 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات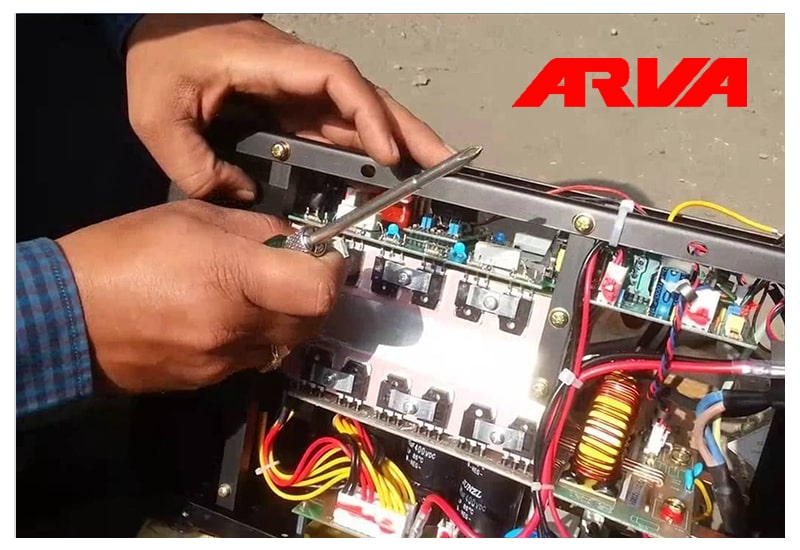
عیب یابی دستگاه جوش اینورتر و مشکلات متداول اینورتر جوشکاری معمولاً در چهار دسته نوسانات برق، اختلال در سیستم خنک کننده، استهلاک قطعات مصرفی (مثل ولوم و کابل) یا آسیب های بردی (مانند سوختن IGBT) جای می گیرند.
در جدول زیرمی توانید آنچه را درمورد عیب یابی دستگاه جوش اینورتر باید بدانید، مشاهده کنید:
| نوع اختلال | نشانه ها و علائم | علت احتمالی | راهکار پیشنهادی (بدون واژه تعمیر) |
| روشن شدن چراغ O.C (زرد) | توقف کارکرد و روشن شدن نمایشگر خطا | نوسان برق، داغ شدن بیش از حد، اتصالی داخلی | اجازه دهید دستگاه خنک شود؛ بررسی فن و سیستم تهویه؛ بازبینی توسط متخصص |
| روشن نشدن دستگاه | عدم فعالیت فن و نمایشگر با وجود اتصال به برق | قطع بودن کابل یا دوشاخه، خرابی کلید، نقص در برد پاور | تست کابل برق و دوشاخه؛ جایگزینی کلید اصلی؛ بررسی تخصصی بخش تقویت آمپر |
| خروجی نداشتن (جوش ندادن) | دستگاه روشن است اما انبر جرقه نمی زند | سوختن ترانزیستورهای قدرت (IGBT)، خرابی رله یا برد درایور | بازبینی بردهای داخلی؛ جایگزینی قطعات سوخته؛ بررسی اتصالات تسمه های مسی |
| پریدن فیوز | قطع شدن ناگهانی فیوز برق ساختمان | اضافه بار، اتصال کوتاه در مدار، نوسان شدید ولتاژ | استفاده از فیوز تیپ C؛ کاهش آمپر جوشکاری؛ استفاده از محافظ برق صنعتی |
| خاموش شدن ناگهانی | دستگاه حین کار ناگهان کاملاً خاموش می شود | نقص در سیستم راه اندازی یا خازن ها، فشار بیش از حد به بایاس | بازبینی خازن های راه اندازی و رله ها؛ بررسی مقاومت بار خروجی |
| جوش ضعیف یا ناپایدار | نفوذ کم جوش، نوسان قوس الکتریکی | خرابی ولوم آمپر، بلندی بیش از حد کابل، افت ولتاژ ورودی | تعویض پتانسیومتر (ولوم)؛ کوتاه کردن کابل های جوش؛ چک کردن ولتاژ شبکه |
| سوت کشیدن دستگاه | صدای ناهنجار با فرکانس بالا از داخل دستگاه | اختلال در ترانس، خازن ها یا سیم پیچ ها | بررسی چشمی قطعات و ارسال به مرکز خدمات برای تست مدار |
| کار نکردن فن | عدم خروج باد و داغ شدن سریع بدنه | تجمع گرد و غبار، مسدود شدن مسیر هوا، سوختن موتور فن | تمیزکاری با فشار هوا؛ جایگزینی فن با نمونه سالم |
| اختلال در تغذیه سیم (CO2) | لرزش یا گیر کردن سیم در تورچ | مسدود شدن نازل (Contact Tip)، تنظیم نبودن فشار غلتک | تمیز کردن نازل؛ تنظیم فشار فنر کشنده؛ باز کردن پیچ خوردگی های تورچ |
| جوش اسفنجی و متخلخل | ایجاد حباب در حوضچه مذاب | اتمام گاز CO2، خرابی مانومتر، وزش باد در محیط | چک کردن کپسول و رگلاتور؛ استفاده از بادگیر در محیط باز |
| داغ شدن شدید تورچ | احساس بوی سوختگی یا حرارت غیرعادی دستگیره | شل بودن اتصالات داخلی، انتخاب آمپر فراتر از توان تورچ | سفت کردن اتصالات الکتریکی؛ تناسب آمپر با چرخه کاری (Duty Cycle) |
| چسبیدن سیم به نازل (CO2) | توقف حرکت سیم و جرقه زدن در نوک تورچ | پاشش زیاد (Spatter)، ذوب شدن سیم در دهانه | جایگزینی نازل مسی؛ استفاده از اسپری ضدپاشش (Anti-Spatter) |
همچنین می توانید در چند ویدئوی آموزش عیب یابی دستگاه جوش اینورتر که در این مطلب ارائه شده، خودتان مهندس دستگاه جوش اینورتر خود باشید.
عیب یابی دستگاه جوش اینورتر

عیب یابی هر یک از انواع دستگاه جوش متفاوت است. حالا در نظر بگیرید که هر دستگاه نیز از چندین قطعه متفاوت تشکیل شده که در نتیجه طبیعی است که ایراد در هر قطعه، شرایط متفاوتی به وجود آورد. به همین دلیل توصیه کارشناسان آروا این است که اگر با کارهای فنی آشنایی ندارید یا از اجزای اینورترهای جوشکاری سررشته ای ندارید، عیب یابی اینورتر جوشکاری خود را به کارشناسان بسپارید. با این وجود برخی از رایج ترین ایرادات اینورتر را با هم بررسی خواهیم کرد.
مراحل عیب یابی دستگاه جوش اینورتر به طور کلی شامل موارد زیر است:
مرحله اول: عیب یابی
بدیهی است که عیب یابی اینورتر جوشکاری باید به طور دقیق انجام شود. در ادامه به مراحل این بخش می پردازیم.
گام اول: بررسی علائم ظاهری
دستگاه را به طور کامل بررسی کنید و به دنبال علائم ظاهری خرابی اینورتر، مانند سوختگی قطعات، اتصالات شل یا سیم های آسیب دیده باشید.
در صورت مشاهده هرگونه مشکل، ابتدا سعی کنید آن را مرتفع سازید. به عنوان مثال، می توانید اتصالات شل را سفت کرده یا سیم های آسیب دیده را تعویض کنید.
گام دوم: بررسی ولتاژ ورودی
ولتاژ ورودی دستگاه را با استفاده از ولت متر بررسی کنید. ولتاژ ورودی باید با ولتاژ ذکر شده در دفترچه راهنمای دستگاه مطابقت داشته باشد. اگر ولتاژ ورودی خیلی کم یا خیلی زیاد است، مشکل را باید از منبع برق ورودی پیدا کنید.
گام سوم: بررسی فیوز دستگاه جوش
فیوزهای دستگاه را مورد بررسی قرار دهید تا مطمئن شوید که سالم هستند.
در صورت خرابی فیوز دستگاه جوش، باید آن را با یک فیوز با همان آمپر تعویض کنید.
گام چهارم: بررسی مدار قدرت
مدار قدرت شامل ترانسفورماتور، دیودها، خازن ها و IGBT ها است. هر یک از این قطعات می تواند آسیب دیده و باعث خرابی اینورتر شود.
برای بررسی مدار قدرت نیاز به دانش و تخصص فنی و همچنین تجهیزات مناسب مانند مولتی متر و اسیلوسکوپ است.
بیشتر بخوانید: خازن چیست
گام پنجم: بررسی مدار کنترل
مدار کنترل دربرگیرنده برد الکترونیکی و میکروکنترلر است. این مدار وظیفه کنترل و تنظیم عملکرد دستگاه را بر عهده دارد.
خرابی در مدار کنترل می تواند باعث بروز مشکلاتی مانند روشن نشدن دستگاه، نوسانات ولتاژ و جریان و عدم تنظیم صحیح پارامترهای جوشکاری شود.
برای بررسی مدار کنترل نیاز به دانش و تخصص فنی و همچنین تجهیزات مناسب مانند مولتی متر و اسیلوسکوپ است.
در صورت عدم تجربه و تخصص کافی در زمینه عیب یابی اینورتر جوشکاری، بهتر است از یک متخصص مشورت و راهنمایی بگیرید.
بیشتر بخوانید: آشنایی با پارامترهای جوشکاری
نکات مهم
- قبل از شروع عیب یابی، حتماً دستگاه را از برق جدا کنید.
- در صورت عدم آشنایی با اصول برق و الکترونیک از عیب یابی دستگاه جوش اینورتر آن خودداری کنید.
- از تجهیزات مناسب و ایمن برای عیب یابیاینورتر جوشکاری استفاده کنید.
- به دفترچه راهنمای دستگاه مراجعه کرده تا اطلاعات دقیق تری در مورد نحوه عیب یابی آن به دست آورید.
مرحله دوم: رفع مشکل
تعویض قطعات معیوب: پس از عیب یابی و شناسایی قطعات معیوب، باید آنها را با قطعات جدید و سالم تعویض کنید.
عیب یابی مدارهای الکترونیکی: اگر مشکل در مدارهای الکترونیکی دستگاه باشد، در بعضی مواقع قابل تعمیر هستند که باید توسط یک تکنسین متخصص انجام شود.
علت خرابی دستگاه جوش اینورتر و مشکلات متداول آن

هنگام عیب یابی دستگاه جوشکاری، با مشکلات متعددی رو به رو خواهید شد که ما با زبانی ساده رایج ترین آنها را به شما معرفی می کنیم.
علت روشن شدن چراغ o.c دستگاه جوش (علت روشن شدن چراغ زرد دستگاه جوش)

