 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
استحکام بالای جوش یکی از مهم ترین فاکتورهایی است که در هنگام جوشکاری به آن توجه می شود. جوشکاری جرقه ای به عنوان یکی از روش های جوشکاری پرکاربرد در صنایع مختلف می باشد که استحکام اتصال بالایی را در هنگام جوش زدن ایجاد می کند. این نوع جوشکاری را با نام جوشکاری FBW و یا جوشکاری سربه سر جرقه ای نیز می شناسند. با توجه به اطلاعاتی که در مورد جوشکاری جرقه ای چیست؟ به دست خواهید آورد، متوجه می شوید که جوشکاری جرقه ای یکی از زیرمجموعه های جوشکاری مقاومتی است و برای انجام کار های خاص استفاده می شود. این نوع از جوشکاری نیازمند مهارت و تخصص برای اجرا بر روی مواد مختلف از جمله آلومینیوم، مس و … می باشد.
اطلاعاتی که آروا در این مطلب در مورد نحوه اجرا و مزیت ها و معایب روش جوشکاری سر به سر جرقه ای بیان می کند، شما را نسبت به آگاهی کامل در مورد این روش خاص جوشکاری یک گام جلوتر می برد.
جوشکاری جرقه ای چیست ؟
جوشکاری مقاومتی یکی از روش های جوشکاری است که در صنایع مختلف استفاده می شود. جوشکاری مقاومتی دارای انواع مختلفی بوده که یکی از آن ها با عنوان جوشکاری جرقه ای سر به سر برای بالا بردن استحکام جوش مورد استفاده قرار می گیرد.
پس می توان گفت که جوشکاری سر به سر جرقه ای یکی از زیر مجموعه های جوشکاری مقاومتی است با این تفاوت که از هیچ فیلتر فلزی استفاده نمی شود. در این روش جوشکاری یک اتصال سربه سر از طریق اعمال فشار و جرقه زدن ایجاد می شود. فلز هایی که قرار است جوشکاری شوند با توجه به ضخامت و نوع فلز در فاصله مشخصی از هم قرار می گیرند. سپس در اثر اعمال جریان بین فاصله های آن ها قوس ایجاد می شود و فلز ذوب می شود تا تیکه ها به هم وصل شوند.
تاریخچه جوشکاری سر به سر FBW
همان طور که گفتیم جوشکاری fbw یا همان جوشکاری جرقه ای یک نوع جوشکاری مقاومتی است و مکانیزم کلی ان نیز در بالا توضیح داده شده است. ابتدا در سال 1877 توسط Elihu Thomson جوشکاری مقاومتی نقطه ای ابداع شد و سپس فرایندهای دیگری از این نوع جوشکاری توسعه داده شد تا در سال 1920 تا 1925 توسط Royals and stone جوشکاری متنوعی از جمله جوشکاری جرقه ای به مرور زمان ابداع شد تا مقاومت و سرعت بالاتری ایجاد شود.
نحوه و روش جوشکاری جرقه ای چیست؟
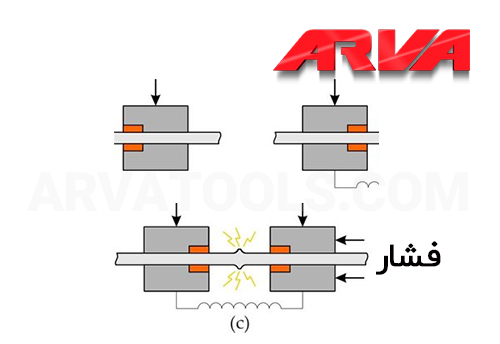
جوشکاری جرقه ای را به دو روش دستی یا با استفاده از ماشین های جوشکاری انجام می دهند. روش کار در این جوشکاری این گونه است که توسط یک گیره ی هادی از جنس مس و یک سیستم سرد کننده، قطعه های مورد نظر در مقابل هم قرار می گیرند و به یکدیگر نزدیک می شوند تا تماس کوچکی باهم داشته باشند. در اثر این تماس جرقه ایجاد می شود.
بالا بودن چگالی، جریان و گرما باعث ایجاد مقاومت و ذوب شدن دو قطعه می شود و با ایجاد فشار از دو طرف قطعه ها درهم فرو می روند و با قطع جریان اتصال شکل می گیرد. پارامتر هایی که موجب افزایش کیفیت جوش جرقه ای می شوند و موادی که می توان آن ها را از این طریق جوشکاری کرد در ادامه توضیح داده می شوند.

مواد قابل جوش با جوشکاری جرقه ای
مواد بسیاری از جمله آلومینیوم، فولاد، برنج و مس وجود دارد که می توان از طریق جوشکاری جرقه ای بین آن ها اتصال برقرار کرد. علاوه بر این، این روش جوشکاری بسیار مناسب برای فولادهایی است که در برابر خوردگی مقاوم هستند فولاد هایی که آلیاز کمی دارند و یا درصد کربن پایین تری دارند نیز با این روش جوشکاری می شوند اما سرعت جرقه باید زیاد باشد تا بتوان این نوع جوشکاری را بر روی آن ها انجام داد.
کاربرد جوشکاری سربه سر چیست

