیله ترکیب اکسیژن و استیلن قطعات را تا دمای بسیار بالا گرم میکنند و این دمای زیاد باعث بوجود آمدن جوش بسیار دقیق میشود، از دیگر مزیت های این نوع جوشکاری ارزان بودن موارد مورد استفاده در آن میباشد.
- جوشکاری اکسیژن هیدروژن: در این نوع از جوشکاری از ترکیب هیدروژن و اکسیژن به منظور ایجاد جوش استفاده میشود.
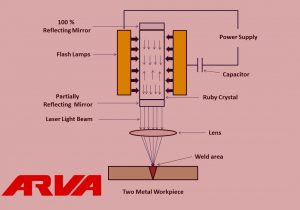
جوشکاری با پرتو لیزر (LBW) چیست ؟
در جوش لیزری از یک پرتوی لیزر برای ایجاد منبع گرمای متمرکز جهت جوش دادن قطعات استفاده می شود. کاربرد آن بیشتر در مواردی است که حجم و مقایس کار تولید زیاد باشد. دقت این نوع جوشکاری بسیار بالا بوده و برای جوش فلزات و پلیمر ها مناسب است.
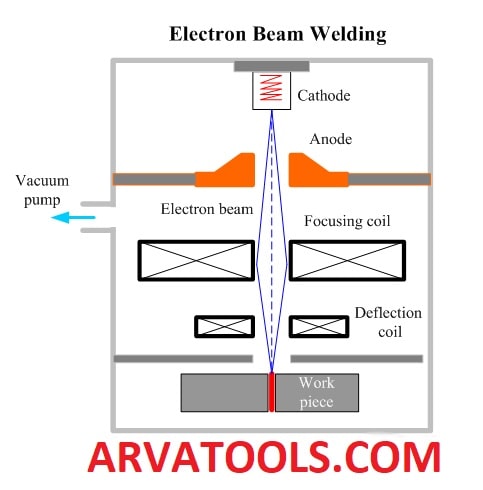
جوشکاری با پرتو الکترونی (EBW) چیست ؟
فرایند جوشکاری پرتو الکترونی تحت شرایط خلا انجام می شود، پرتویی حاوی الکترون های پر سرعت را برای ایجاد حرارت و اتصال قطعات مورد استفاده قرار می دهد. هنگام نفوذ الکترون های پرسرعت به درون ماده، حرارت زیادی در سطح آن شکل گرفته که موجب ذوب قطعه شده و حرارت مورد نیاز جوشکاری را تامین می کند. به دلیل تمرکز و انرژی بالای پرتوی الکترونی، جوش های ایجاد شده با این روش اغلب باریک و عمیق هستند.
**در ادامه انواع جوشکاری غیر ذوبی (حالت جامد) را به صورت کامل و جزئی بررسی خواهیم کرد**
انواع جوشکاری مقاومتی (RW) چیست؟
برای انجام این نوع فرایند جوش، از گرما و فشار به طور همزمان برای ذوب و اتصال قطعات استفاده می شود. میله پر کننده در این نوع جوش کاربردی ندارد؛ اما از دو الکترود مصرف نشدنی به منظور عبور جریان الکتریکی و ایجاد حرارت در سطح تماس قطعات استفاده می گردد. به علاوه این دو الکترود وظیفه اعمال فشار روی قطعه کار را نیز بر عهده دارند. در ادامه جوشکاری مقاومتی را معرفی می کنیم.