روشن شدن چراغ زرد یا چراغ O.C در اینورتر جوشکاری که یکی از رایج ترین عیوب این دستگاه است، می تواند به دلایل زیر باشد:
الف) وجود اتصالی در دستگاه:
اگر در سیم کشی یا قطعات داخلی دستگاه اتصالی وجود داشته باشد، ممکن است چراغ OC روشن شود.
ب) استفاده از کابل های نامناسب
ج) نوسانات برق
د) یکی دیگر از دلایل رایج روشن شدن چراغ OC خرابی ترانسزیستورهای اصلی یا همان IGBT است. ویدئوی زیر اطلاعات جامعی در ایم مورد به شما ارائه می دهد:
ه) عامل دیگر، می تواند سوختگی در دیودهای خروجی باشد که در ویدئو زیر به صورت کامل توضیح داده شده و نحوه بررسی آن به شما آموزش داده می شود.
و) بالا رفتن بیش از حد حرارت به دلیل:
- انجام کارهای سنگین تر از ظرفیت دستگاه
- مشکل در سیستم تهویه
- خاک گرفتگی قطعات
- مشکل در فن
در این مورد به نقل از سایت مگمیت می توانید این کار را انجام دهید:
دمای بالای محیط و کار فراتر از توان دستگاه دو عامل حیاتی در سلامت اینورتر، دمای محیط و «نرخ بار» یا همان دیوتی سایکل (Duty Cycle) هستند. اگر در محیط های بسیار گرم کار می کنید و یا بیش از حد توان دستگاه از آن کار می کشید، مدار محافظ حرارتی فعال شده و دستگاه متوقف می شود.
روش بررسی: با استفاده از یک دماسنج صنعتی، دمای داخلی دستگاه را چک کنید تا از حد مجاز فراتر نرفته باشد.
راهکار: برای رفع این مشکل، زمان کاربری را کاهش دهید، به دستگاه استراحت های کوتاه مدت بدهید، سیستم تهویه کارگاه را تقویت کرده و یا شرایط خنک سازی (فن ها) را بهبود ببخشید.
در ویدئوی زیر شما می توانید نحوه عیب یابی اینورتر را مشاهده کنید و دریابید که در صورت بالا رفتن دمای دستگاه چه کاری باید انجام دهید:
ز) دلیل دیگر خرابی کارت کنترل اینورتر جوشکاری است که در ویدئوی زیر به تفضیل به آن پرداخته شده است:
راه حل رایج بعد از روشن شدن چراغ O.C
اگر چراغ OC روشن شد، ابتدا باید اجازه دهید تا دستگاه خنک شود. بعد از خنک شدن دستگاه، سیستم تهویه، فن و اتصالات آن را بررسی کنید. اگر مشکل از اتصالی در دستگاه باشد، باید آن را به یک مرکز تخصصی تعمیرات ببرید.
توجه داشته باشید که ادامه کار با دستگاه در حالی که چراغ OC روشن است، می تواند به دستگاه آسیب جدی برساند. همچنین تعمیر اتصالی در دستگاه باید توسط یک تکنسین متخصص انجام شود.
جلوگیری از روشن شدن چراغ O.C
برای جلوگیری از روشن شدن چراغ OC می توانید موارد زیر را رعایت کنید:
- از دستگاه برای کارهای متناسب با ظرفیت آن استفاده کنید.
- به طور منظم سیستم تهویه، فن و اتصالات دستگاه را بررسی کنید.
- کابل های مناسب و سالم را به دستگاه وصل کنید.
- از دستگاه در برابر نوسانات برق محافظت کنید.
وجود اتصالی در دستگاه جوش
زمانی که در دستگاه جوش اتصالی باشد چراغ o.c روشن می شود. برای این کار باید به مراکز خدماتی و تعمیرکار های خبره رجوع کنیم تا مشکل به زودی بر طرف شود. آروا با داشتن بیشترین تعداد نمایندگی در سطح کشور و استفاده از تجهیزات پیشرفته تعمیراتی می تواند بهترین گزینه برای عیب یابی دستگاه جوش شما در کمترین زمان باشد.
علت روشن نشدن دستگاه جوش

علت روشن نشدن اینورتر جوشکاری بسیار زیاد است که رایج ترین آن به شرح زیر است:
- خرابی یا قطعی کابل و دو شاخه
- اتصالی یا قطع شدن کلید دستگاه
- خرابی قسمت پاور اصلی دستگاه
- خرابی سیستم تغذیه و قسمت تقویت آمپر اینورتر جوشکاری
- مشکلات مربوط به سیستم خنک کننده
- مشکلات مربوط به برد مدار
گاهی اوقات ممکن است استارت دستگاه جوش کار کند اما دستگاه روشن نشود. علت این مسئله نیز می تواند یکی از موارد زیر باشد:
- اتصالات موتور: اتصالات اشتباه یا معیوب در سیم کشی موتور می تواند از رسیدن برق به اجزای اصلی دستگاه جلوگیری کند.
- ولتاژ تغذیه: ولتاژ نامناسب یا ناپایدار می تواند مانع از راه اندازی موتور شود.
- گیر کردن روتور: گیر کردن روتور به دلیل نقص مکانیکی مانع از چرخش آن و در نتیجه روشن شدن دستگاه می شود.
- اتصالات ضعیف موتور: اتصالات ضعیف در سیم پیچ ها یا سایر اجزای موتور می تواند باعث افت ولتاژ و عدم کارکرد صحیح آن شود.
- باز بودن مدار سیم پیچ ها: قطع شدن یا باز بودن مدار سیم پیچ ها مانع از عبور جریان برق و ایجاد میدان مغناطیسی لازم برای چرخش روتور می شود.
در ویدئوهای زیر به طور کامل چند علت روشن نشدن دستگاه جوش بررسی شده و راهکارهایی نیز ارائه شده است.
ویدئوی دوم:
مورد دیگر را در ویدئوی سوم ببینید:
در ویدئوی چهارم نیز باز هم به علت روشن نشدن اینورتر پرداخته ایم و دلایل دیگری را شده است:
در صورت عدم روشن شدن اینورتر جوشکاری، بهترین کار این است که با یک متخصص تعمیرات تماس بگیرید تا مشکل دستگاه را عیب یابی کند. کارشناسان آروا همواره برای مشاوره و عیب یابی رایگان اینورتر جوشکاری شما، آماده هستند.
علت جوش ندادن دستگاه جوش

یکی دیگر از ایراداتی که ممکن است برای دستگاه جوش شما پیش بیاید، مشکل جوش ندادن است که برخلاف تصور اکثریت، مشکلی جدی است و افراد غیر متخصص از حل آن بر نمی آیند. علت جوش ندادن دستگاه جوش به دلایل زیر رخ می دهد و با توجه به آنها می توانید در زمینه عیب یابی دستگاه جوش اینورتر را انجام دهید.
- نقص در قسمت تغذیه اصلی دستگاه
- خرابی در قسمت تقویت جریان و تغییر فرکانس دستگاه جوش
- خرابی برد کنترل
- سوختگی محل اتصال تسمه های مسی خروج
- مشکلات مربوط به کابل و انبر جوشکاری
- تنظیمات نامناسب دستگاه
علت خروجی نداشتن اینورتر جوشکاری چیست؟
گاهی با صحنه ای مواجه می شوید که دستگاه جوش روشن شده و چراغ نمایشگر یا فن به درستی کار می کنند، اما در انبر خروجی هیچ جریانی وجود ندارد. اصلی ترین دلایل خروجی نداشتن اینورتر عبارتند از:
سوختن ترانزیستورهای قدرت (IGBT یا MOSFET): قلب تپنده اینورتر این قطعات هستند. اگر این قطعات بسوزند، ارتباط برق ورودی با خروجی قطع شده و دستگاه عملاً خروجی نخواهد داشت.
خرابی برد درایور: اگر بردی که وظیفه تحریک ترانزیستورها را دارد دچار نقص شود، حتی در صورت سلامت IGBTها، جریانی در خروجی نخواهید داشت.
قطعی در مدار چاپی (PCB): گاهی در اثر ضربه یا لرزش شدید، لایه های مسی روی برد دچار ترک خوردگی می شوند که باعث قطع شدن مسیر جریان اصلی می شود.
خرابی رله (Relay) دستگاه: اگر رله دستگاه که وظیفه سوییچ کردن جریان را دارد درست عمل نکند، برق به بخش قدرت نمی رسد.
بیشتر بخوانید: تفاوت ماسفت و IGBT در اینورترهای جوشکاری
علت فیوز پراندن اینورتر جوشکاری

