 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
پارامترهای جوشکاری عبارتاند از مجموعهای از عوامل فنی قابل تنظیم که مشخص میکنند جوش چگونه انجام شود. این پارامترها تعیینکنندهی شکل، عمق نفوذ، سرعت، میزان ذوب و در نهایت کیفیت اتصال جوشکاری هستند. موارد زیر مهم ترین ترین پارامتر های جوشکاری هستند که در این مقاله هر کدام را مفصل توضیح خواهیم داد.
- جریان جوشکاری (آمپر)
- ولتاژ جوشکاری
- سرعت پیشروی
- نوع و ضخامت الکترود یا سیم جوش
- زاویه مشعل یا الکترود
- نوع گاز محافظ در روشهایی مانند MIG/TIG
- قطبیت جریان DCEN/DCEP یا AC
- فاصله قوس یا طول قوس
به گفته بسیاری از متخصصین و کارشناسان جوشکاری، برای اینکه کیفیت جوش شما افزایش پیدا کند باید و فاکتورهای مهم و پارامترهای جوشکاری را بشناسید و بتوانید در مواقع حساس، آنها را کنترل کنید. این پارامترهای مهم شامل: شدت جریان، ولتاژ، نوع جریان جوشکاری، حالت جوشکاری، ضخامت فلز و… میباشد. در ادامه این مطلب با این پارامترهای جوشکاری بیشتر آشنا میشویم.
شدت جریان و ولتاژ مورد استفاده در جوشکاری
از مهمترین پارامترهای جوشکاری، شدت جریان مورد استفاده است. اگر فرد جوشکار این مقدار جریان را به درستی انتخاب نکند، باعث اختلال در جوشکاری شده و محصول نهایی معیوب تولید میشود. مقدار جریان جوشکاری نسبت مستقیمی با نفوذ جوش دارد. یعنی هرچه مقدار جریان جوشکاری را افزایش دهید، نفوذ جوش در کار شما بیشتر میشود. از دیگر عواملی که با شدت جریان در جوشکاری ارتباط مستقیم دارد، مقدار حرارت قوس است. برای این کار، روی دستگاه جوش ولومها و کلیدهای مخصوصی تعبیه شده که میتوان به صورت پیوسته و یا پلهای، این متغیرها را که تاثیر مستقیمی در کیفیت جوشکاری دارند، تغییر داد.
بیشتر بخوانید: آشنایی با ولوم های دستگاه جوش اینورتر
ولتاژ جوشکاری نیز از دیگر پارامترهای جوشکاری محسوب میشود. ولتاژ قوس ارتباط مستقیمی با طول قوس دارد. به عبارتی بهتر، هرچه مقدار ولتاژ افزایش پیدا کند، طول قوس نیز بیشتر میشود. هنگام استفاده از جریان متناوب، به ندرت شاهد افت ولتاژ خواهیم بود. توجه داشته باشید که اگر فاصله منبع تغذیه تا محلی که مشغول جوشکاری هستید، زیاد باشد، باید از جریان متناوب استفاده کنید.
نوع جوشکاری یکی از مهم ترین پارامترهای جوشکاری
دستگاهی که با آن جوشکاری میکنید، به منبع الکتریکی نیز معروف است. طبق نظر بسیاری از کارشناسان، این منبع، مسئله اصلی در فرآیند جوشکاری با الکترود دستی (SMAW) میباشد. علت استفاده از منبع الکتریکی این است که در طراحی این محصول، هدف اولیه آن را تأمین توان الکتریکی و جریان ولتاژ مناسب جهت حصول یک قوس قابل کنترل و پایدار میباشد.
هنگامی که با الکترود های دستی مشغول جوشکاری هستید، این امکان برای شما وجود دارد که از هر دو جریان مستقیم (DC) و جریان متناوب (AC) استفاده کنید. با این حال در فرآیند جوشکاری SMAW باتوجه به نوع الکترودی که برای جوشکاری انتخاب میکنید، میتوانید از جریان متناوب و یا مستقیم (AC و DC) استفاده کنید.