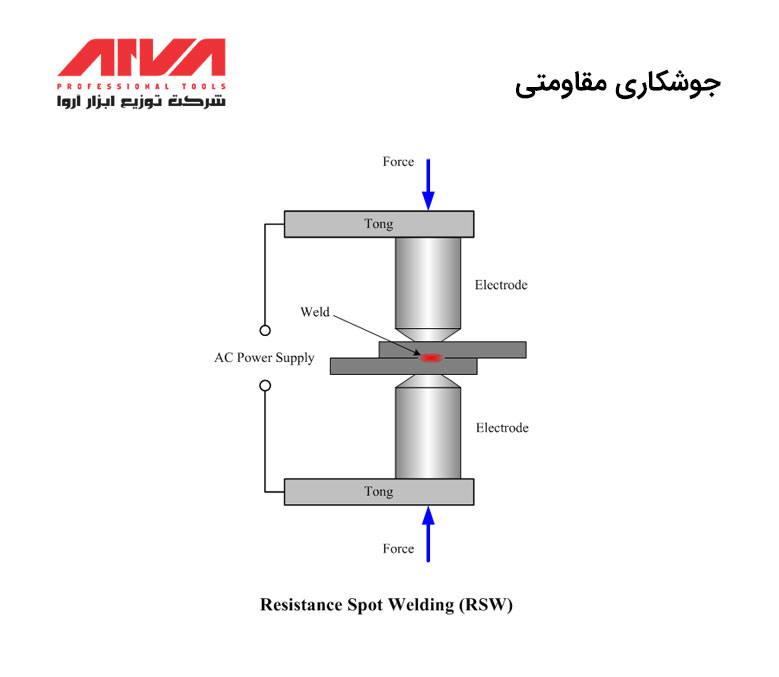
1. جوشکاری مقاومتی نقطه ای
این نوع از جوشکاری مقاومتی که عمدتا برای ورق های فلزی نازک به کار می رود و بیشتر در صنعت خودرو سازی و هوافضا مورد استفاده قرار میگیرد. در این روش از دو الکترود نوک تیز به منظور اتصال دو نقطه که عموما ضخامت کمی دارند مورد استفاده قرار میگیرند.
فشار توسط دو الکترود از دو طرف بر روی دو ورقی که بر روی همدیگر قرار داده شده اند اعمال می شود؛ جریان الکتریکی در نهایت در اثر مقاومت الکتریکی صورت گرفته و همین جریان الکتریکی باعث ایجاد حرارت می شود. حرارت ایجاد شده در ناحیه مورد نظر موجب اتصال دو ورق می شود. این عمل بسته به شرایط کاری می تواند چندین بار انجام شود تا دو ورق در چند نقطه به همدیگر جوش خورده و اتصال محکم و مطمئنی شکل بگیرد.
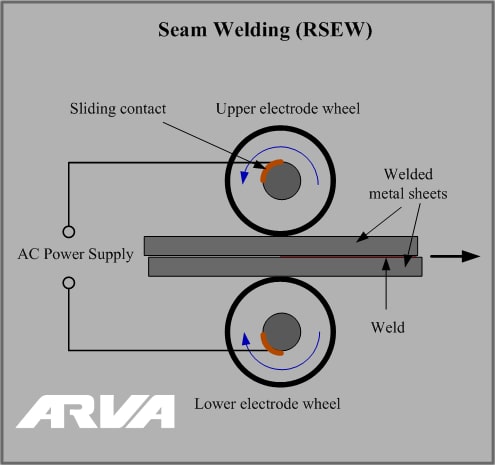
2. جوشکاری مقاومتی درز جوش (RSEW)
این روش بسیار شبیه جوشکاری مقاومتی نقطه ای بوده با این تفاوت که الکترود ها به شکل چرخ های دوار هستند و بر روی ناحیه مورد نظر برای انجام فرایند جوش غلتش می کنند. در این مدل از جوشکاری عملیات جوش و اتصال با دو الکترود رول شکل که با اعمال نیرو و حرارت ناشی از اعمال جریان و فشار گرم می شوند؛ انجام میشود.
این نوع جوشکاری یکی از در دسترس ترین و متداول ترین روش های جوشکاری و روش های اتصال قطعات است. جوش اعمال شده با این روش پیوسته بوده و به شکل نقطه ای و گسسته نیست.
