 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
یکی از انواع جوشکاری مقاومتی، جوشکاری زائده ای است. در این نوع جوشکاری دقیقا مشابه نامش یک یا تعدادی زائده برای هدایت جریان و تمرکز حرارت ایجاد می شود. اینکه زائده ها چه تعداد باشند، چه شکلی داشته باشند و با چه فاصله و زوایه ای ایجاد شوند بر روی فرایند جوشکاری مقاومتی زائده ای بسیار تاثیر گزار است. ما تا پایان مقاله درباره اینکه جوشکاری زائده ای چیست و انواع جوشکاری PW و سایر مزیت های آن اطلاعات مهمی را در اختیارتان می گذاریم.
جوشکاری زائده ای (projection welding) چیست؟

جوشکاری زائده ای یا پروجکشن (projection welding) یکی از انواع جوشکاری مقاومتی است که خود دارای انواع مختلفی است. (پیشنهاد می کنیم حتما مقاله مربوط به جوشکاری مقاومتی را مطالعه کنید.) در این جوشکاری با ایجاد زائده به شکل های مختلف، روی اجسام فلزی می توان عملیات جوشکاری را انجام داد. در جوشکاری PW عوامل مختلفی مانند شکل زائده ها، فاصله و زاویه آن ها و… تاثیر گزار است. در ادامه تمام موارد را به صورت جزیی و کامل بررسی می کنیم.
بیشتر بخوانید : جوشکاری غیر ذوبی چیست
روش کار جوشکاری مقاومتی زائده ای

در جوشکاری پروجکشن، بر روی یکی از قطعات به وسیله یک تفنگ، زائده هایی مانند پیچ و گل جوش ایجاد می شود. جریان الکتریکی از زائده ها عبور می کند و با رسیدن گرما به این زائده ها، عمل ذوب شدن اتفاق می افتد. در ادامه با اعمال فشار به ورق ها اتصال برقرار می شود. علت ایجاد زائده برای این است که جریان به صورت متمرکز اعمال شود. نام دیگر جوشکاری زائده ای، جوشکاری گل میخ نیز می باشد.
انواع جوشکاری PW یا زائده ای
جوشکاری زائده ای دو نوع اصلی دارد:
- جوشکاری زائده ای جامد
- جوشکاری زائده ای برجسته
اصولا از جوشکاری زائده ای برجسته برای اتصالات ورق به ورق استفاده می شود که با ایجاد یک زائده بر روی ورق ها حرارت ابتدایی بر روی نقطه تماس و دیواره های زائده متمرکر می شود تا زائده متلاشی شود. در ادامه با تشکیل دکمه جوش فرایند جوشکاری به طور معمول انجام می شود. اما در جوشکاری زائده ای جامد، در ابتدا زائده بر روی یکی از سطوح به روش فورج ایجاد و در ادامه نقطه تماس و زائده گرم می شود. در این روش زائده به سرعت متلاشی نمی شود. ادامه فرایند شبیه به جوشکاری سر به سر مقاوتی است.
از دیگر انواع جوشکاری زائده ای می توان به موارد زیر اشاره کرده که عکس هر مدل آن نیز برای درک بهتر گذاشته شده است.
- جوشکاری زائده مهری