بیشتر بخوانید: الکترود جوشکاری چیست؟
جریانی که شما برای جوشکاری مصرف میکنید، بر روی الکترود ها تاثیرگذار است. به عبارتی جریان مستقیم و یا متناوب، هرکدام دارای مزایا و معایب و یا محدودیت هایی است و فرد جوشکار باید با توجه به شرایط، الکترود مناسب را انتخاب و سپس جریان جوشکاری موردنظر را تعیین کند.
توجه داشته باشید که اگر الکترودهای شما ضخامت کمی دارند و نازک هستند، جریان جوشکاری نیز باید کمتر باشد تا آسیبی به قطعه شما نرسد. بنابراین اگر الکترودهای شما از این ویژگی برخوردار هستند باید از جریان مستقیم برای جوشکاری خود استفاده کنید. زیرا این جریان می تواند عملکرد بهتری داشته باشد و ثبات قوس بیشتری نیز فراهم کند.

پارامترهای جوشکاری؛ افت ولتاژ
همانطور که گفته شد برای اینکه در فرآیند جوشکاری با افت ولتاژ مواجه نشوید، بهتر است از جریان متناوب استفاده کنید. البته این طور نیست که جریان متناوب افت ولتاژ نداشته باشد. افت ولتاژ جریان متناوب در مقایسه با جریان مستقیم کمتر است. همچنین اگر در محلی که مشغول جوشکاری هستید، نسبت به منبع تغذیه فاصله نسبتا زیادی دارید، در این شرایط نیز بهتر است از جریان متناوب استفاده کنید.
پارامترهای جوشکاری؛ شروع قوس
ایجاد قوس در جوشکاری از مهمترین مراحل این فرآیند به شمار میرود. در اینجا جریان که از پارامترهای جوشکاری محسوب میشود، نقش اصلی را ایفا میکند. برای برقراری قوس الکترود مصرفی شما اهمیت زیادی دارد. اگر از الکترود نازک و قطر کوچک استفاده میکنید، بهتر است که از جریان مستقیم بهره ببرید. زیرا ترکیب این دو، یعنی جریان مستقیم و الکترود قطر کوچک باعث میشود که برقراری قوس راحتتر باشد.
پارامترهای جوشکاری؛ طول قوس
از دیگر پارامترهای جوشکاری که باید آن را بدانیم، طول قوس است. طول قوس یا همان سطح کار، به طول نوک الکترودهای جوشکاری گفته میشود که مشغول کار با آن هستید. برای طول قوس کوتاه، توصیه میشود از جریان مستقیم بهره ببرید. زیرا آسانتر از جریان متناوب است.
اینکه جوشکار چقدر قوس سیم یا الکترود جوش را نزدیک صفحات کار قرار می دهد، میتواند بر میزان جریان و گرمای وارد شده به مفصل تأثیر بگذارد. در نزدیکی صفحات کار، جریان و گرمای جوش بسیار زیاد است. در فاصله دورتر، الکترود گرمای کمتر و پاشش بیشتری تولید میکند. به طور معمول، در جوشکاری چوب، طول قوس باید با قطر فلز الکترود مطابقت داشته باشد.
بیشتر بخوانید: تفاوت جوشکاری با سیم جوش و جوشکاری با الکترود
به عبارت دیگر، اگر از میله 1/8 اینچی استفاده میکنید، آن را 1/8 اینچ از سطح اتصال فاصله دهید. شما میتوانید با افزایش طول قوس، مقدار گرما اعمال شده را کاهش داده یا رسوب فلز جوش را محدود کنید. در یک عملیات تغذیه سیم، الکترود سیم، دورتر از اتصال از جوشکاری چوب نگه داشته میشود. به این دلیل که قوس غلظت بیشتری دارد و میتواند از طریق فلز بسوزد.
پارامترهای جوشکاری؛ وزش قوس
استفاده از جریان متناوب، به علت تغییر مستمر میدان مغناطیسی، از ایجاد وزش قوس جلوگیری میکند. در حالیکه در هنگام کار با جریان مستقیم تشکیل میدان های مغناطیسی نامتعادل در اطراف قوس میتواند سبب وزش قوس و بروز مشکلات زیادی به خصوص در مورد فولادهای دارای خاصیت مغناطیسی گردد. بنابراین بهتر است از جریان متناوب استفاده کنید.