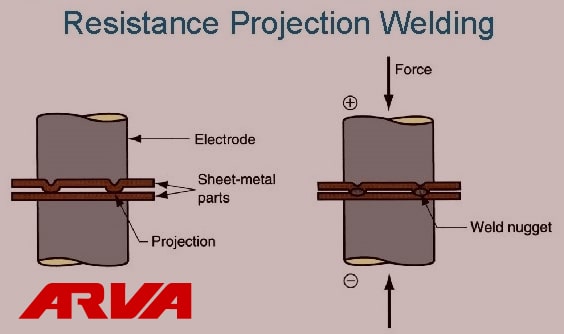
3. جوشکاری مقاومتی زائده ای (RPW)
در این نوع جوشکاری مقاومتی، یکی از دو قطعه مورد جوش یا هر دوتای آن ها دارای برآمدگی هستند و یا در صورت صاف بودن آن ها یک قطعه زائد بین آنها قرار داده می شود. این کار موجب تمرکز حرارت و فشار روی نواحی برآمده شده و از اتلاف گرما و فشار به نواحی دیگر جلوگیری به عمل می آید.
موقع انجام جوشکاری دو الکترود از دو طرف به دو قطعه نیرو وارد کرده و جریان برق عبور داده می شود. در نتیجه این فرایند برآمدگی ها صاف شده و دو قطعه به همدیگر جوش می خورند.
4. جوش آپست
در جوشکاری آپست که به منظور اتصال لبه های قطعات مورد استفاده قرار میگیرد تا دمایی مشخص و متناسب با جنس کار گرم شده و با فشار بسیار بالا به هم متصل میشوند، این نوع از گرمایش به وسیله مقاومت و جریان الکتریکی ایجاد میشود.
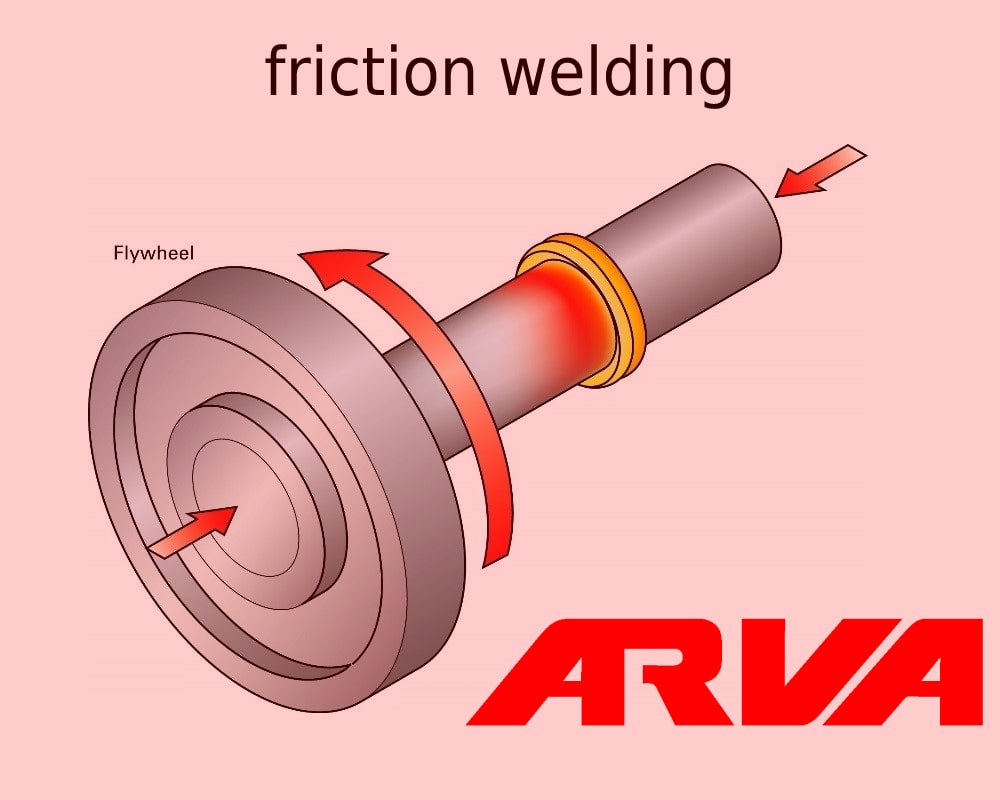
جوشکاری اصطکاکی (FW) چیست؟
همانطور که از نام آن پیداست در این نوع جوشکاری از حرارت حاصل شده از اصطکاک دو قطعه به منظور جوش و اتصال دو قطعه استفاده می گردد. جوشکاری اصطکاکی دارای دو نوع پرکاربرد است که در زیر آورده ایم.