- جوشکاری زائده ماشینی

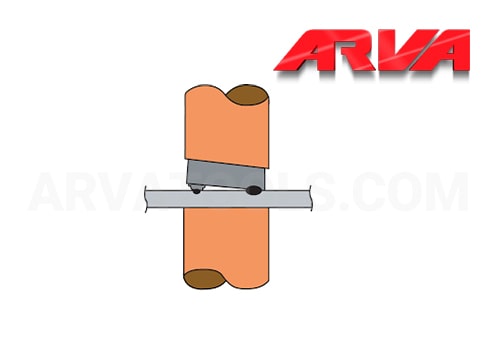
- جوشکاری زائده ای سکه ای

- جوشکاری زائده ای گوشه ای

نکات مربوط به زائده ها در جوشکاری زائده ای
همان طور که از نام این جوشکاری مشخص است زائده ها تاثیر به سزایی بر روی کیفیت جوش دارند به همین علت باید به نکات زیر برای زائده ها توجه شود.
شکل زائده ها
شکل زائده های ایجاد شده بر روی روند جوشکاری بسیار موثر است. شکل زائده ها می توانند به صورت نیم کره (برآمده) یا همانند دانه های آجیل گوشه دار باشند. در اثر گرمای تولید شده زائده ها ذوب شده و سبب جوش خوردن قطعات به هم می شوند.
نحوه قرارگیری زائده ها
در جوشکاری PW اگر زائده ها به صورت نادرست قرار گیرند؛ باعث ایجاد مشکل و کاهش کیفیت جوش می شوند. در این نوع جوشکاری بهتر است زائده ها به صورت موازی نسبت بهم قرار گیرند مگر در شرایط خاص که نیاز باشد زائده ها موازی نباشند.
آستانه تحمل گرمایی زائده ها
بسیار مهم است که آستانه تحمل گرمایی زائده ها با هم برابر باشند تا در مرحله ذوب مشکلی به وجود نیاید. برای این کار بهتر است زائده ها با جنس یکسان ایجاد شوند. در صورتی که جنس زائده ها یکسان نباشد حتما باید به آستانه تحمل گرمایی آن ها توجه شود تا در نهایت جوش با کیفیتی ایجاد شود.
بیشتر بخوانید: انواع جوشکاری مدرن
تاثیر زائده های نامساوی و غیر هم شکل در جوشکاری زائده ای
اگر در جوشکار زائده ای، زائده ها شکل و سایز مشابهی نداشته باشند بر روی کیفیت جوش تاثیر منفی دارند؛ زیرا جریان و گرما به طور مساوی بین زائده ها پخش نمی شود. زائده های بزرگتر، دیرتر گرم می شوند و زائده های کوچکتر، زودتر. بنابراین زائده های کوچکتر زودتر ذوب می شوند و نمی توانیم بر روی آن ها کنترل داشته باشیم.
اگر ارتفاع زائده ها با هم برابر نباشد زائده های بلندتر گرمای بیشتری را دریافت می کنند و ذوب می شوند تا به طول زائده های کوچکتر برسند؛ بنابراین هم زمان با هم ذوب نمی شوند. همین موضوع کیفیت جوش را کاهش می دهد به طور کلی بسیار مهم است که تمام زائده ها هم شکل و هم اندازه باشند تا تماس های یکسانی به وجود آید.
سایر عوامل مهم در جوش زائده ای
تا به حال عوامل مهمی را در جوش مقاومتی زائده ای بیان کردیم. علاوه بر این موارد نکات دیگری نیز وجود دارد که باید به آن ها نیز توجه شود. در ادامه هر کدام از این نکات را معرفی می کنیم.
فشار، توان و زمان
بعد از بررسی زائده ها در جوشکاری سه فاکتور مهم فشار، توان و زمان باید بررسی شوند. مقدار فشار باید به گونه ای باشد که بتوان یک تو رفتگی روی قطعه مقابل به وجود آورد. این فشار باید به طور مستمر باشد و در مدت زمان جوشکاری قطع نشود. بین زمان و توان نیز یک رابطه مستقیم وجود دارد. اگر زمان کوتاه و توان کم باشد جوش مستحکم نیست یا اگر توان بالا و زمان طولانی باشد قطعه بیش از حد داغ و ذوب می شود که در این صورت پاشش جوش و چسبندگی الکترود پیش می آید.
منبع برق و طول عمر الکترود
بعد از سه فاکتور بیان شده دو عامل منبع برق و طول عمر الکترود بسیار مهم است. منبع برق باید با سرعت کافی برق را انتقال دهد تا عملیات جوشکاری با شکست مواجه نشود. اگر زمان جوشکاری افزایش یابد و سطح جوش به قله حرارتی نرسد؛ کیفیت جوش کاهش می یابد. علاوه بر این باید توجه داشته باشیم سایز جوش به سایز الکترود وابسته نیست و همچنین منطقه درگیر می تواند بزرگتر از زائده باشد و این امر موجب کاهش فشار ناشی از چگالی جریان می شود؛ در نتیجه طول عمر الکترود افزایش می یابد.
تعادل گرمایی
هنگامی که می خواهیم جوشکاری زائده مقاومتی انجام دهیم و سایز قطعات با یکدیگر یکسان نیستند؛ بسیار اهمیت دارد ویژگی مواد تشکیل دهنده از جمله نقطه تعادل گرمایی یکسان باشد. این مورد به این معنی است که هر دو سطح با دریافت یک مقدار ثابت گرما هموار شوند. اگر قطعاتی که قرار است به هم جوش داده شوند دارای نقطه ذوب متفاوتی باشند. جوشکاری مقاومتی بسیار سخت می شود.
حذف آبکاری و روکش
بسیار مهم است در جوشکاری زائده ای روکش های موجود در قطعات را از بین ببریم. مواد موجود در روکش ها عموما باعث ایجاد تداخل در جوشکاری می شوند برای مثال روکش زینک در فولاد های گالوانیزه موجب تشکیل نقاط اتصال ضعیف در جوشکاری می شود.
مزایا و معایب جوشکاری پروجکشن PW
از آنجایی که روش های جوشکای بسیار متنوع هستند. هرکدام دارای مزیت هایی می باشند. جوشکاری زائده ای نیز مزیت های مختص به خود را دارد از جلمه این ویژگی ها موارد زیر است:
- مصرف بهینه برق
- سرعت بالا در هنگام جوشکاری
- امکان جوشکاری فلزها با ضخامت های گوناگون
- امکان ایجاد تعادل گرمایی به روش های مختلف
بعد از دانستن مزایای جوشکاری زائده ای باید در رابطه با معایب آن نیز اطلاعات داشته باشید از جمله معایب این نوع جوشکاری موارد زیر است:
- بر روی فلزات مس و برنج نمی توان جوشکاری انجام داد.
- تشکیل زائده می تواند یک فرایند پیچیده و زمان بر باشد.
- باید شکل و سایز قطعه مناسب باشد.
کاربرد جوشکاری زائده ای یا گل میخ