پارامترهای جوشکاری؛ زاویه جوشکاری
هنگام جوشکاری باید دو زاویه را مدنظر داشته باشید:
- زاویه کار
- زاویه حرکت
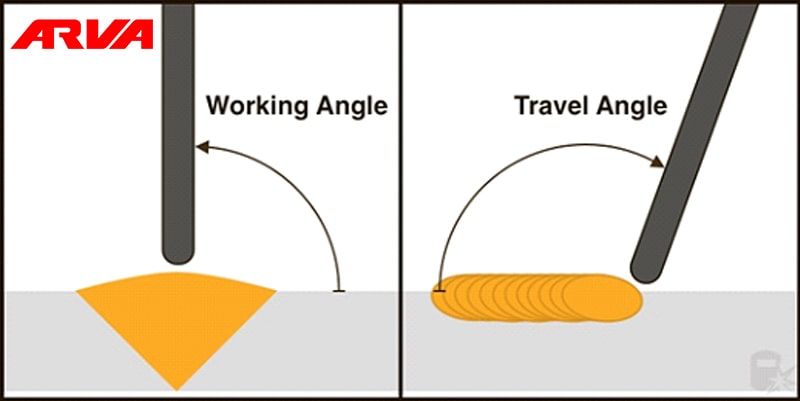
زاویه کار در حین جوشکاری:
زاویه کار، رابطه بین اتصال و میله جوشکاری (یا میله) است. در حالت ایده آل، میله خود را عمود یا 90 درجه به مفصل میگیرید. استثنا عمده در مورد این قانون اتصالات T است، جایی که زاویه کار بین 30 تا 50 درجه متغیر است. (در ادامه اتصالات جوشکاری را بیان میکنیم)
زاویه حرکت در حین جوشکاری:
زاویه حرکت رابطه بین میله و خط حرکت است. برای دیدن مفصل و گودال، ممکن است جوشکار میله را تا 10 درجه در جهت حرکت یا گاهی خلاف جهت حرکت نوک قرار بدهد. همانطور که در نمودار اول شکل زیر مشاهده میکنید، زاویه میله نسبت به قطعه کار (سمت چپ) 90 درجه است و اجازه میدهد حداکثر گرما و جریان به سمت پایین در مفصل قنداق شیار باز متمرکز شود. (این مورد را نمای جلوی صفحات کار بدانید.)
در نمودار سمت راست، زاویه حرکت شیب 5-10 درجه را در امتداد اتصال نشان میدهد. این باعث میشود تا جوشکار از آنچه در آن گودال میگذرد، دید بهتری داشته باشد. هنگامی که مشعل یا الکترود خود را میکشید، شیب به سمت گودال هدایت میشود، که به نفوذ و رسیدن به یک مهره ضخیم کمک میکند. هنگام فشار دادن، شیب از گودال دور است و نفوذ و گرما را به داخل فلز پایه محدود میکند.
قطبیت جوشکاری
یک پارامتر بسیار مهم در فرآیند جوشکاری قطبیت است. زمانی که شما آماده انجام فرآیند هستید، ابتدا دستگاه جوشکاری را روشن میکنید. پس از روشن شدن دستگاه یک مدار الکتریکی با قطب مثبت و منفی ایجاد میشود. به این قابلیت، یعنی ایجاد مدار الکتریکی پس از روشن کردن دستگاه جوش، قطبیت جوشکاری گفته میشود.
حال چرا این ویژگی از پارامترهای مهم در جوشکاری محسوب میشود؟ علت آن را باید در فرآیند جوشکاری پیدا کرد. به طوری که اگر این پارامتر به درستی انتخاب شود میتواند بر چگونگی انجام کار شما موثر باشد. به عبارتی بهتر قطبیت جوشکاری، تاثیر مستقیمی بر جوشکاری شما دارد. چراکه این ویژگی میتواند بر دو پارامتر مهم یعنی جهت قدرت و کیفیت جوش اثرگذار باشد. از این رو اگر این قطبیت در جوشکاری به درستی انتخاب نشود، ممکن است باعث خرابی جوش شما شود. همچنین میتواند باعث پاشش جوش شده و نفوذ بدی در فرآیند داشته باشد. از این رو توضیه میکنیم حتما در انتخاب درست آن دقت لازم را داشته باشید.