- اغتشاشی (FSW)
- دورانی یا چرخشی (FRW)
شیوه کار در جوشکاری اصطکاکی چرخشی یا دورانی به این صورت است که یکی از قطعات ثابت و دیگری با سرعت ثابت دوران کرده و در تماس با قطعه ثابت قرار می گیرد. سپس یک نیروی محوری به آنها وارد شده و نهایتا حرارت حاصل از اصطکاک مکانیکی موجب اتصال دو قطعه می شود.
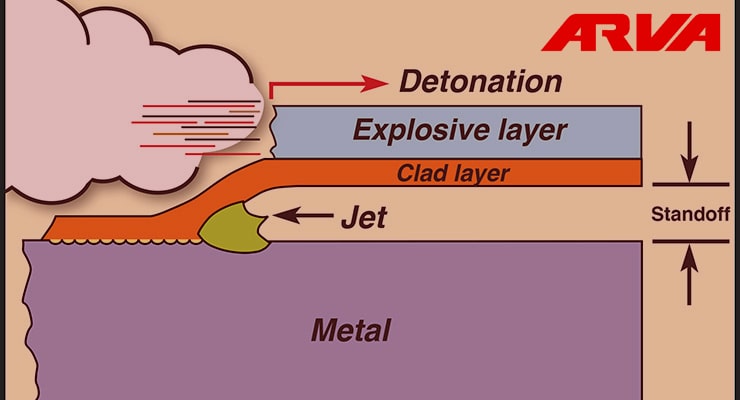
جوشکاری انفجاری (EW) چیست؟
جوشکاری انفجاری یا explosive welding یک نوع جوشکاری حالت جامد است. در این نوع جوشکاری نیروی حاصل از انفجار برای شتاب دادن و متصل کردن قطعات مورد استفاده قرار می گیرد. ابتدا دو قطعه با مقداری فاصله کنار هم قرار داده می شوند سپس ماده منفجره روی یکی از قطعات وارد شده و انفجار صورت می گیرد. نیروی بالای حاصل از انفجار موجب می شود قطعه با سرعت بسیار بالا به قطعه دیگر برخورد کرده و به آن جوش بخورد.
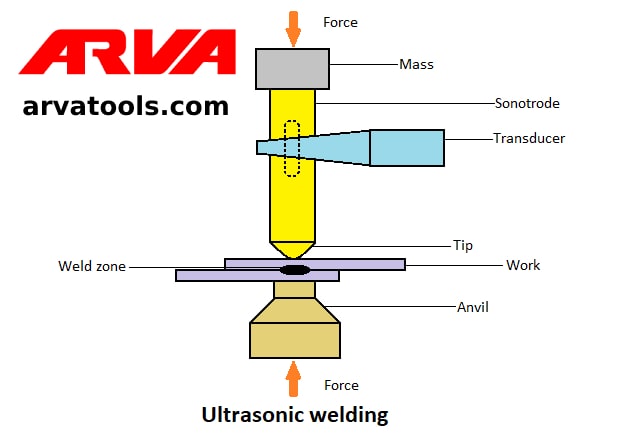
جوشکاری التراسونیک یا فراصوتی (UW) چیست؟
روش جوشکاری التراسونیک یا فراصوتی (ultrasonic welding) مربوط به حالتی است که از ارتعاشات مکانیکی برای ایجاد اتصال بین قطعات استفاده شود. پس از قرار دادن قطعات بر روی هم، از بالا نیروی ارتعاشی با فرکانسی در محدوده فراصوت (معمولا بیش از 20 کیلو هرتز) به کمک دستگاهی به نام سونوترود صورت می گیرد. در اثر این کار، فشار اعمال شده موجب بالا رفتن دمای خط تماس قطعات و اتصال آنها می گردد.