علت فیوز پراندن اینورتر جوشکاری می تواند دلایل متعددی دارد. به طور کلی، فیوز در دستگاه های الکتریکی و الکترونیکی مانند اینورتر جوشکاری به عنوان یک وسیله حفاظتی عمل می کند تا از آسیب به مدار و سایر قطعات داخلی دستگاه جلوگیری کند.
هنگامی که یک مشکل در دستگاه ایجاد می شود و جریان بیش از حد به مدار وارد می شود، فیوز به طور خودکار قطع می شود تا از خرابی های جدی تر جلوگیری کند. در اینجا برخی از دلایل رایج فیوز پراندن در اینورتر جوشکاری آورده شده است:
|
علت احتمالی |
نشانه و توضیح |
راهکار پیشنهادی |
| اضافه بار (Overload) | بالا بودن آمپر نسبت به توان فیوز | کاهش آمپر جوشکاری یا ارتقای فیوز به تیپ C |
| اتصال کوتاه | پریدن آنی فیوز به محض روشن کردن | بررسی برد توسط تعمیرکار (احتمال خرابی ماسفت) |
| نوسانات برق | تغییر ولتاژ شبکه یا برق ژنراتور | استفاده از محافظ برق صنعتی یا استابلایزر |
| اتصالات ضعیف | داغ شدن دوشاخه یا کابل رابط | تعویض کابل های فرسوده و سفت کردن اتصالات |
| نقص سیستم خنک کننده | قطع شدن فیوز بعد از دقایقی کار | بررسی فن دستگاه و تمیز کردن گرد و غبار |
| رابط های طولانی | افت ولتاژ شدید در مسیر کابل | استفاده از کابل رابط با نمره حداقل ۲.۵*۳ |
اضافه بار؛ اصلی ترین علت فیوز پراندن دستگاه جوش
یکی از رایج ترین علل پراندن فیوز، اضافه بار است. وقتی که جریان یا توان ورودی به دستگاه بیش از حد مجاز برای دستگاه باشد (مثلاً در هنگام جوشکاری با شدت جریان بیش از حد یا زمانی که دستگاه برای مدت طولانی تحت فشار کار کند)، فیوز می سوزد تا از آسیب دیدن سایر قطعات جلوگیری کند. در این صورت، دستگاه به طور خودکار از کار می افتد تا آسیب دیدگی جلوگیری شود.
چه چیز باعث اتصال کوتاه در اینورتر جوشکاری می شود؟
اتصال کوتاه یکی دیگر از دلایل عمده پراندن فیوز است. این اتفاق زمانی رخ می دهد که دو بخش از مدار، که نباید با هم تماس داشته باشند، به طور ناخواسته با یکدیگر تماس پیدا کنند و باعث عبور جریان بیش از حد از فیوز شوند. این اتصال کوتاه می تواند به دلیل خرابی سیم کشی یا آسیب به قطعات داخلی اینورتر ایجاد شود.
تاثیر نوسانات شدید برق ورودی
نوسانات شدید در ولتاژ ورودی یا نوسانات برق از منابع تغذیه (مانند برق شهری یا ژنراتورها) می تواند باعث بروز مشکلات در مدارهای الکترونیکی دستگاه شود. اگر ولتاژ ورودی از محدوده مشخصی که اینورتر قادر به تحمل آن است، بیشتر شود، اینورتر ممکن است به دلیل محافظت داخلی خود (مانند فیوز) از کار بیفتد.
عیب در قطعات داخلی دستگاه جوش اینورتر
گاهی اوقات، مشکلات داخلی مانند خرابی ترانزیستورها، دیودها، یا سایر قطعات الکترونیکی موجود در اینورتر می تواند موجب پراندن فیوز شود. این قطعات زمانی که دچار عیب شوند، ممکن است جریان بیش از حد از مدار عبور کنند و این فیوز را فعال کنند تا از آسیب بیشتر جلوگیری شود.
مشکل اتصال نادرست به منبع تغذیه یا الکترود
اتصالات نادرست و به خصوص اتصالات ضعیف و نامناسب به منبع تغذیه یا الکترودها می تواند جریان های نامناسبی به مدار وارد کند. اگر کابل ها یا اتصالات به درستی وصل نشوند یا آسیب دیده باشند، ممکن است جریان اضافی وارد دستگاه شود و فیوز را بسوزاند.
بیشتر بخوانید: دستگاه جوش بدون الکترود
خراب شدن فن یا سیستم خنک سازی
اینورترهای جوشکاری معمولاً دارای سیستم های خنک کننده هستند که به جلوگیری از افزایش دمای بیش از حد کمک می کنند. اگر فن ها یا سیستم های خنک کننده به درستی کار نکنند، دستگاه ممکن است بیش از حد گرم شده و فیوز برای محافظت از مدارها قطع شود.
استفاده نادرست از دستگاه
استفاده نادرست از دستگاه، مانند جوشکاری در محیط های مرطوب یا در شرایطی که دستگاه بیش از حد تحت فشار قرار می گیرد، می تواند موجب پراندن فیوز شود. در چنین شرایطی، دستگاه از فیوز برای جلوگیری از آسیب به سیستم استفاده می کند.
آسیب دیدگی خارجی یا ضربه
اگر اینورتر در معرض ضربه یا آسیب فیزیکی قرار گیرد، ممکن است به قطعات داخلی آسیب وارد شود که می تواند منجر به قطع شدن فیوز شود. آسیب به مدارهای داخلی یا قطعات الکترونیکی به خصوص در اثر ضربه می تواند باعث ایجاد مدارهای کوتاه یا ناهنجاری در جریان شود که فیوز را فعال می کند.
فیوز در اینورتر جوشکاری به عنوان یک سیستم حفاظتی عمل می کند و برای جلوگیری از آسیب های جدی به دستگاه در مواقع اضطراری به طور خودکار قطع می شود. بررسی دقیق دلیل پراندن فیوز نیاز به بررسی همه جانبه دستگاه و اجزای آن دارد. عواملی مانند اضافه بار، اتصال کوتاه، خرابی قطعات داخلی، نوسانات ولتاژ، یا مشکل در سیستم های خنک کننده می توانند باعث این مشکل شوند. در صورت مشاهده چنین مشکلی، بهتر است دستگاه توسط یک تعمیرکار متخصص بررسی شود تا از بروز مشکلات بیشتر جلوگیری شود.
راهکارهای جلوگیری از قطع شدن فیوز هنگام جوشکاری
برای اینکه بتوانید بدون وقفه جوشکاری کنید و از آسیب به سیستم برق ساختمان و دستگاه جلوگیری کنید، این راهکارهای عملی را به کار بگیرید:
استفاده از فیوز مناسب: برای کار با دستگاه های اینورتر، حتماً از فیوزهای مینیاتوری تیپ C (کندسوز) با آمپر متناسب (حداقل ۲۵ یا ۳۲ آمپر) استفاده کنید. فیوزهای معمولی خانگی تحمل قوس های اولیه جوشکاری را ندارند.
بررسی سلامت کابل و اتصالات: اطمینان حاصل کنید که کابل برق دستگاه دچار بریدگی یا سوختگی نشده باشد. همچنین دو شاخه باید کاملاً محکم در پریز قرار بگیرد؛ شل بودن دوشاخه باعث ایجاد جرقه و پریدن فیوز می شود.
پرهیز از رابط های طولانی و ضعیف: اگر مجبورید از کابل رابط استفاده کنید، حتماً از کابل های با نمره بالا (حداقل ۲.۵*۳) استفاده کنید. کابل های نازک و طولانی باعث افت ولتاژ و در نتیجه افزایش فشار به فیوز می شوند.
تنظیم هوشمندانه آمپر: اگر برق محل کار شما ضعیف است، سعی کنید آمپر دستگاه را به یکباره بالا نبرید. کار را با آمپر پایین تر شروع کنید و به تدریج آن را با توجه به ضخامت قطعه کار تنظیم کنید.
استفاده از محافظ برق صنعتی: برای جلوگیری از تاثیر نوسانات ناگهانی شبکه برق بر روی دستگاه، استفاده از یک استابلایزر یا محافظ برق مخصوص تجهیزات صنعتی توصیه می شود.
برای رفع مشکلاتی که در رابطه با فیوز اینورتر ممکن است پیش بیاید، در ادامه دو ویدئو برای شما ارائه شده است:
ویدئوی دوم:
خاموش شدن اینورتر جوشکاری در حین کار

خاموش شدن دستگاه در حین کار می تواند دلایل مختلفی داشته باشد که به نوع اینورتر و شرایط کار آن بستگی دارد. در صورت خاموش شدن ناگهانی دستگاه جوش، ابتدا باید سعی کنید علت مشکل را پیدا کنید. بررسی کابل ها، دوشاخه، کلید و اتصالات برق اولین قدم برای عیب یابی است.
اگر مشکل از اتصالات برق نیست، باید دستگاه جوش را به یک متخصص تعمیرات نشان دهید. زیرا علت خاموش شدن اینورتر در حین کار، یکی از موارد زیر است:
- نقص در سیستم بایاس به دلیل افزایش بیش از حد مجاز مقاومت بار خروجی منبع تغذیه بایاسینگ
- نقص در سیستم راه اندازی مثل خرابی خازن های راه اندازی، خرابی رله ها، مشکلات مربوط به سیم کشی و اتصالات و…
- مشکلات مربوط به اجزای منبع تغذیه مثل خرابی ترانزیستورها، دیودها، خازن ها و سایر قطعات
اگر در زمینه موارد ذکر شده تخصص کافی ندارید، بهتر است کار را به کاردان بسپارید و خودتان اقدام به عیب یابی اینورتر جوشکاری آن نکنید.
جوش ضعیف اینورتر جوشکاری

ارائه یک جوش ضعیف اگر به علت عدم مهارت اپراتور در جوشکاری نباشد، یکی از مشکلات رایج اینورترها است که به مرور زمان پیش می آید. هر گاه با یک جوش ضعیف مواجه شدید، در صورتیکه الکترود شما از کیفیت مطلوبی برخوردار بوده و دارای نشان استاندارد است، دلایل زیر می تواند علت این مسئله باشد:
- خرابی ولوم آمپر؛ نشانه آن عدم تنظیم صحیح جریان و عدم تناسب آن با ضخامت قطعه کار است.
- مشکل در قسمت کنترل ولوم؛ نوسانات جریان در حین جوشکاری و عدم پایداری قوس الکتریکی از علائم آن است.
- ضربه خوردن دستگاه و شل بودن مهره ولوم که علائم آن شامل عدم تنظیم صحیح ولوم و نوسانات جریان می شود.
- استهلاک در بخش برد کنترل؛ عملکرد نامناسب ولوم ها و تنظیمات دستگاه از نشانه های این مشکل است.
- بلندی بیش از حد مجاز کابل های جوش؛ افت ولتاژ و جریان در حین جوشکاری و ضعیف شدن قوس الکتریکی را می توان نشانه های این مشکل دانست.
- افت ولتاژ برق ورودی؛ علام این مشکل نوسانات ولتاژ و جریان در حین جوشکاری و ضعیف شدن قوس الکتریکی است.
خرابی ولوم دستگاه جوش
ولوم یا پتانسیومتر، پل ارتباطی دست شما و مغز دستگاه (برد کنترل) است. وقتی این قطعه کوچک دچار مشکل می شود، عملاً کنترل روی کیفیت جوش از دست می رود. بسیاری از جوشکاران تصور می کنند دستگاه سوخته است، در حالی که مشکل تنها با بررسی ولوم حل می شود.
نشانه های کلیدی که می گوید ولوم دستگاه شما خراب است:
اگر هنگام کار با اینورتر آروا یا هر برند دیگری با موارد زیر مواجه شدید، قبل از هر چیز سلامت ولوم را چک کنید:
- پرش ناگهانی آمپر: در حالی که ولوم روی عدد خاصی است، جریان خروجی مدام تغییر می کند.
- عدم تغییر جریان: ولوم را می چرخانید اما نفوذ جوش یا قدرت قوس هیچ تغییری نمی کند.
- قفل شدن روی حداکثر یا حداقل: دستگاه فقط در ضعیف ترین یا قوی ترین حالت خود جوش می دهد.
۳ دلیل اصلی خراب شدن ولوم اینورتر
ورود گرد و غبار فلزی: براده های آهن معلق در محیط کارگاه به داخل محفظه ولوم نفوذ کرده و باعث اتصالی یا قطع ارتباط پایه متغیر می شوند.
فشار بیش از حد یا ضربه: برخورد انبر یا قطعه کار به ولوم باعث شکستن پایه های ظریف آن از روی برد می شود.
استهلاک مسیر کربنی: چرخاندن مداوم ولوم در طول سال ها، لایه مقاومتی داخلی آن را می ساید.
تست ولوم دستگاه جوش (بدون تجهیزات پیچیده)
اگر مولتی متر ندارید، یک راه ساده برای تست ولوم دستگاه جوش وجود دارد: دستگاه را روشن کنید و در حالی که به صفحه نمایش دیجیتال نگاه می کنید، ولوم را خیلی آرام بچرخانید.
اگر اعداد روی نمایشگر به جای حرکت خطی (مثلاً ۱۰، ۱۱، ۱۲…)، ناگهان پرش دارند (مثلاً ۱۰، ۴۰، ۱۵…)، شک نکنید که لایه کربنی ولوم شما آسیب دیده و نیاز به تعویض دارد.
♦️ نکته تخصصی آروا: در دستگاه های تک برد، گاهی شل شدن مهره ولوم باعث می شود سیم های متصل به آن قطع شوند. پیش از تعویض، از سفت بودن مهره و سلامت لحیم کاری سیم ها مطمئن شوید.
تست تخصصی ولوم دستگاه جوش (ولوم تنظیم جریان)
ولوم تنظیم جریان یا همان پتانسیومتر (Potentiometer)، قطعه ای مهم در اینورترهای جوشکاری است که مسئولیت تبدیل فرمان اپراتور به سیگنال الکترونیکی برای مدار کنترل دستگاه را بر عهده دارد.
خرابی این قطعه می تواند مستقیماً بر کیفیت جوش و توانایی دستگاه در حفظ جریان پایدار تأثیر بگذارد و معمولاً خود را به شکل نوسانات آمپر، قفل شدن جریان خروجی، یا ارائه جوش ضعیف و بی کیفیت نشان می دهد.
برای تشخیص قطعی و سلامت ولوم، نیاز به اندازه گیری دقیق مقاومت آن با استفاده از مولتی متر دیجیتال داریم.
ابزار ضروری: مولتی متر دیجیتال (در حالت اندازه گیری مقاومت – اهم)
هشدار ایمنی جدی: پیش از شروع هرگونه تست روی قطعات داخلی، حتماً دستگاه جوش را کاملاً از پریز برق جدا کرده و مطمئن شوید که خازن های اصلی (بخش ذخیره کننده انرژی) کاملاً تخلیه شده اند. بی توجهی به این نکته خطر برق گرفتگی جدی و آسیب به دستگاه را در پی دارد.
راهنمای گام به گام تست عملکرد ولوم دستگاه اینورتر جوشکاری