اگر الکترود مثبت یا همان قطبیت معکوس را انتخاب کنید باعث میشود نفوذ در جوش شما افزایش یابد. با این کار عمل جوش بهتر انجام میشود. در مقابل استفاده از الکترود منفی یا قطبیت مستقیم، باعث میشود کار شما نیمه کاره بماند. زیرا این قطبیت باعث میشود فلزی که در حال جوشکاری هستید، به سرعت ذوب و جوش شما خراب شود. نکته دیگری که در این مورد باید به آن توجه کرد گاز محافظ در جوشکاری است که تاثیر زیادی بر روی جوش دارد. توصیه میکنیم برای داشتن جوشکاری بهتر، حتما روی این ویژگی دقت داشته باشید.
ضخامت فلز از جمله پارامترهای مهم در جوشکاری
یکی از مهمترین پارامترهای جوشکاری، ضخامت فلز در حال جوش است. ضخامت فلز پایه باید در تصمیم گیری در مورد الکترود، میله، سیم یا نوک مشعل برای جوشکاری و همچنین تنظیمات ولتاژ، سرعت سیم و یا جریان شما موثر است. بسیاری از فاکتورهای اندازه دیگر وجود دارد که باید در نظر گرفته شود اما ضخامت فلز معمولاً حرف اول را می زند.
اگر جوشکار، مشغول جوش دادن ورق های فلزی با ضخامت زیاد است، توصیه میشود از جریان مستقیم استفاده کند. علاوه بر این، هنگام استفاده از جریان متناوب پایداری قوس در سطوح جریان ضعیفتر، بی ثباتتر از زمانی است که از جریان مستقیم استفاده میشود.
اگر بتوانید کاربرد جوشکاری در هر مورد خاص را به طور دقیق بررسی کنید، میتوان دریافت که استفاده از کدام نوع جریان، متناوب یا مستقیم، برای شرایط شما مناسبتر است. علاوه بر این، منبع تغذیه ای که از آن استفاده میشود، دارای جریان به صورت متناوب (AC) و جریان مستقیم (DC) و ترکیبی از آن ها یعنی واحد مرکب AC/DC در دسترس خواهد بود.
در فرآیند SMAW نوع جریانی که استفاده میشود باید از نوع ثابت باشد. زیرا اگر از جریان ولتاژ ثابت استفاده کنید، برقراری و تنظیم طول قوس با استفاده از این منبع برای فرد جوشکار دشوار خواهد بود.
پارامترهای جوشکاری؛ نوع مواد پرکننده
از دیگر پارامترهای مهم در جوشکاری، نوع موادی است که استفاده میشود. این مواد در جوشکاری به مواد پر کننده معروف هستند و توانایی کار کردن با این مواد پر کننده متفاوت است. از این رو باید شناخت کاملی نسبت به این مواد داشت تا به توان یک جوشکاری مناسب داشت.
به عنوان مثال یکی از این مواد پر کننده، پودر یا فلوکس نام دارد. این ماده انواع متفاوتی دارد و برای الکترود های مختلف، کاربردها و قابلیت های گوناگونی دارند. برای نمونه برای کار با الکترود های SMAW، که معمولا برای جوشکاری فولاد مورد استفاده قرار میگیرند، پوشش فلوکسی دارند که میتوانند باعث ایجاد قوس در فرآیند شوند. علاوه بر این باعث میشود که جوش شما به سرعت فریز شود.
در مجموع فلوکس های متفاوتی وجود دارد که هرکدام با توجه به قابلیت هایی که دارند مورد استفاده قرار میگیرند. با این حال برای داشتن یک جوشکاری خوب و موفقیت آمیز نیاز است تا با این مواد آشنایی داشته باشید و مهارت مناسب با آن ماده را در هنگام جوشکاری به کار ببرید.