به دلیل استحکام و سرعت بالا، این جوشکاری کاربرد های متنوعی دارد. از جمله کاربرد های جوشکاری جرقه ای سربه سر می توان به موارد زیر اشاره نمود.
- اتصال لوله ها در صنایع گوناگون که حامل مواد و گاز های خورنده هستند
- جوشکاری دیگ بخار
- اتصال قطعات ریل آهن
- اتصال لوله های نیروگاه های شیمیایی و قدرت
- اتصال لوله های حمل روغن
- اتصال لوله ها در صنعت نفت و گاز
بیشتر بخوانید: جوشکاری زائده ای چیست؟
عوامل تاثیر گزار بر کیفیت جوشکاری مقاومتی جرقه ای

عوامل بسیاری وجود دارند که بر جوشکاری جرقه ای تاثیر می گذارند و باید در زمان جوشکاری جرقه ای سربه سر به صورت کامل و دقیق بررسی شوند. از جمله این پارامتر ها موارد زیر است:
- میزان دقت ماشین آلات و متصل کننده ها با یکدیگر متفاوت است و باید دستگاهی انتخاب شود که از دقت بالایی بهره مند باشد.
- میزان تلرانس درجه قطعات قبل از شروع به جوشکاری باید بررسی شود. همه می دانند که در صنعت رسیدن به یک اندازه دقیق امکان پذیر نیست به همین علت دامنه تغییرات مجاز برای هر کمیتی وجود دارد. در زمان جوشکاری نیز به اختلاف بین ماکزیمم و مینیمم درجه قطعات ( تلورانس ) باید مناسب باشد
- قطعات باید با یکدیگر تعادل حرارتی مناسب داشته باشند. ممکن است شما قصد داشته باشید دو قطعه را بهم اتصال دهید که دمای ذوب متفاوتی دارند. همین موضوع باعث می شود یک قطعه زودتر از قطعه دیگر ذوب شود. شما باید از طریق پخ های غیر مساوی یا پل های مسی و روش های دیگر، بین قطعات تعادل حرارتی ایجاد کنید تا قطعات هم زمان باهم ذوب شوند.
- اعمال فشار باید متناسب با جنس و استحکام قطعات باشد در صورت وارد شدن فشار بیش از حد اندازه یا فشار کم، اتصال به خوبی برقرار نمی شود.
چگونه یک جوش جرقه ای خوب بزنیم؟
دو زمان جرقه و زمان شکست در هنگام جوشکاری جرقه ای بسیار اهمیت دارد. زمان جرقه وقتی است که قوس ایجاد می شود و باید زیاد باشد تا گرمای لازم را قبل از فشرده شدن فلز بدست آورد. نکته ای که باید برای حفظ کیفیت جوش جرقه ای به آن دقت کنید این است که اگر زمان جرقه بسیار زیاد باشد، فلز به مقدار بیشتری ذوب می شود و بر روی کیفیت جوش تاثیر می گذارد. برای افزایش کیفیت جوش باید ناخالصی ها را از فلز پایه جدا کنیم و این اتفاق در زمان شکست هنگام جوشکاری اتفاق می افتد و برای اتصال بهتر دو فلز باید زمان شکست نیز طولانی باشد تا تمام ناخالصی ها خارج شوند.
بیشتر بخوانید: بهترین الکترود برای جوشکاری
مزایای جوشکاری جرقهای
جوشکاری جرقه ای سر به سر مزایای بسیاری دارد که موارد زیر از جمله مزیت های جوشکاری fbw است.
- جوش زده شده دارای استحکام بالایی است
- به راحتی می توانید بدون نیاز به آماده سازی قطعه، جوشکاری را شروع کنید
- در محل اتصال مواد زائد بسیار کم هستند
- می توانید فلزات غیر هم جنس را بهم اتصال دهید
- نرخ تولید بالا است
- تمرکز حرارتی بسیار زیاد است
معایب جوشکاری جرقهای
- نیاز به دقت بالا هنگام انجام عملیات
- نیاز به تجهیزات حرفه ای
بیشتر بخوانید: جوشکاری زیر آب
تجهیزات مورد استفاده در جوشکاری سربه سر جرقهای
برای انجام جوشکاری جرقه ای به دو نوع ماشین احتیاج است. ماشین هایی که از بیرون لوله را جوشکاری می کنند که به آن ها ماشین های خارجی می گویند و ماشین هایی که لوله را از داخل جوشکاری می کنند و به آن ها ماشین های داخلی می گویند.
قطر لوله ها در انتخاب نوع ماشین بسیار تاثیر گذار است. اگر قطر لوله ها بین دو تا بیست اینچ بود از بیرون جوشکاری می کنیم و در صورتیکه بزرگتر بودند از داخل جوشکاری می شوند. اگر نیاز باشد درحین عملیات جوشکاری ماشین ها حرکت کنند از حمل کننده های اتوماتیک استفاده می شود که این حمل کننده ها تجهیزات کنترل کننده الکتریکی و هیدرولیکی دارند.
کلام آروا
این جوشکاری برای کارهای خاص مورد استفاده قرار می گیرد اما سایر انواع جوشکاری ممکن است کاربردی تر از این نوع جوشکاری باشند. شرکت آروا انواع دستگاه جوشکاری co2، سلولزی و … را تولید و با گارانتی 70 ماه در تمام کشور توسط نمایندگی های خود عرضه می کند.
ما سعی کردیم در این مقاله تمام نکات مربوط به جوشکاری جرقه ای را توضیح دهیم. شما می توانید برای آگاهی بیشتر نسبت به اینکه تجهیزات مورد استفاده برای جوشکاری جرقه ای چیست؟ با کارشناسان و مشاورین آروا تماس بگیرید و در صورت نهایی شدن انتخاب خود به نمایندگی اروا مراجعه کنید.



ارسال دیدگاه