در ادامه گام به گام نحوه تست عملکرد ولوم های دستگاه جوش را بررسی خواهیم کرد:
گام اول: شناسایی پایه های ولوم اینورتر جوشکاری
پتانسیومترها معمولاً دارای سه پایه هستند:
پایه های ثابت (End Terminals): دو پایه ای که در دو انتهای مسیر مقاومتی داخلی ولوم قرار دارند. مقاومت بین این دو پایه، مقاومت نامی و کلی ولوم است.
پایه متغیر (Wiper Terminal): پایه ای که با چرخاندن دسته ولوم، روی مسیر مقاومتی حرکت کرده و مقدار مقاومت خروجی را تغییر می دهد.
گام دوم: بررسی مقاومت کل ولوم دستگاه جوش
این تست تعیین می کند که آیا مسیر مقاومتی داخلی ولوم دچار قطعی شده است یا خیر:
- پراب های مولتی متر را به دو پایه ثابت (پایه های انتهایی) ولوم وصل کنید.
- مقدار مقاومت نمایش داده شده روی مولتی متر را بخوانید.
نتیجه مورد انتظار: این عدد باید دقیقاً با مقاومت نامی ولوم (که معمولاً روی بدنه آن حک شده است، مطابقت داشته باشد. اگر عددی بسیار بالاتر از حد انتظار، بسیار پایین تر، یا علامت “OL” (Over Limit/قطع) نمایش داده شود، نشان دهنده سوختگی یا از بین رفتن مسیر مقاومتی ولوم است.
گام سوم: بررسی پیوستگی و تغییر خطی مقاومت (تست عملکرد صحیح)
عبارت «پیوستگی و تغییر خطی مقاومت» در واقع به زبان ساده یعنی بررسی می کنیم که آیا ولوم دستگاه در تمام طول مسیر چرخش خود، به درستی با مدار ارتباط دارد یا در نقاطی دچار «سکته» و «قطع و وصلی» می شود.
به همین دلیل، این تست، مهم ترین مرحله است و نشان می دهد که ولوم در تمام طول حرکت، سیگنال پایدار ارسال می کند یا خیر:
یکی از پراب ها را به پایه لغزنده (متغیر) و پراب دیگر را به یکی از پایه های ثابت متصل کنید.
در حالی که به صفحه نمایش مولتی متر نگاه می کنید، دسته ولوم را به آرامی و به صورت پیوسته از حداقل تا حداکثر بچرخانید.
نتیجه مورد انتظار: مقدار مقاومت باید در طول چرخش، به صورت کاملاً نرم، پیوسته و یکنواخت تغییر کند. (مثلاً اگر از 0Omega تا 10k\Omega تنظیم می شود، نباید جهشی در اعداد مشاهده شود).
این تست تضمین می کند که ولوم، فرمان جوشکار را به صورت دقیق، بدون نوسان و با تناسب صحیح به مغز دستگاه یا همان برد کنترل، می رساند.
نشانه های قطعی و خرابی:
پرش یا قطع شدن لحظه ای: اگر در نقطه ای از چرخش، عدد مقاومت ناگهان به صفر، بی نهایت یا یک مقدار تصادفی بپرد، بیانگر قطعی موقت یا کثیفی شدید در مسیر لغزنده است. این امر باعث می شود دستگاه در حین انواع جوشکاری نوسان آمپر داشته باشد.
عدم تغییر در بخشی از مسیر: اگر در محدوده ای از چرخش، عدد ثابت بماند، نشان می دهد که آن بخش از ولوم از کار افتاده است.
در صورت مشاهده هر یک از موارد فوق، تنها راهکار مطمئن و دائمی برای رفع مشکل، تعویض ولوم معیوب با یک پتانسیومتر جدید و با مشخصات فنی کاملاً مشابه است تا از ارسال سیگنال های اشتباه به برد کنترل جلوگیری شود.
علت سوت کشیدن دستگاه جوش

در صورت سوت کشیدن دستگاه جوش، ابتدا باید سعی کنید علت مشکل را پیدا کنید. اگر مشکل از عوامل خارجی است، می توانید با تعویض الکترود، تنظیم صحیح دستگاه و تمیز کردن آن، مشکل را حل کنید. مشکلات مربوط به سوت کشیدن اینورتر جوشکاری به شرح زیر است:
- خرابی خازن
- خرابی ترانس
- مشکلات مربوط به سیم پیچ ها
- مشکلات مربوط به برد مدار
کار نکردن فن دستگاه جوش