پارامترهای مهم جوشکاری؛ نحوه قرارگیری صفحات
نحوه قرار گیری صفحات کار (یا ساختار ثابت) برای جوشکاری ممکن است بیش از هر چیز دیگری در نتیجه عملیات نقش داشته باشد. قبل از شروع جوشکاری، اتصالات، لبه های مورب و سطح شما باید به صورت صاف و یکدست در کنار هم قرار گیرند. هیچ سوراخ، شکاف یا یکنواختی نباید وجود داشته باشد. در حقیقت، اگر وقت خود را برای انجام صحیح تناسب اندام صرف نکنید، می توانید اوضاع را بدتر کنید.
نیازی به گفتن نیست که زاویه کناره های مورب شما باید متناسب با ضخامت فلز و فرآیند جوشکاری مورد استفاده باشد. شما همچنین باید صفحات خود را بچسبانید و در صورت لزوم از گیره استفاده کنید تا از بسته شدن اتصال پیش از جوشکاری یا تحریف دیگر ناشی از گرما جلوگیری کنید.
تمیز کردن لبه های جوش از قبل نیز مهم است. در حالی که برخی از الکترودهای چسب برای نفوذ از طریق زنگ و مقیاس آسیاب طراحی شده اند، این ناخالصی ها هنوز هم میتوانند مشکلاتی ایجاد کنند. در حالی که کار با فولاد کم کربن بسیار راحت تر از سایر فلزات است، شما باید عادت تمیز کردن یا خرد کردن مناطقی را که قصد جوشکاری آن را دارید داشته باشید.
بیشتر بخوانید: بهترین فلزات برای جوشکاری
تاثیر منبع تغذیه در کیفیت جوش
برای انتخاب منبع تغذیه در فرآیند SMAW به سه عامل مهم باید توجه کرد. این سه عامل عبارتند از: نوع جریان مورد نیاز، محدوده جریان، حالت جوشکاری. نوع جریان باید از بین جریان متناوب یا مستقیم و یا ترکیبی از هردو تعیین شود.
انتخاب اینکه کدام یک مناسب تر است، بستگی به الکترودی که میخواهید با آن جوشکاری کنید و نوع جوشکاری شما دارد. جریان مورد نیاز باید براساس نوع و اندازه الکترود مصرفی برای فرآیند جوشکاری تعیین شود. برای اینکه اطمینان حاصل کنید توانایی منبع تغذیه برای جوشکاری مناسب است، باید در جریان سیکل کاری در نظر گرفته شود. وضعیتی که در آن جوشکاری صورت میپذیرد نیز باید در نظر گرفته شود.
استفاده از تجهیزات استاندارد
برق گرفتگی و سوختگی از جمله آسیب هایی است که هنگام جوشکاری ممکن است پیش بیاید. برای پیشگیری از این خطرات باید از تجهیزات و لوازم استاندارد استفاده کرد. در ادامه به بررسی چند مورد از ابزارهای مورد نیاز جوشکاری میپردازیم.

- انبر جوش یا الکترودگیر: با استفاده از این وسیله جوشکار میتواند الکترود را کنترل و نگه داری کند. همچنین برای انتقال جریان از کابل جوشکاری به الکترود نیز از این وسیله استفاده میشود. این وسیله یک عایقی روی دسته خود دارد که مانع از آسیب دیدن دست جوشکار میشود. این انبر باید وزن کمی داشته باشد تا به راحتی قابل حمل باشد و از استحکام و مقاومت بالایی برخوردار باشد. انبرهای جوش براساس ظرفیت جریان آنها مشخص میشوند. انتخاب انبر مناسب به شدت جریان، دیوتی سایکل و حداکثر اندازه الکترود و اندازه کابل بستگی دارد.
- انبر اتصال: از این وسیله برای اتصال کابل اتصال به قطعه کار استفاده میشود. برای کارهای سبک میتوان از یک انبر (گیره فلزی) شکل بهره برد اما برای کار سنگین، نیازمند یک گیره پیچی جهت اتصالی قوی میباشد.