بیشتر بخوانید: جوش الترانسونیک چیست؟
بیشتر بخوانید: پالس جوشکاری چیست
حرکت دست در جوشکاری
در جوشکاری های مختلف باید حرکات دست به درستی انجام شوند تا بتوان جوش مناسب را ایجاد کرد.
در جوشکاری عمودی زاویه الکترود در زاویه 70 تا 80 درجه ای نسبت به خط جوش قرار می گیرد و باید زاویه حرکت دست در مقایسه با سطوح کار 45 درجه باشد. در این نوع جوشکاری نوسانات دست و زاویه الکترود خیلی مهم هستند.
در جوشکاری افقی باید حرکت دست و گرده جوش یکنواخت باشد و نیازی نیست که نوسان دست و الکترود وجود داشته باشد. در پاس دوم جوشکاری زاویه الکترود از بالا باید 55 تا 65 درجه و از قسمت پایین 115 تا 125 درجه باشد. در پاس سوم باید از بالا 95 تا 105 و از پایین 65 تا 75 درجه باشد. در جوشکاری گلویی در پاس اول نوسان حرکت دست لازم نیست اما در پاس های بعد نوسان در حرکات دست مهم است.
جوشکاری زیر آب چیست؟
جوشکاری زیر آب یا همان Hyperbaric که به آن جوشکاری زیر دریا هم گفته می شود، در سال 1932 در شوروی اختراع شد. جوشکاری زیر آب جزء سخت ترین و پردرآمدترین مشاغل حال حاضر در سراسر دنیا هست. جوشکاری زیر آب را غواصانی که دوره های جوشکاری زیرآب را گذرانده اند، می توانند انجام دهند.
جوشکاری زیر آب به روش قوس الکتریکی است که بخار آب یونیزه و در نتیجه جوشکاری انجام می شود. این نوع جوشکاری برای ساخت سکوها و دکل های اکتشاف و حفاری نفت و همچنین احداث خطوط لوله گاز انجام می شود. در بسیاری از مواقع این سازه ها با حوادثی و خرابی هایی روبرو می شوند که باید آن ها را تعمیر کرد. تعمیر این سازه ها توسط جوشکاری زیر آب انجام می شود و چالش ها و حساسیت های زیادی دارد.
از سختی های جوشکاری زیر آب می توان به مشکلات مربوط به فشار شدید و جریان آب و ارتباط برق و آب اشاره کرد. علاوه بر موارد ذکر شده، خطرات دیگری از جمله افت فشار یا شوک الکتریکی، احتمال غرق شدن و … وجود دارد که باید جوشکار به طور حرفه ای دوره های لازم برای شنا و بیرون آمدن از شرایط بحرانی را بیاموزد.
جوشکاری سربالا چیست؟

تا این قسمت از مقاله درباره جوشکاری چیست و جوشکاری زیر آب چیست توضیحاتی ارائه دادیم. در این قسمت می خواهیم در مورد جوشکاری سربالا صحبت کنیم. جوشکاری سر بالا از جمله سخت ترین نوع جوشکاری و حتی می توان گفت سخت ترین نوع جوشکاری است. جوشکاری سربالا به این دلیل که باید با نیروی جاذبه مقابله کرد و دو قطعه فلزی را در حالت عمودی و از پایین ترین به بالاترین نقطه انجام داد، بسیار سخت است. سرعت عمل، دقت و تبحر جوشکار در جوشکاری سر بالا بسیار حائز اهمیت است و تسلط جوشکار بر قطعه کار نیز می تواند در کیفیت نهایی جوشکاری تأثیر بسزایی داشته باشد.