یکی دیگر از مشکلات رایج انواع اینورتر جوشکاری کار نکردن فن آن است. تنها دلیل این مشکل، مسدود شدن مسیر ورودی هوا به فن است. این مشکل مانع از خنک شدن دستگاه می شود و فن از کار می افتد. برای برطرف کردن این مشکل مراحل زیر را انجام دهید:
- مسیر ورودی هوا به فن را بررسی و تمیز کنید.
- فن را از گرد و غبار و آلودگی پاک کنید.
در نظر داشته باشید که اگر فن خراب شده است، باید آن را با یک فن جدید تعویض کنید.
راهنمای جامع نقشه خوانی و عیب یابی برد دستگاه جوش
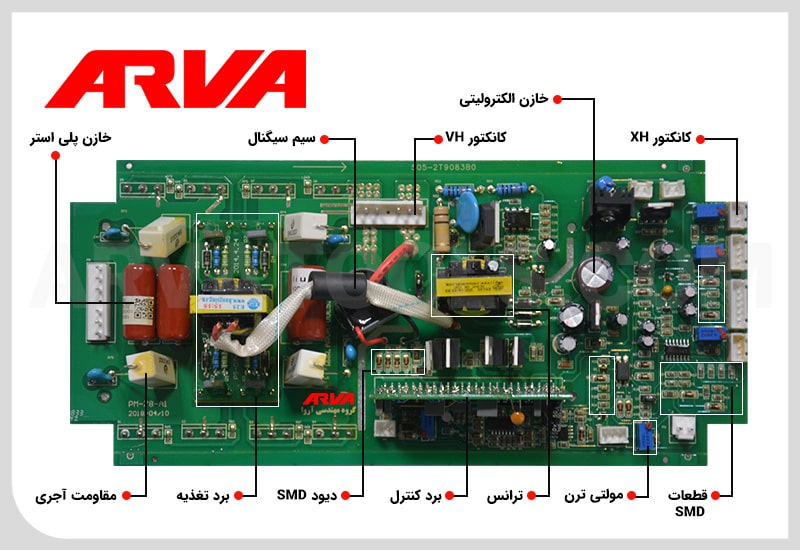
شناخت نقشه برد دستگاه جوش، اولین قدم برای درک عملکرد قطعات و پیدا کردن منشأ ایرادهای الکترونیکی است. در این بخش، با اصول پایه نقشه خوانی و روش های کاربردی عیب یابی برد دستگاه جوش آشنا می شوید.
در ابتدا می توانید تمام عیوب برد دستگاه جوش را در جدول زیر مشاهده کنید:
| نوع اختلال در برد | نشانه ها و علائم | منشأ احتمالی در نقشه برد | راهکار پیشنهادی (بدون واژه تعمیر) |
| روشن شدن چراغ O.C بدون بار | روشن ماندن چراغ هشدار حتی بدون جوشکاری | خطای فیدبک جریان، اختلال سنسور اثر هال، تغییر مقدار مقاومت مسیر اپتوکوپلر | ردیابی مسیر فیدبک در نقشه؛ اندازه گیری ولتاژ خروجی سنسور؛ بررسی مقاومت های سری و اپتوکوپلر |
| روشن نشدن کامل برد | فن و نمایشگر خاموش، عدم پاسخ به کلید پاور | قطع تغذیه Auxiliary، خرابی رگولاتور ۱۵ یا ۲۴ ولت، نقص پل دیود ورودی | دنبال کردن مسیر تغذیه در نقشه؛ تست پل دیود و رگولاتور؛ اندازه گیری ولتاژ در Test Pointها |
| دستگاه روشن است اما خروجی ندارد | فن فعال است ولی قوس شکل نمی گیرد | نبود سیگنال PWM، قطع درایور گیت، اشکال در بلوک سوئیچینگ | مشاهده سیگنال گیت با اسیلوسکوپ؛ تطبیق دامنه با نقشه؛ بررسی آی سی PWM و درایور |
| سوختن مجدد IGBT پس از تعویض | انفجار قطعه در لحظه استارت | اعوجاج پالس گیت، نبود Dead Time، ولتاژ نامناسب گیت | بررسی شکل موج گیت قبل از نصب قطعه نو؛ کنترل دامنه ۱۲–۱۵ ولت؛ تطبیق با دیتاشیت |
| ناپایداری آمپر خروجی | قوس الکتریکی لرزان و نفوذ کم جوش | خطای فیدبک ولتاژ یا جریان، خرابی اپتوکوپلر | مقایسه جریان واقعی با کلمپ DC؛ بررسی مسیر فیدبک در نقشه؛ تست اپتوکوپلر |
| خاموش شدن ناگهانی برد | قطع کامل عملکرد حین کار | فعال شدن حفاظت حرارتی یا افت ولتاژ تغذیه کنترل | بررسی سنسور NTC روی هیت سینک؛ اندازه گیری ولتاژ تغذیه کنترل در حالت گرم |
| صدای ویز ویز از برد قدرت | صدای فرکانس بالا بدون خروجی مؤثر | اتصال ناقص در رکتیفایر خروجی، خرابی دیودها | بررسی دیودهای خروجی طبق نقشه؛ تست دیود هرزگرد؛ کنترل مسیرهای جریان بالا |
| داغ شدن بیش از حد برد | افزایش غیرعادی دمای هیت سینک | اختلال در فرمان فن، خطای تغذیه فن | دنبال کردن مسیر تغذیه فن در نقشه؛ تست ولتاژ خروجی برد کنترل |
| نمایش آمپر اشتباه | اختلاف محسوس عدد نمایشگر با جریان واقعی | خرابی سنسور جریان یا مدار نمونه برداری | تطبیق مقدار سنسور با نقشه؛ تست خروجی سنسور اثر هال؛ بررسی مقاومت های شنت |
| خطای متناوب و غیرقابل پیش بینی | قطع و وصل شدن عملکرد بدون الگوی مشخص | قلع مردگی، ترک مسیر مسی، لرزش قطعات سنگین | بازبینی چشمی نقاط پرجریان؛ تست پیوستگی مسیرها؛ تجدید لحیم نقاط مشکوک |
| عدم استارت نرم (Soft Start) | پریدن فیوز یا شوک اولیه | خرابی مقاومت های Soft Start یا رله بای پس | بررسی مقاومت های شارژ خازن در نقشه؛ تست رله راه انداز |
| عملکرد ناپایدار پس از جابه جایی | مشکل پس از حمل یا ضربه | گسست مسیرهای چندلایه یا شل شدن قطعات | تست Continuity طبق نقشه؛ تثبیت قطعات سنگین با چسب سیلیکون |
ابزارهای مهم برای عیب یابی و کالیبراسیون برد
در دنیای تعمیرات اینورتر، ابزارها صرفاً وسیله ای برای تست نیستند، بلکه چشم های تعمیرکار برای دیدن اتفاقات درون مدار محسوب می شوند.
مولتی متر دیجیتال و تست های غیرفعال
مولتی متر باید قابلیت True RMS داشته باشد تا بتواند ولتاژهای غیرسینوسی روی برد را دقیق اندازه بگیرد. از این ابزار برای تست “سرد” استفاده می کنیم؛ یعنی زمانی که دستگاه به برق نیست.
تست سلامت پل دیود ورودی، بررسی عدم اتصال کوتاه در خازن های الکترولیتی بزرگ و اطمینان از سلامت مقاومت های شارژ (Soft Start) اولین قدم عیب یابی است. هرگونه عددی نزدیک به صفر در تست دیودِ خروجی های قدرت، نشان دهنده یک فاجعه در لایه های زیرین برد است.
اسیلوسکوپ و تحلیل پالس های فرمان
بحرانی ترین بخش عیب یابی، مشاهده سیگنال گیت است. وقتی قطعات قدرت سوخته را تعویض کردید، قبل از گذاشتن قطعات نو، باید با اسیلوسکوپ مطمئن شوید که سیگنال PWM از بخش کنترل به درستی به پایه های گیت می رسد. این سیگنال باید یک موج مربعی کاملاً تمیز، بدون نویز و با دامنه ولتاژ مشخص (معمولاً بین ۱۲ تا ۱۵ ولت) باشد. کوچک ترین اعوجاج در این شکل موج باعث می شود ترانزیستورهای جدید شما در همان لحظه استارت، دوباره منفجر شوند.
آمپرمتر کلمپی DC برای سنجش واقعی خروجی
بسیاری از دستگاه ها جریان واقعی را نشان نمی دهند. با استفاده از یک کلمپ متر که قابلیت اندازه گیری جریان مستقیم (DC) را دارد، می توان متوجه شد که آیا برد کنترل، فیدبک درستی از خروجی دریافت می کند یا خیر. اگر عدد نمایشگر با خروجی واقعی تفاوت فاحشی داشته باشد، مشکل در سنسور اثر هال یا اپتوکوپلرهای بخش فیدبک برد است که باعث می شود قوس الکتریکی ناپایدار باشد.
منبع تغذیه آزمایشگاهی جهت تست بخش کنترل
برای تعمیر ایمن، نباید همیشه دستگاه را به برق ۲۲۰ ولت زد. با یک منبع تغذیه آزمایشگاهی، می توان ولتاژ ۱۵ یا ۲۴ ولتِ بخش کنترل را به صورت مجزا تامین کرد. این کار اجازه می دهد بدون خطر انفجار قطعات قدرت، عملکرد آی سی های سوئیچینگ و رله های روی برد را تست کنید. این روش هوشمندانه ترین راه برای تفکیک عیب بین طبقه قدرت و طبقه فرمان است.
هویه هوای گرم و تجهیزات دیسولدینگ
به دلیل اینکه بردهای اینورتر معمولاً چندلایه هستند و مس ضخیمی دارند، لحیم قطعات به راحتی ذوب نمی شود. استفاده از هویه های معمولی باعث کنده شدن پدها و آسیب دائم به برد می شود. یک ایستگاه کاری با قابلیت کنترل دقیق دما الزامی است تا بتوان قلع را در عمق سوراخ های متالیزه ذوب کرد، بدون اینکه به بافت فیبر مدار چاپی آسیبی برسد.
♦️نکته (پیشگیری خانگی): اگر تعمیرکار نیستید، نیازی به اسیلوسکوپ ندارید؛ اما داشتن یک مولتی متر ساده در کارگاه معجزه می کند. قبل از اینکه دستگاه را باز کنید، ولتاژ پریز برق را بگیرید. بسیاری از خطاهای برد که شبیه خرابی قطعات هستند، صرفاً به دلیل افت ولتاژ شبکه (زیر ۲۰۰ ولت) رخ می دهند که با یک تست ساده مولتی متر مشخص می شود.
اهمیت نقشه خوانی و بلوک دیاگرام در تعمیرات برد
نقشه خوانی در تعمیرات اینورتر، تفاوت میان یک تعویض کار قطعه و یک تکنسین حرفه ای را مشخص می کند. بدون درک ساختار کلی، تعمیرکار تنها به تعویض قطعاتی می پردازد که آثار سوختگی ظاهری دارند، در حالی که ریشه اصلی خطا ممکن است در بخش دیگری نهفته باشد.
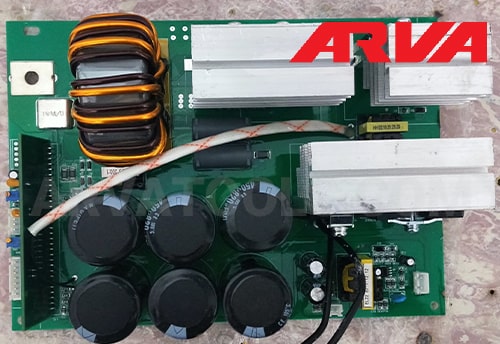
تفکیک طبقات مدار از طریق بلوک دیاگرام
هر برد اینورتر از چندین بلوک مجزا تشکیل شده است: بخش ورودی (EMC و پل دیود)، بخش خازن های صافی، بخش سوئیچینگ قدرت (IGBTها)، ترانس اصلی، و در نهایت بخش رکتیفایر خروجی. بلوک دیاگرام به تعمیرکار اجازه می دهد تا با یک نگاه متوجه شود که جریان انرژی از کجا شروع و در کجا دچار اختلال شده است. برای مثال، اگر دستگاه روشن می شود اما خروجی ندارد، نقشه خوانی به شما می گوید که باید مستقیماً به سراغ بلوک درایور و سیگنال های گیت بروید، نه بخش ورودی برق.
ردیابی ولتاژ و تست پوینت های حیاتی
در نقشه های فنی، نقاطی به نام Test Points (TP) مشخص شده اند. یک تعمیرکار حرفه ای با استفاده از نقشه می داند که برای مثال، روی پایه خروجی آی سی رگولاتور باید دقیقاً ۱۵ ولت وجود داشته باشد. اگر نقشه نباشد، تشخیص اینکه آیا افت ولتاژ در بخش تغذیه سوییچینگ (Auxiliary Power) رخ داده یا در مسیر فیدبک، غیرممکن است. نقشه به شما می گوید کدام قطعات با هم سری یا موازی هستند تا از اندازه گیری های اشتباه ناشی از تاثیر قطعات مجاور بر هم جلوگیری کنید.
درک منطق کنترل و فیدبک (Feedback Loop)
بسیاری از خرابی های پیچیده در سیستم های حفاظتی رخ می دهند. نقشه نشان می دهد که سنسور جریان یا سنسور دما چگونه اطلاعات را به “مغز” دستگاه (Microcontroller یا PWM Controller) ارسال می کنند. اگر دستگاه به اشتباه خطای OC (اضافه جریان) می دهد، با بررسی نقشه می توان مسیر فیدبک را دنبال کرد و متوجه شد که آیا یک مقاومت کوچک در مسیر اپتوکوپلر تغییر مقدار داده است یا خیر. این سطح از عیب یابی بدون داشتن نقشه، چیزی جز اتلاف وقت نخواهد بود.
بازسازی مسیرهای ذوب شده و شناسایی قطعات مجهول
گاهی مواقع و در شرایطی خاص قطعات کاملاً تخریب شده یا لایه های مسی برد از بین می روند. در چنین شرایطی، تنها مرجع برای بازسازی برد، نقشه اصلی است. نقشه مشخص می کند که قطعه سوخته یک دیود زنر بوده یا یک خازن عدسی، و ظرفیت دقیق آن چقدر است. همچنین برای “جامپر زدن” در مسیرهای سوخته، نقشه راهنمای دقیق مسیرهای زیرین برد (در بردهای چندلایه) را در اختیار تعمیرکار قرار می دهد.
♦️ نکته: لازم نیست نقشه مدار را حفظ باشید، اما باید بدانید کدام بخش برد مربوط به چیست. اگر فن دستگاه می چرخد اما هیچ جرقه ای ندارید، مشکل معمولاً در بخش جلویی برد (خروجی) است. اما اگر دستگاه اصلاً روشن نمی شود، مشکل در بخش عقبی برد (ورودی و خازن ها) قرار دارد. این شناخت به شما کمک می کند تا هنگام صحبت با تعمیرکار، فریب هزینه های تراشیده شده برای بخش های سالم را نخورید.
تست سلامت IGBT و ماسفت روی برد و خارج از برد