- کابل جوشکاری: با استفاده از کابل های جوشکاری، میتوانید اتصال، انبر جوش و انبر اتصال را به منبع تغذیه برقرار کنید. طراحی این کابل ها طوری است که حداکثر انعطاف را دارا میباشند. همچنین مقاومت آن ها در برابر خراش و پوسیدگی نیز بالاست. کابل جوشکاری از تعداد زیادی سیم مسی یا آلومینیومی که دارای روکش و عایق نیز هستند تشکیل شده است؛ که این سیمها به یکدیگر بافته شده اند. جنس آن ها از الیاف مصنوعی یا پلاستیک مقاوم هستند. همچنین دارای دوام خوب، مقاومت الکتریکی و مقاومت حرارتی مناسب میباشند. پوششی محافظ بین سیم های رسانای بافته شده و روکش عایقی روی کابل قرارداد که سبب حرکت راحت تر و انعطاف پذیری بیشتر کابل میگردد.
وضعیت جوشکاری
یکی دیگر از مهمترین پارامترهای جوشکاری، وضعیت جوشکاری است. این حالت به میزان مهارت و توانایی جوشکار تاثیر زیادی دارد. اما در مجموع جوشکار سعی میکند در ساده ترین وضعیت ممکن قرار گیرد تا علاوه بر جلوگیری از آسیب های احتمالی و یا ریختن مذاب جوش روی خود، یک جوش باکیفیت را داشته باشد. معمولا برای جوشکاری چهار وضعیت افقی، بالا سری، سر بالا یا سر پایین و وضعیت تخت مورد استفاده قرار میگیرد.
پارامتر درجه موتور جوش برای جوشکاری
اصطلاح درجه موتور جوش برای جوشکاری معمولاً به چند ویژگی مهم در موتور جوش (مخصوصاً موتور برق جوشکاری یا دستگاه جوش اینورتر بنزینی/دیزلی) اشاره دارد که بر توانایی دستگاه در اجرای جوشکاری پایدار و مؤثر تأثیر میگذارد. در اینجا بهصورت دقیقتر، منظور از “درجه” موتور جوش، نکاتی مانند توان موتور، کلاس عایقبندی، کلاس حرارتی، و سیکل کاری است. در ادامه، این پارامترها را بهطور کامل توضیح میدهم:
توان موتور (قدرت واقعی)
- توان موتور جوش معمولاً با کیلووات (kW) یا اسب بخار (HP) مشخص می شود.
- برای انجام جوشکاری مؤثر، قدرت موتور باید با خروجی موردنیاز برای جوش (مثلاً 200 آمپر در 60٪ چرخه کاری) هم خوانی داشته باشد.
- معمولاً برای جوشکاریهای نیمه صنعتی و صنعتی، نیاز به موتورهایی با توان حداقل 5 تا 7 کیلووات است.
کلاس حرارتی موتور
موتورهای جوش دارای کلاس حرارتی خاصی هستند که نشان می دهد موتور تا چه دمایی می تواند بدون آسیب کار کند.
کلاس های متداول:
- کلاس B: تا 130 درجه سانتی گراد
- کلاس F: تا 155 درجه سانتی گراد
- کلاس H: تا 180 درجه سانتی گراد
- هرچه کلاس حرارتی بالاتر باشد، دستگاه در محیط های گرم یا در زمان جوشکاری طولانی، عملکرد پایدارتری دارد.
سیکل کاری موتور چرخه کاری یا Duty Cycle
- همانند دستگاه جوش، موتور جوش هم دارای چرخه کاری است.
- اگر مثلاً یک موتور جوش 60٪ چرخه کاری در 200 آمپر داشته باشد، یعنی از هر 10 دقیقه میتواند 6 دقیقه جوشکاری کند و 4 دقیقه باید خنک شود.
- این پارامتر بسیار مهم است، چون عملکرد بی وقفه یا فراتر از سیکل کاری ممکن است باعث داغ شدن یا آسیب به موتور شود.
دور موتور (RPM)
- در دستگاه های جوش با موتور احتراقی، دور موتور روی 3000 یا 3600 دور در دقیقه تنظیم می شود.