جوشکاری سر بالا در چهار وضعیت مختلف تخت F1 یا G1، افقی F2 یا G2، عمودی F3یا G3 و سربالا F4 یا G4 انجام می گیرد.
جوشکاری برق چیست؟
جوشکاری برق از جمله انواع روش های جوشکاری است که در دو روش ذوبی و حالت جامد انجام می شود و در واقع از روش های پر کاربرد جوشکاری محسوب می شود که با دستگاه های جوش میگ، تیگ و استیک انجام می شود. این فرایند با استفاده از جریان برق و ایجاد حرارت انجام می شود.
جوشکاری برق دارای حالت ها و روش های مختلفی است که از آن برای اتصال فلزات کربی و رنگی از جمله استیل و آلومنیوم استفاده می شود. در جوشکاری برق در حالت ذوبی از الکترود های دستی و ذوب شدنی استفاده می شود و قوس الکتریکی در فرایند اتصال بسیار تاثیر گذار است.
جوش برق با توجه به اینکه بسیار پر کاربرد است دارای انواع مختلفی است. از جمله انواع جوشکاری برق می توان به مواردی مانند: جوشکاری برق عمودی، جوشکاری برق نفوذی، جوشکاری برق استیل و جوشکاری برق آلومینیوم اشاره کرد. این روش جوشکاری در صنایع و مشاغل مختلفی از جمله جوشکاری پل ها، جوشکاری لوله ها، جوشکاری سازه های هنری و… کاربرد دارد. با توجه به اینکه این روش از جوشکاری در دو حالت ذوبی و غیر ذوبی انجام می شود؛ رعایت نکات ایمنی جوشکاری الزامی است.
انواع گازهای محافظ
گازهای مورد استفاده در جوشکاری ذوبی گازهایی بی اثر و یا کم هستند که در فرایند جوش از آسیب رسیدن به جوش و محل اتصال جلوگیری می کنند. از دیگر علل استفاده از گاز ها این است که قوس پایداری به وجود می آروند و در نهایت در کیفیت جوش تاثیر گذار هستند. گازهای مورد استفاده در جوشکاری به شرح زیر است:
- گاز آرگون
- گاز هلیوم
- گاز آکسیژن
- گاز هیدروژن
- گاز نیتروژن
- گاز دی اکسید کربن
جوشکاری صنعتی چیست؟
همانطور که از نام جوشکاری صنعتی مشخص است، زوشی برای جوشکگاری در صنایع مختلف است. در این فرآیند با استفاده از انواع روش ها و حالت های جوشکاری می توان اتصالات دائم و مستحکم را به وجود آرود. در روش جوش صنعتی حرارت های بالا ایجاد می شود و این موضوع باعث ذوب شدن انواع فلزات شده و در نهایت پس از سرد شدن فلز ذوب شده اتصال دائم بر قرار می کند. جوشکاری صنعتی دارای انواع مختلف و کاربرد های متنوع است که در ادامه هر کدام را توضیح و موارد مریوط به آنها را معرفی می کنیم.
کاربرد های جوشکاری صنعتی
جوشکاری صنعتی مانند دیگر روش های جوشکاری در جاهای مختلفی استفاده می شود. این روش به خاطر صنعتی بودن بیشتر در صنایع مختلف استفاده می شود. در زیر انواع کاربرد هایی که این روش ازجوشکاری دارد را به صورت تیتر وار بیان می کنیم.
- خودروسازی
- ساخت و ساز
- صنعت نفت و گاز
- صنعت کشتیسازی
- تولید لوازم خانگی
- صنعت هواپیماسازی
- ساخت تجهیزات صنعتی
انواع جوشکاری صنعتی
یکی دیگر از موارد مهم در جوشکاری صنعتی این است که این روش دارای انواع مختلفی است. هر کدام از این انواع در صنایع مختلف مورد استفاده قرار می گیرد. در زیر انواع جوشکاری صنعتی را بیان می کنیم.