حال که با معایب و مزایای جوشکاری پروجکشن آشنا شدید بهتر است درباره کاربرد آن نیز اطلاعاتی بدست آورید. مهمترین کاربرد این نوع جوشکاری در موارد زیر است.
- استفاده از آن در صنعت خودرو
- استفاده از آن برای جوشکاری الماس
- برای ساخت کمپرسور در نیمه رساناها
stud welding چیست

در جوشکاری پروجکشن برای ایجاد زائده ها یا گل میخ ها از دستگاهی به نام stud welder استفاده می شود. به همین دلیل نام دیگر جوشکاری زائده ای stud welding است.
کلام آروا
در این مقاله نکات مربوط به جوشکاری زائده ای بیان شد تا به طور کامل با این جوشکاری آشنا شوید. این نکات شامل انواع، کاربرد، روش کار، مزایا و معایب این نوع جوشکاری است. لازم به ذکر است که آروا انواع اینورتر جوشکاری و دستگاه جوشکاری co2، آرگون و… به همراه ابزار آلات صنعتی وارد بازار کرده است که شما می توانید با مراجعه به نمایندگی های آروا در سراسر ایران ابزار مورد نیاز خود را خریداری کنید. تمام ابزار آلات آروا با قیمت مناسب و گارانتی بلندمدت عرضه می شوند تا با خیال آسوده از آنها استفاده کنید و به سمت موفقیت حرکت کنید.



ارسال دیدگاه