- تطبیق این دور با ژنراتور داخلی اهمیت دارد تا ولتاژ و فرکانس پایدار برای جوشکاری فراهم شود.
خروجی برق موتور (برای جوشکاری مستقیم)
- موتور مستقیماً وظیفه تأمین جریان جوش را بر عهده دارد. موتورجوشهای دیزلی یا بنزینی با خروجی DC یا AC مخصوص جوشکاری)، ولتاژ خروجی و جریان حداکثری آن باید متناسب با نوع جوش (MMA، TIG، MIG باشد.
بررسی پارامتر اتصالات در جوشکاری
در حالت کلی اتصالات جوشکاری به پنج نوع تقسیم شده اند. این پنج نوع اتصال عبارتند از:
- اتصال گوشه
- اتصال T
- اتصال لب به لب
- اتصال سر به سر
- اتصال لب روی هم
تاثیر قطر الکترود بر روی کیفیت جوشکاری
قطر الکترودی که بتواند با استفاده از جریان و سرعت حرکت مناسب در کمترین زمان ممکن، محل مورد نظر را جوش کند، قطر الکترود استاندارد میباشد. برای انتخاب ضخامت الکترود مورد نظر باید به ضخامت موادی که آن ها را جوشکاری میکنیم، توجه کنیم. برای جوشکاری مواد ضخیم تر برای استفاده از سرعت بیشتر و زمان کمتر، از الکترودهای با قطر بیشتر استفاده میشود.
بیشتر بخوانید: شدت جریان و قطر الکترود در جوشکاری
پارامترهای جوشکاری؛ جریان جوشکاری
جریان مستقیم به دلیل ایجاد قوسی یکنواخت تر و انتقال روان تر، همواره عملکرد بهتری را در این زمینه به نسبت جریان متناوب ایجاد مینماید. البته در این مقایسه، نوع الکترود نیز اهمیت بالایی دارد. برخی از الکترودها از الکترود منفی کارایی بهتری دارند. اما معمولا اکثر الکترودها در الکترود مثبت خود، عملکرد بهتری خواهند داشت. استفاده از جریان AC در فرآیند SMAW، نسبت به جریان DC دو مزیت دارد:
- عدم وزش قوس
- ارزانتر بودن قیمت منبع تغذیه
سرعت حرکت در جوشکاری
اگر خیلی سریع حرکت کنید، اندازه جوش کوچک میشود و به نفوذ ناکافی دست مییابد. سعی کنید خیلی آهسته حرکت کنید که احتمالاً با گرمای بیش از حد وارد صفحات کار خواهید شد.
توجه داشته باشید که وقتی ولتاژ خیلی زیاد است، جوشکاری پهن و مسطح میشود. همچنین، وقتی سرعت ولتاژ خیلی کم باشد، جوش مناسبی روی قطعه کار شما شکل نمیگیرد. بنابراین ولتاژ مشخصات کلی یا هندسه جوش را تعیین میکند. در جوشکاری چوبی، جوشکار ولتاژ را مستقیماً تنظیم میکند اما جریان را تنظیم نمیکند، بنابراین دستگاه ها جریان ثابت (CC) نامیده میشوند.

پراکندگی گرما
فلزات مختلف به طور متفاوتی گرما را پراکنده میکنند. این میزان پراکندگی در قطعات کار شما نیز تأثیر دارد، مثلا اگر از قطعه های ریزتر استفاده کنید، بسیار سریعتر از قطعات بزرگ و سنگین گرم میشوند. فولاد کم کربن در صورت گرم شدن بیش از حد قابل اغماض است، اما اگر حرارت ورودی و خروجی صفحات یا لوله را کنترل نکنید، فلزات دیگر ممکن است مقاومت در برابر کشش یا سایر خصوصیات را از دست بدهند.
با کسب اطلاعات بیشتر در مورد خواص شیمیایی و مکانیکی فلزات و آلیاژهای مختلف، ممکن است تصمیم بگیرید که یک عملیات قبل یا بعد از حرارت یا قطعات کار خود را به عنوان بخشی از عملیات جوشکاری استفاده کنید.