تست این قطعات، حساس ترین مرحله در عیب یابی برد دستگاه جوش است. IGBT و ماسفت قلب تپنده بخش سوئیچینگ هستند و کوچک ترین خطا در تشخیص سلامت آن ها می تواند باعث خسارت مالی سنگین (سوختن مجدد قطعات گران قیمت) شود.
گام اول؛ تست مقدماتی روی برد (In-Circuit Test)
پیش از جدا کردن قطعات، می توان با مولتی متر وضعیت کلی آن ها را روی برد بررسی کرد. مولتی متر را روی حالت تست دیود قرار دهید:
بررسی اتصال کوتاه: پراپ ها را روی پایه های کلکتور (C) و امیتر (E) قرار دهید. اگر صدای بوق (Buzzer) شنیده شد یا عدد صفر نمایش داده شد، قطعه قطعاً سوخته است.
♦️ نکته طلایی: در بسیاری از بردهای جوشکاری، IGBTها با هم موازی هستند. اگر روی برد تست زدید و متوجه اتصال کوتاه شدید، یعنی حداقل یکی از قطعات آن ردیف سوخته است؛ اما برای پیدا کردن قطعه معیوب، باید تمام آن ها را از برد جدا کنید.
تست گیت روی برد: بین پایه گیت (Gate) و سایر پایه ها نباید هیچ مسیر مستقیمی (اتصال کوتاه) وجود داشته باشد. اگر گیت راه بدهد، یعنی بخش درایور برد نیز احتمالاً آسیب دیده است.
گام دوم؛ تست دقیق خارج از برد (Static Test)
پس از دیسولد کردن قطعه، تست نهایی و مطمئن را انجام می دهیم. در این مرحله قطعه باید کاملاً سرد باشد:
تست دیود داخلی: در اکثر IGBTهای مورد استفاده در برد دستگاه جوش، یک دیود هرزگرد داخلی بین امیتر و کلکتور وجود دارد. با قرار دادن پراپ قرمز روی امیتر و مشکی روی کلکتور، باید عددی بین ۰.۳ تا ۰.۵ ولت (ولتاژ فوروارد دیود) مشاهده کنید. در حالت معکوس، باید مقدار OL (مدار باز) دیده شود.
تست عایق بودن گیت: در حالت خارج از مدار، مقاومت پایه گیت نسبت به دو پایه دیگر باید بی نهایت باشد. هر عددی غیر از OL نشان دهنده نشتی داخلی و خرابی قطعه است.
گام سوم؛ تست عملکردی یا تحریک گیت (Dynamic Test)
این تست نشان می دهد که آیا قطعه واقعاً سوئیچ می کند یا خیر. این کار را می توان با همان ولتاژ اندک مولتی متر انجام داد:
- مولتی متر را در حالت تست دیود بگذارید.
- پراپ مشکی را به امیتر (E) وصل کنید و لحظه ای پراپ قرمز را به گیت (G) بزنید تا خازن داخلی گیت شارژ شود.
- حالا بدون دست زدن به پراپ مشکی، پراپ قرمز را به کلکتور (C) منتقل کنید. اگر قطعه سالم باشد، باید مسیری باز شده باشد و عددی نزدیک به صفر یا بسیار پایین ببینید.
- برای “بستن” سوئیچ، کافی است با انگشت خود یا پراپ، گیت و امیتر را به هم اتصال کوتاه کنید؛ حالا باید دوباره مقدار OL را در مسیر کلکتور-امیتر ببینید.
تفاوت تست ماسفت با IGBT در بردها
اگرچه روش تست مشابه است، اما ماسفت ها معمولاً در بردهای قدیمی تر یا بردهایی با فرکانس بالاتر استفاده می شوند. در ماسفت، پایه ها با نام های گیت (G)، درین (D) و سورس (S) شناخته می شوند. حساسیت ماسفت ها به الکتریسیته ساکن بدن بسیار بیشتر از IGBT است؛ بنابراین هنگام تست خارج از برد، حتماً از دستکش آنتی استاتیک استفاده کنید یا قبل از لمس قطعه، دست خود را به بدنه فلزی بزنید تا تخلیه بار الکتریکی صورت گیرد.
♦️ نکته (نشانه خرابی): یک نشانه ساده برای اینکه بفهمید IGBTها روی برد آسیب دیده اند یا خیر، گوش دادن به صدای دستگاه در لحظه روشن شدن است. اگر صدای “تیک تیک” سریع از داخل دستگاه می شنوید و خروجی ندارید، به احتمال زیاد ترانزیستورها در آستانه سوختن کامل هستند. در این شرایط از زدن ضربه به انبر (برای جرقه گرفتن) خودداری کنید، چون همین شوک کوچک کار برد را تمام می کند.
شناسایی مسیرهای سوخته و قلع مردگی (Cold Solder)

گاهی خرابی برد دستگاه جوش نه به دلیل سوختن قطعات نیمه هادی، بلکه ناشی از گسست در اتصالات فیزیکی و تخریب مسیرهای مسی است. به دلیل جریان های بسیار بالایی که از این بردها عبور می کند، کوچک ترین نقص در اتصالات می تواند منجر به توقف کامل دستگاه یا جرقه زدن های خطرناک داخلی شود.
تشخیص قلع مردگی (Cold Solder) و آثار لرزش
قلع مردگی زمانی رخ می دهد که اتصال لحیم بین پایه قطعه و پد برد به دلیل حرارت زیاد، لرزش های مداوم یا اکسیداسیون، دچار ترک های میکروسکوپی شود.
- علائم ظاهری: در نگاه اول، لحیم در این نقاط کدر، خاکستری و ترک خورده به نظر می رسد. گاهی یک حلقه سیاه دور پایه قطعه مشاهده می شود که نشان دهنده جرقه زدن (آرک زدن) در آن نقطه است.
- نقاط بحرانی: این اتفاق بیشتر در قطعات سنگین و پرحرارت رخ می دهد؛ پایه ترانس های اصلی، خازن های الکترولیتی بزرگ، رله ها و شنت های جریان (Shunt) مستعدترین نقاط برای قلع مردگی هستند.
- تست فیزیکی: با یک پنس عایق، قطعات مشکوک را به آرامی تکان دهید؛ اگر پایه در سوراخ برد حرکت کوچکی داشت، یعنی اتصال قطع شده و نیاز به “تجدید لحیم” (Reflow) دارد.
شناسایی مسیرهای سوخته (Burnt Traces) در لایه های برد
در جریان های بالای ۱۰۰ آمپر، لایه مسی برد مثل یک فیوز عمل می کند. اگر اتصال کوتاهی در بخش قدرت رخ دهد، مسیر مسی بخار شده و از روی فیبر بلند می شود.
- بازرسی چشمی: به دنبال بخش هایی باشید که رنگ سبز برد به قهوه ای یا سیاه تغییر کرده است. بوی تند پلاستیک سوخته معمولاً اولین نشانه برای پیدا کردن این نقاط است.
- مسیرهای زیرین: در بردهای چندلایه، گاهی مسیر در لایه میانی می سوزد. در این حالت، سطح برد ممکن است کمی متورم شده باشد. با استفاده از تست پیوستگی (Continuity) مولتی متر، باید ابتدا و انتهای هر مسیر مشکوک را چک کنید.
بازسازی اصولی مسیرهای تخریب شده
اگر مسیری از برد دستگاه جوش ذوب شده باشد، هرگز نباید آن را فقط با لایه ای از لحیم پر کرد. لحیم به تنهایی مقاومت الکتریکی بالایی دارد و دوباره ذوب می شود.
روش استاندارد: باید از یک تکه سیم مسی ضخیم (متناسب با آمپراژ آن بخش) استفاده کنید. ابتدا دو طرف مسیر سوخته را بتراشید تا به مس خالص برسید، سپس سیم را در مسیر قرار داده و با لحیم فراوان ثابت کنید.
عایق کاری: پس از ترمیم، حتماً روی بخش بازسازی شده را با “لاک برد” یا چسب سیلیکون بپوشانید تا از اکسیداسیون و اتصال کوتاه مجدد جلوگیری شود.
اهمیت تمیزکاری برد با تینر فوری
رسوبات ناشی از روغن، گردوغبار فلزی و بقایای روغن لحیم (Flux) می توانند باعث ایجاد مسیرهای رسانای ناخواسته شوند. این مسیرها در ولتاژهای بالا باعث “خزش جریان” شده و منجر به سوختگی های جدید می شوند. همیشه پس از ترمیم قلع مردگی ها، سطح برد را با تینر فوری ۱۰,۰۰۰ و فرچه مخصوص کاملاً تمیز کنید تا هیچ اثری از تیرگی و چربی باقی نماند.
♦️ نکته (نگهداری): لرزش ناشی از جا به جایی دستگاه در پشت ماشین یا سقوط از ارتفاع، عامل اصلی قلع مردگی است. اگر با دستگاه زیاد جا به جا می شوید، هر سه ماه یک بار درب دستگاه را باز کنید و با دست (در حالی که دستگاه از برق جداست) لرزش خازن های بزرگ را چک کنید. اگر خازنی لق می زند، قبل از اینکه باعث آرک زدن و سوختن مسیر مسی برد شود، آن را با کمی چسب سیلیکون به بدنه فیکس کنید.
عیب یابی دستگاه جوش CO2