- جوشکاری قوس الکتریکی با الکترود روکشدار (SMAW
- جوشکاری قوس الکتریکی با گاز محافظ (GMAW
- جوشکاری قوس تنگستن با گاز محافظ (GTAW
- جوشکاری لیزری
- جوشکاری نقطهای
انواع الکترود برای جوشکاری
الکترودها را از چند منظر مختلف دسته بندی می کنند که در این قسمت به آن ها اشاره می کنیم.
انواع الکترود جوشکاری بر اساس روکش
الکترود جوشکاری در دو دسته بدون روکش و روکش دار قرار می گیرند. در طول زمان با توجه به نتیجه نهایی جوشکاری با الکترود بدون روکش که ظاهر زیبایی نداشت و در مقابل ضربه مقاومت بسیار کمی داشت، الکترودهای بدون روکش تقریباً کنار گذاشته شده اند و استفاده از الکترودهای روکش دار کاربرد بیشتری پیدا کرده اند.
جوشکاری با الکترودهای روکش دار ظاهر بهتری دارد، سرعت جوشکاری بیشتر است و جوشکاری با آن ها ساده تر است.
انواع الکترود بر اساس ضخامت پوشش
الکترودها از لحاظ ضخامت پوشش سطحی آن ها به 4 دسته تقسیم می شوند:
- الکترود جوشکاری نازک
- الکترود جوشکاری متوسط
- الکترود جوشکاری ضخیم
- الکترود جوشکاری خیلی ضخیم
انواع الکترود بر اساس نوع پوشش
الکترودها از نظر پوشش آن ها در 5 گروه مختلف قرار می گیرند:
- الکترود با پوشش اسیدی
- الکترود با پوشش قلیایی
- الکترود با پوشش اکسیدی
- الکترود با پوشش سلولزی
- الکترود با پوشش روتیل
انواع الکترود از لحاظ قطر
الکترودهای جوشکاری با قطرهای مختلف وجود دارند که هر کدام کاربردهای متنوعی دارند و در 4 دسته قرار می گیرند:
- الکترود قطر 2.5
- الکترود قطر 3.25
- الکترود قطر 4
- الکترود قطر 5
انواع الکترود جوشکاری بر اساس جنس مفتول
الکترودها با توجه به جنس مفتول نیز به 4 دسته مختلف تقسیم بندی می شوند:
الکترودهای فولاد ضد زنگ
الکترودهای نیکلی
الکترودهای کم کربن
الکترودهای آلومینیومی
انواع الکترود جوشکاری از لحاظ ساخت
الکترودهایی که برای جوشکاری استفاده می شوند به 4 روش ساخته می شوند:
- الکترودهای انجماد سریع : الکترودهایی که ساخت انجماد سریع دارند، دارای ویژگی های مختلفی از جمله ایجاد قوس قوی، تولید سرباره بسیار کم و قابل استفاده در تمامی موقعیت ها هستند. الکترودهای انجماد سریع با کدهای E6010 و E6011 شناخته می شوند.
- الکترودهای انجماد پر شده : پوششی که روی الکترودهای جوشکاری انجماد پرشده قرار دارد، خیلی وزن زیادی دارند و می توانند ترکیب یکنواختی را در نقطه جوش ایجاد کند و سرباره را نیز خارج می نماید. الکترودها با کدهای E6012، E6013 و E7014 از نوع الکترود انجامد پرشده هستند.
- الکترود چسبان سریع: نرخ رسوب گذاری در الکترودهای چسبان سریع زیاد است؛ زیرا دارای پوشش فلاکسی زیادی می باشند. الکترودهای چسبان سریع با کدهای E6027 و E6028 شناخته می شوند.