چرا پارامترهای جوشکاری مهم اند؟
پارامترهای جوشکاری ستون فقرات هر عملیات جوش موفق هستند. تنظیم دقیق و اصولی آن ها نه تنها کیفیت نهایی جوش را تضمین می کند، بلکه از بروز خطاهای پرهزینه، دوباره کاری، و حتی خطرات ایمنی جلوگیری می نماید. دلایل اهمیت این پارامترها عبارت اند از:
- تضمین استحکام و دوام جوش: اگر جریان، ولتاژ یا سرعت حرکت به درستی انتخاب نشود، جوش دچار نفوذ ناقص یا تخلخل می شود. این نقص ها به کاهش مقاومت مکانیکی اتصال و حتی شکست ناگهانی سازه منجر می شود. تنظیم بهینه باعث ایجاد نفوذ مناسب و اتصال مستحکم بین قطعات می گردد.
- جلوگیری از عیوب متداول جوش: عیوبی مانند ترک، تخلخل، نفوذ ناقص، سوختگی لبه ها یا پاشش زیاد، اغلب ناشی از تنظیمات اشتباه پارامترها هستند. با کنترل دقیق این متغیرها، میتوان از بروز بسیاری از این مشکلات جلوگیری کرد.
- بهبود ظاهر و کیفیت سطحی جوش: پارامترهای درست باعث ایجاد درز جوش یکنواخت، تمیز، بدون بریدگی لبه یا حفره می شوند. در صنایع ظریف مانند خودروسازی و ساخت تجهیزات بهداشتی، ظاهر جوش به اندازه استحکام آن اهمیت دارد.
- کاهش مصرف انرژی و مواد مصرفی: با تنظیم صحیح آمپر و ولتاژ، از مصرف بی رویه انرژی جلوگیری می شود. همچنین، سرعت مناسب پیشروی و استفاده از الکترود یا سیم جوش متناسب باعث کاهش پرتی مواد و بهینه سازی مصرف الکترود می گردد.
- افزایش بهره وری و صرفه جویی در زمان: پارامترهای تنظیم شده، زمان توقف تولید برای اصلاح یا دوباره کاری را کاهش می دهند. جوشکاری بدون نقص از همان بار اول، سرعت تولید را افزایش می دهد و اتلاف زمان را به حداقل می رساند.
- تضمین انطباق با استانداردهای بین المللی: در صنایع حساس مانند پتروشیمی، نیروگاه ها، یا سازه های فلزی بزرگ، انطباق جوش ها با استاندارد هایی نظیر ASME، AWS یا ISO ضروری است. این انطباق تنها در صورتی ممکن است که پارامترهای جوشکاری دقیق و مستند سازیشده باشند.
- افزایش ایمنی فرایند و کاهش خطرات شغلی: پارامترهای نادرست می توانند موجب پاشش شدید، حرارت بیش از حد، یا حتی انفجار حوضچه مذاب شوند. کنترل دقیق آن ها باعث افزایش ایمنی جوشکار و کاهش ریسک حوادث می شود.
کلام آروا:
برای داشتن یک جوشکاری دقیق و مناسب، داشتن اطلاعات کافی درباره پارامترهای جوشکاری امری ضروری است. در این مقاله به طور کامل مهمترین پارامترهای جوشکاری را شرح داده و بیان کردیم که اگر هر کدام از آن ها را رعایت نکنید ممکن است عمل جوشکاری به درستی انجام نشود.
رعایت هریک از این موارد نه تنها باعث سلامت فرد جوشکار میشود، بلکه برای داشتن یک جوش سالم، مقاوم و باکیفیت که منجر به تولید قطعات و محصولات مورد نیاز میشود، ضرورت دارد. امیدواریم از مطالب گفته شده در این مقاله استفاده کافی را برده باشید. خواهشمندیم در صورت رضایت این مطلب را با دوستان خود به اشتراک بگذارید. آیا شما پارامترهای جوشکاری دیگری میشناسید؟ نظر خود را با ما در میان بگذارید.



ارسال دیدگاه