عیب یابی دستگاه های CO2 (MIG) به دلیل وجود قطعات مکانیکی مثل موتورِ کشنده سیم و سیستم گازرسانی، با اینورترهای معمولی متفاوت است. اگر دستگاه شما دچار مشکل شده، این چک لیست را بررسی کنید:
اختلال در سیستم تغذیه و حرکت سیم (Wire Feed)
یکی از آزاردهنده ترین مشکلات در دستگاه های CO2، گیر کردن یا لرزش سیم هنگام خروج از تورچ است. این اتفاق معمولاً زمانی می افتد که نازل (Contact Tip) به دلیل پاشش های مداوم جوش (Spatter) مسدود شده باشد. همچنین اگر فنر غلتک کشنده بیش از حد شل باشد، سیم نمی تواند با سرعت یکنواخت حرکت کند و در نتیجه قوس الکتریکی ناپایداری خواهید داشت.
چه کار کنیم؟ ابتدا نازل را باز کرده و از سلامت سوراخ آن مطمئن شوید؛ اگر آسیب دیده، آن را تعویض کنید. سپس فشار غلتک های کشنده را به گونه ای تنظیم کنید که نه سیم را له کنند و نه اجازه لغزش به آن بدهند. همچنین دقت کنید که تورچ در طول کار بیش از حد خم یا پیچ خورده نباشد تا فنر راهنمای سیم آزادانه عمل کند.
ایجاد تخلخل و جوش های اسفنجی (Porous Welds)
اگر مشاهده کردید که جوش شما پر از حباب های ریز است یا به اصطلاح کرمو شده، شک نکنید که در سیستم گازرسانی مشکلی وجود دارد. وظیفه گاز CO2 محافظت از حوضچه مذاب است؛ وقتی کپسول تمام شده باشد یا مانومتر و رگلاتور دچار گرفتگی باشند، این لایه محافظ از بین می رود.
چه کار کنیم؟ ابتدا عقربه مانومتر را چک کنید تا از وجود فشار کافی در کپسول مطمئن شوید.
♦️ یک نکته حرفه ای: اگر در فضای باز کار می کنید، حتی وزش یک باد ملایم هم می تواند لایه محافظ گاز را کنار بزند؛ در این شرایط از بادگیر استفاده کنید یا جریان خروجی گاز را کمی افزایش دهید تا کیفیت جوش حفظ شود.
علت داغ شدن غیرطبیعی تورچ
داغ شدن تورچ تا حدی طبیعی است، اما اگر حرارت به قدری بالا برود که دستکش شما را بسوزاند یا احساس بوی سوختگی کنید، یک جای کار می لنگد. علت اصلی این اتفاق معمولاً شل بودن اتصالات داخلی یا عدم تناسب ظرفیت تورچ با آمپر خروجی است. مثلاً استفاده از یک تورچ سبک برای جوشکاری های سنگین و طولانی، باعث ذوب شدن سریع قطعات داخلی آن می شود.
چه کار کنیم؟ تمام اتصالات الکتریکی از محل اتصال به دستگاه تا داخل بدنه تورچ را بررسی و سفت کنید. همیشه دقت داشته باشید که آمپر انتخابی شما نباید از حد مجاز تورچ (Duty Cycle تورچ) بالاتر برود تا عمر قطعات مصرفی تان کم نشود.
بیشتر بخوانید: تورچ جوشکاری چیست
روشن شدن چراغ خطا (OC) در سیستم های CO2

روشن شدن چراغ قرمز یا چراغ OC همیشه به معنای خرابی برد نیست؛ بلکه گاهی یک هشدار برای جلوگیری از سوختن دستگاه است. این اتفاق در دستگاه های CO2 معمولاً به دلیل نوسانات ناگهانی برق ورودی یا کار کردن بیش از حد در آمپرهای بالا رخ می دهد که باعث داغ شدن قطعات حساس مثل ماسفت ها یا IGBTها می شود.
چه کار کنیم؟ در این شرایط هرگز دستگاه را بلافاصله خاموش نکنید. اجازه دهید دستگاه در حالت روشن باقی بماند تا فن های خنک کننده با حداکثر سرعت، جریان هوا را از روی بردها عبور دهند. معمولاً بعد از ۱۰ تا ۱۵ دقیقه، سیستم به دمای پایدار برمی گردد و چراغ خاموش می شود؛ پس از آن می توانید دوباره جوشکاری را شروع کنید.
بیشتر بخوانید: ماسفت چیست
علت جوش ندادن دستگاه جوش CO2
اگر دستگاه روشن می شود، فن کار می کند، اما عملاً جوشی صورت نمی گیرد یا قوس الکتریکی ایجاد نمی شود، در دستگاه های CO2 باید به دنبال این ۴ علت کلیدی باشید:
قطع بودن مدار ماشه (Trigger)
تورچ در دستگاه های MIG/MAG، فرایند جوشکاری با فشردن شاسی تورچ آغاز می شود. اگر شاسی یا کابل های فرمان داخل تورچ دچار قطعی شده باشند، فرمان خروج سیم و برقراری ولتاژ به برد صادر نمی شود.
چه کار کنیم؟ ابتدا اتصال سوکت تورچ به دستگاه را چک کنید. اگر مشکل حل نشد، تورچ باید باز شده و سلامت میکروسوئیچِ ماشه بررسی شود.
عدم برقراری اتصال بدنه (Earth Clamp)
به دلیل وجود گاز و سیم، گاهی فراموش می شود که اتصال بدنه در CO2 هم حیاتی است. اگر انبر اتصال به قطعه کار وصل نباشد یا روی سطح زنگ زده و رنگ دار قرار بگیرد، مدار تکمیل نشده و دستگاه جوش نمی دهد.
چه کار کنیم؟ محل اتصال انبر را تمیز کنید و مطمئن شوید کابل اتصال از داخل دستگاه یا از محل پیچِ انبر دچار سوختگی و جدایی نشده باشد.
خرابی واحد تغذیه سیم (Wire Feeder)
در دستگاه های CO2، اگر سیم حرکت نکند، عملاً جوشکاری ممکن نیست. گاهی موتور کشنده سالم است اما غلتک ها سر می خورند یا سیم داخلِ فنر تورچ (Liner) گیر کرده است.
چه کار کنیم؟ فنر داخل تورچ را با فشار هوا تمیز کنید و مطمئن شوید که شیار غلتک با سایز سیم جوش شما (مثلاً ۰.۸ یا ۱) همخوانی دارد. اگر موتور اصلاً نمی چرخد، احتمالاً برد تغذیه موتور آسیب دیده است.
سوختن یا چسبیدن سیم در نازل (Burnback)
گاهی اوقات سیم جوش در لبه نازل ذوب شده و به آن می چسبد. این اتفاق باعث می شود خروجی سیم متوقف شده و جریان الکتریکی به درستی به قطعه کار منتقل نشود.
چه کار کنیم؟ نازل مسی (Contact Tip) را باز کرده و در صورت چسبندگی شدید، آن را تعویض کنید. همیشه از اسپری ضدپاشش (اسپری CO2) استفاده کنید تا از این اتفاق جلوگیری شود.
نکات کلیدی نگهداری از دستگاه جوش اینورتر

از آنجا که پیشگیری بهتر از درمان است، توصیه می کنیم از اینورتر جوشکاری خود به بهترین شکل ممکن نگهداری کنید تا نیاز کمتری به تعمیر داشته باشد. در ادامه نکاتی برای نگهداری از اینورتر جوش را با هم بررسی می کنیم.
- به طور منظم دستگاه را سرویس و تمیز کنید تا از خرابی اینورتر جلوگیری شود.
- از ورود گرد و غبار به داخل دستگاه جلوگیری کنید.
- در صورت عدم استفاده طولانی مدت، با یک پوشش مناسب از دستگاه محافظت کنید.
- قبل از هر بار استفاده، اتصالات دستگاه را بررسی کنید تا از سالم بودن و کارکرد صحیح آنها مطمئن شوید.
- به طور منظم دستگاه را گریس کاری و روغن کاری کنید.
- پس از هر بار استفاده، نازل دستگاه را تمیز کرده و در صورت امکان آویزان کنید.
- قبل از شروع کار، 15 دقیقه به دستگاه فرصت گرم شدن بدهید.
- پس از اتمام کار، اجازه دهید که دستگاه به مدت 15 دقیقه خنک شود.
- فیلتر هوای دستگاه را هر ماه یکبار تعویض کنید.
- از دستگاه در محیطی تمیز و عاری از گرد و غبار استفاده کنید.
- کابل های باکیفیت و مناسب متصل شود.
- از دستگاه در برابر ضربه و رطوبت محافظت کنید.
- در صورت بروز مشکل، به یک متخصص مراجعه کنید.
با رعایت این نکات ساده، می توانید از دستگاه جوش خود برای سال های طولانی استفاده کنید.
عیب یابی دستگاه جوش اینورتر آروا

اگر چه اینورترهای جوشکاری آروا به عنوان بهترین پرفروشترین اینورتر جوشکاری شناخته شده اند با این حال، اینکه دچار اشکال شوند، دور از ذهن و بعید نیست. به همین دلیل پس از مشاوره با کارشناسان آروا، به مشکلاتی که ممکن است در اینورترهای این برند پیش بیاید، می پردازیم.
هنگام کار با اینورترهای تک بُرد آروا اگر متوجه شدید که جریان خروجی ضعیف است، جای نگرانی نیست و ابتدا شین آن را بررسی کنید؛ زیرا به احتمال زیاد اتصال آن با گذشت زمان سست شده است.
در صورتی که مشاهده کردید که اینورتر جوشکاری آروا در جریان بالا خوب کار نمی کند، مشکل را در سلف خروجی جستجو کنید. این اتفاق به علت استفاده نادرست کاربر از اینورتر به وجود می آید.
اگر مشاهده کردید که در بدنه اینورتر آروا اتصال به وجود آمده، ابتدا اینورتر را از جریان برق جدا کرده و سپس عایق بین بدنه و برد را چک کنید تا از جای خود که معمولاً به دلیل ضربه خوردن به اینورتر پیش می آید، جابه جا نشده باشد.
آخرین نکته در مورد عیب یابی دستگاه جوش اینورتر آروا مربوط به انتقال نادرست جریان برق یا قطع کلی آن است. اگر با چنین مشکلی مواجه شدید، کافی است که پیچ و مهره های داخلی دستگاه را بررسی کرده و در صورت شل شدن آن ها، سفتشان کنید.
اگر تمام این کارها را انجام دادید و همچنان کارکردن دستگاه با اشکال بود، نگران نباشید. شما با استفاده از گارانتی 70 ماهه دستگاه جوشکاری می توانید از خدمات پس از فروش آروا استفاده کنید و با مراجعه به دفتر مرکزی یا نزدیکترین نمایندگی، اقدام به تعمیر اینورتر جوشکاری خود کنید. همچنین در نظرداشته باشید که اگر دستگاه جوش ما از هر برندی که باشد، متخصصان ما در آروا به دقت آن را برایتان تعمیر خواهند کرد.
تجهیزات مورد نیاز عیب یابی دستگاه جوش اینورتر