- الکترود کم هیدروژن : از آن جایی که الکترودهای کم هیدروژن دارای هیدروژن بسیار کمی هستند، برای جوشکاری فولاد پرکربن کاربرد زیادی دارند. الکترودهای با کدهای E7018 و E7028 از نوع الکترود کم هیدروژن می باشند.
بیشتر بخوانید: بهترین الکترود برای جوشکاری
محکم ترین نوع جوشکاری: بررسی استحکام انواع روش های جوشکاری
بعد از اینکه انوع روش های جوشکاری را توضیح دادیم، بهتر است به این نکته بپردازیم که محکم ترین نوع جوشکاری کدام است و برای پروژه های مختلف از چه نوع جوشکاری می توان استفاده کرد.
جوشکاری فرآیندی است که در آن دو یا چند قطعه فلزی به یکدیگر متصل می شوند. در این میان، برخی از روش های جوشکاری از استحکام بیشتری برخوردارند که می تواند بسته به نوع پروژه و کاربرد متفاوت باشد. برای مثال، جوشکاری قوس الکتریکی (MMA) به دلیل استفاده از جریان الکتریکی بالا و ایجاد حرارت زیاد، استحکام بالایی دارد و برای کاربردهای سنگین مانند جوشکاری در سازه های فولادی استفاده می شود.
در مقابل، جوشکاری TIG (جوشکاری با قوس تنگستن گاز محافظ) برای جوش های دقیق و تمیز مناسب است اما از نظر استحکام و دوام کمتر از جوش قوس الکتریکی در نظر گرفته می شود. همچنین جوشکاری زیر پودری (Submerged Arc Welding) که در صنایع نفت و گاز کاربرد زیادی دارد، از استحکام بسیار بالایی برخوردار است به دلیل اینکه مواد جوش با پوشش پودری در زیر سطح جوش قرار دارند و این امر به استحکام جوش کمک می کند.
بهترین روش جوشکاری: کدام روش جوشکاری برای شما مناسب است؟
حال که محکم ترین نوع جوشکاری از بین روی هاش مختلف جوشکاری را متوجه شدید، بهتر است بدانید بهترین روش جوشکاری که می توان برای هر کار استفاده کرد کدام است. در این مورد البته استفاده از ابزار مناسب برای هر روش جوشکاری نیز تاثیر زیادی دارد.
انتخاب بهترین روش جوشکاری به عواملی نظیر نوع قطعات، هزینه، زمان و مهارت جوشکار بستگی دارد. برای مثال، اگر جوشکار به دنبال سرعت و دقت بالا است، جوشکاری MIG (جوشکاری با گاز بی اثر) گزینه خوبی است. این روش برای کارهای با سرعت بالا و حجم زیاد مناسب است و هزینه آن نسبت به سایر روش ها پایین تر است.
در حالی که برای جوشکاری قطعات حساس تر مانند آلیاژ های نیکلی یا آلومینیومی، جوشکاری TIG ترجیح داده می شود، زیرا این روش امکان کنترل دقیق تر حرارت را فراهم می کند و به تمیزی جوش کمک می کند. اگر هزینه برای شما اولویت دارد، جوشکاری قوس الکتریکی انتخاب خوبی خواهد بود چون تجهیزات آن کم هزینه است و نیاز به مهارت کمتری دارد.
کلام آروا:
در این مقاله به تعریف جوشکاری و بیان انواع جوشکاری با تصویر هر کدام پرداختیم. برای انجام جوشکاری نیاز به دستگاه جوش است. شرکت آروا یکی از تولید کنندگان انواع ابزار آلات صنعتی و اینورتر جوشکاری است که در بازار ابزار ایران فعالیت میکند. این شرکت انواع دستگاه جوش شامل: اینورترهای جوشکاری، دستگاه جوش co2، دستگاه جوش آرگون، دستگاه جوش زیر پودری و… را با کیفیت بالا و 70 ماه گارانتی تولید می کند.



ارسال دیدگاه