برای عیب یابی مؤثر و ایمن اینورتر جوشکاری، صرفاً دانش فنی کافی نیست؛ بلکه داشتن ابزارها و تجهیزات مناسب و ایمن ضروری است. این تجهیزات به شما کمک می کنند تا مشکلات مدارات الکترونیکی را به دقت تشخیص دهید.
ابزارهای اندازه گیری و تشخیص
این ابزارها ستون اصلی عیب یابی مدارهای الکترونیکی هستند:
مولتی متر دیجیتال (Digital Multimeter – DMM)
اصلی ترین ابزار برای اندازه گیری ولتاژ AC/DC، جریان (آمپراژ)، مقاومت (اهم)، و تست پیوستگی (بازر). برای تست قطعاتی مانند فیوزها، دیودها، ترانزیستورها (در حالت دیود) و ولوم ها ضروری است.
ولت متر تماسی یا گیره ای (Clamp Meter/Clamp-on Ammeter)
برای اندازه گیری جریان های بالا (آمپر) بدون نیاز به قطع مدار. این ابزار در بررسی جریان ورودی دستگاه و یا جریان خروجی در حین تست بارگذاری بسیار کاربرد دارد.
اسیلوسکوپ (Oscilloscope)
برای متخصصان تعمیر، اسیلوسکوپ برای مشاهده و تحلیل شکل موج سیگنال های الکترونیکی مانند سیگنال های PWM به IGBTها و فرکانس های خروجی ضروری است. خرابی های مربوط به مدار کنترل اغلب با تحلیل شکل موج قابل تشخیص هستند.
ابزارهای باز کردن، مونتاژ و نگهداری
این ابزارها برای دسترسی به اجزای داخلی و تعمیرات ضروری هستند:
پیچ گوشتی و آچار ست (عایق بندی شده)
کاربرد: باز کردن قاب دستگاه و دسترسی به بردها و اتصالات داخلی. در صورت کار در نزدیکی قطعات شارژ شده، استفاده از ابزار عایق بندی شده ایمنی را افزایش می دهد.
دمنده هوا (Air Blower) یا اسپری کنتاکت شور
تمیز کردن گرد و غبار، ذرات فلزی و آلودگی ها از روی بردها، فن و هیت سینک ها (پره های خنک کننده). گرد و غبار یکی از عوامل اصلی گرم شدن بیش از حد و اتصالی است که به کمک دمنده و بلوور می توانید این مشکل را برطرف کنید.
مجموعه ابزار لحیم کاری (Soldering Station)
در صورت نیاز به تعویض قطعات سوخته یا معیوب روی برد، از جمله خازن ها، دیودها و ترانزیستورها، به ابزار لحیم کاری دقیق (به همراه قلع کش) نیاز است.
تجهیزات ایمنی (ضروری)
ایمنی در عیب یابی تجهیزات الکترونیکی پرتوان مانند اینورترها حرف اول را می زند. به همین دلیل داشتن تجهیزات ایمینی برای این کار ضروری است.
دستکش و کفش ایمنی عایق برق
محافظت در برابر شوک الکتریکی، به ویژه هنگام کار در نزدیکی خازن های شارژ شده.
عینک ایمنی
محافظت از چشم ها در برابر پرتاب شدن قطعات کوچک یا جرقه های احتمالی.
ترانس ایزوله (Isolation Transformer)
در تعمیرات حرفه ای برای ایزوله کردن دستگاه از شبکه برق شهری و کاهش خطر شوک الکتریکی هنگام کار روی بردها استفاده می شود.
تجهیزات جانبی تست
لامپ سری تست (Series Test Lamp)
یک ابزار ساده اما حیاتی که در مسیر برق ورودی دستگاه قرار می گیرد. اگر اتصالی (Short Circuit) در دستگاه وجود داشته باشد، لامپ به جای پریدن فیوز، با تمام توان روشن می شود و از آسیب بیشتر جلوگیری می کند.
منبع تغذیه متغیر (Variable DC Power Supply)
برای متخصصان، این منبع تغذیه برای تست جداگانه بردهای کوچک کنترل یا مدار بایاس قبل از اتصال به برق اصلی استفاده می شود.
چه زمانی دستگاه جوش اینورتر را تعویض کنیم؟

اگرچه اکثر خرابی های اینورتر جوشکاری قابل تعمیر هستند، اما در برخی شرایط، هزینه تعمیر دستگاه جوشکاری دیگر توجیه اقتصادی و فنی ندارد. به عنوان یک کاربر حرفه ای یا صاحب کارگاه، باید بدانید چه زمانی وقت آن رسیده که با دستگاه قدیمی خداحافظی کرده و روی یک دستگاه جدید سرمایه گذاری کنید.
در ادامه، معیارهای کلیدی برای تصمیم گیری بین «تعمیر» یا «تعویض» آورده شده است:
قانون طلایی ۵۰ درصد (هزینه تعمیرات اینورتر جوشکاری)
ساده ترین و منطقی ترین معیار، بررسی هزینه هاست. اگر برآورد هزینه تعمیر دستگاه (شامل قطعات اصلی مانند برد قدرت، IGBTها و اجرت تعمیرکار) بیش از ۵۰ تا ۶۰ درصد قیمت یک دستگاه نو با مشخصات مشابه باشد، تعمیر آن منطقی نیست.
به یاد داشته باشید که دستگاه تعمیر شده، همچنان یک دستگاه قدیمی با سایر قطعات مستهلک است، در حالی که دستگاه نو دارای گارانتی و عمر مفید کامل است.
استهلاک شدید برد اصلی (Multiple Board Failures)
اگر برد مدار چاپی (PCB) دستگاه در اثر نوسانات شدید یا اتصالی های مکرر دچار سوختگی های گسترده و زغال شدگی شده باشد، حتی با تعویض قطعات نیز پایداری سابق را نخواهد داشت.
در اینورترهایی که چندین بار متوالی از یک ناحیه خاص دچار خرابی می شوند، مشکل معمولاً ریشه ای است و نشان دهنده پایان عمر مفید برد اصلی است.
عدم دسترسی به قطعات یدکی
فناوری اینورترها به سرعت در حال تغییر است. اگر دستگاه شما قدیمی است و قطعات حیاتی آن (مانند میکروکنترلرهای خاص یا IGBTهای نسل قدیم) دیگر در بازار یافت نمی شوند یا نسخه های فیک و بی کیفیت آن ها جایگزین شده است، ریسک تعمیر بسیار بالا خواهد بود.
استفاده از قطعات غیراستاندارد منجر به خرابی مجدد و آسیب به سایر بخش ها می شود.
تغییر در نیازهای عملیاتی و تکنولوژی
اینورترهای مدرن امروزی دارای قابلیت هایی نظیر Anti-Stick (ضدچسبندگی)، Hot Start و Arc Force بسیار پیشرفته تر هستند که کیفیت جوش را به مراتب افزایش و مصرف برق را کاهش می دهند.
اگر دستگاه قدیمی شما فاقد این ویژگی هاست و باعث خستگی اپراتور یا کیفیت پایین جوش در پروژه های حساس می شود، خرید یک دستگاه نسل جدید با راندمان بالاتر، در بلندمدت باعث صرفه جویی در زمان و هزینه های برق خواهد شد.
ایمنی کاربر؛ خط قرمز تعویض اینورتر جوشکاری
اگر بدنه دستگاه دچار آسیب های ساختاری شده، عایق بندی داخلی از بین رفته و یا سیستم های محافظتی (مانند قطع کن حرارتی) به درستی عمل نمی کنند، هرگونه تلاش برای تعمیر نیم بند می تواند خطرات جانی جبران ناپذیری مانند برق گرفتگی یا انفجار خازن ها را در پی داشته باشد. در چنین شرایطی، تعویض دستگاه جوشکاری تنها گزینه منطقی است.
فرصت ویژه آروا: طرح تعویض به جای تعمیر
اگر با بررسی معیارهای بالا به این نتیجه رسیده اید که تعمیر دستگاه قدیمی تان دیگر توجیه فنی یا اقتصادی ندارد، ما در آروا راهکار ویژه ای برای شما در نظر گرفته ایم.
شما می توانید به جای صرف هزینه های سنگین برای احیای یک دستگاه مستهلک، در طرح تعویض اینورتر جوشکاری آروا شرکت کنید. در این طرح، فرقی نمی کند دستگاه قدیمی شما از چه برندی باشد؛ ما اینورتر فرسوده شما را تحویل گرفته و جدیدترین نسل اینورترهای آروا را با ۲۷ درصد تخفیف ویژه و ۷۰ ماه گارانتی بی قید و شرط به شما تقدیم می کنیم.
با این انتخاب، نه تنها از شر هزینه های مکرر تعمیرات خلاص می شوید، بلکه با هزینه ای بسیار اندک، صاحب دستگاهی مدرن با تکنولوژی روز و خدمات پس از فروش استثنایی خواهید شد.
کلام آروا
عیب یابی اینورتر جوشکاری می تواند یک کار چالش برانگیز باشد. با این حال، با رعایت گام های ذکر شده در این مطلب، می توانید بسیاری از مشکلات رایج را خودتان حل کنید.
در صورت عدم تجربه و تخصص کافی، بهتر است از یک متخصص کمک بگیرید. به یاد داشته باشید که ایمنی هنگام عیب یابی دستگاه جوش اینورتر بسیار مهم است.
سوالات متداول عیب یابی دستگاه جوش
۱. آیا اتصال اینورتر به موتور برق (ژنراتور) مجاز است؟
بله، به شرطی که ژنراتور دارای سیستم AVR (تنظیم ولتاژ) باشد و توان آن حداقل ۲ برابر حداکثر توان مصرفی اینورتر باشد تا نوسانات برق به برد آسیب نزند.
۲. علت داغ شدن شدید کابل جوش یا انبر چیست؟
علت اصلی شل بودن پیچ های اتصال در انبر یا فیش های ورودی است. همچنین استفاده از کابل با قطر کم (نمره پایین) برای آمپرهای بالا باعث داغ شدن و افت کیفیت جوش می شود.
۳. آیا کابل جوش خیلی بلند به دستگاه فشار می آورد؟
بله، کابل بلند باعث افت ولتاژ می شود. در این حالت دستگاه برای جبران قدرت مجبور به کار در حداکثر توان است که باعث فشار به قطعات قدرت و کاهش عمر دستگاه می گردد.
4. چرا دستگاه جوش روشن می شود ولی جوش نمی دهد؟
این مشکل معمولاً به ۳ دلیل رخ میدهد. خرابی کابل ها، انبر جوش یا شل بودن فیش های اتصال. قرار گرفتن انبر اتصال روی سطح رنگدار، کثیف یا زنگزدهسوختن قطعات اصلی برد قدرت (مانند IGBT یا دیودها)
5. فرق چراغ OC با خاموشی ناگهانی چیست؟
چراغ OC یعنی سیستم محافظتی فعال شده و دستگاه سالم است (فقط نیاز به خنک شدن دارد). اما خاموشی کامل نشانه سوختن فیوز داخلی یا نقص در مدار تغذیه است.
6. چرا در محیط های مرطوب دستگاه زودتر خراب می شود؟
رطوبت با ترکیب گرد و غبار فلزی، روی بردها اتصال کوتاه ایجاد می کند. در مناطق شرجی، سرویس دوره ای و باد گرفتن داخل دستگاه برای خشک کردن مدارات حیاتی است.



ارسال دیدگاه