 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
آیا تا به حال دقت کرده اید که چگونه قطعات فلزی در یک سازه محکم و به هم پیوسته می شوند؟ یکی از کلیدی ترین عناصر این اتصال ها، انواع پاس جوشکاری است. شاید برایتان سوال باشد که پاس جوشکاری چیست.
اگر قصد دارید برای خرید دستگاه جوش اقدام کنید یا در حین جوشکاری هستید و قصد دارید در این حرفه مشغول شوید باید بدانید که پاس جوش به هر لایه ای از جوش گفته می شود که در فرایند جوشکاری برای اتصال دو قطعه فلزی ایجاد می شود. این لایه ها با ذوب مواد جوشکاری و سرد شدن آن ها شکل گرفته و به استحکام و یکپارچگی اتصال کمک می کنند.
پاس جوش، نه فقط یک خط ساده از فلز ذوب شده، بلکه یک لایه دقیق و مهندسی شده است که نقش اساسی در استحکام و دوام سازه های فلزی دارد.
انواع پاس جوشکاری عبارتند از:
- پاس جوش به صورت لب به لب
- پاس ریشه
- پاس داغ
- پاس پرکننده
- پاس پوششی
بسته به نوع جوشکاری و ضخامت قطعات، این لایه ها می توانند تنها یک مرحله از فرایند باشند یا به صورت لایه لایه ساخته شوند. اگر می خواهید بدانید انواع پاس جوشکاری چیست و هر کدام چگونه به تقویت اتصال کمک می کنند، تا پایان این مطلب همراه ما باشید. اینجا به زبانی ساده و با جزئیات جذاب، پاس های جوشکاری را بررسی می کنیم.
پاس جوش چیست؟

پاس جوش، به لایه ای از جوش گفته می شود که در فرایند جوشکاری بین دو قطعه فلزی به منظور اتصال آن ها ایجاد می شود. در واقع، پاس جوش یک لایه از ماده جوش است که در اثر ذوب و سرد شدن فلز جوش و قطعات اتصال پذیر تشکیل می شود. این لایه معمولاً با استفاده از دستگاه های جوشکاری و مواد جوشکاری (مانند الکترودها یا سیم جوش) به وجود می آید.
برای درک بهتر، تصور کنید که هنگام جوشکاری دو قطعه فلزی در کنار هم قرار می گیرند. وقتی که دستگاه جوشکاری شروع به کار می کند، نقطه جوش ذوب شده و به طور موقت مواد فلزی را در کنار هم قرار می دهد. پس از سرد شدن، این نقطه به یک لایه محکم تبدیل می شود که به آن پاس جوش می گویند. هر بار که این فرایند تکرار می شود، یک پاس جوش جدید ایجاد می شود.
بیشتر بخوانید: عیوب جوش و جوشکاری و انواع آن
انواع پاس جوشکاری

در جوشکاری، انواع مختلفی از پاس های جوش وجود دارند که هرکدام هدف خاصی را دنبال می کنند. این پاس ها به طور کلی به فرایند اتصال فلزات کمک می کنند تا اتصالی محکم و مقاوم ایجاد شود. در ادامه به توضیح انواع پاس ها می پردازیم:
پاس جوش به صورت لب به لب (Butt Weld)
در این نوع جوش، دو قطعه فلزی به صورت مستقیم و هم سطح (لب به لب) قرار می گیرند و سپس جوشکاری انجام می شود. این نوع جوش برای اتصالاتی که نیاز به استحکام بالا دارند، مورد استفاده قرار می گیرد. در پاس جوش لب به لب، جوشکاری به طور معمول از یک طرف اتصال انجام می شود، اما در مواردی می توان از دو طرف نیز جوشکاری را انجام داد تا اتصال محکم تری ایجاد شود.
بیشتر بخوانید: اصطلاحات جوشکاری
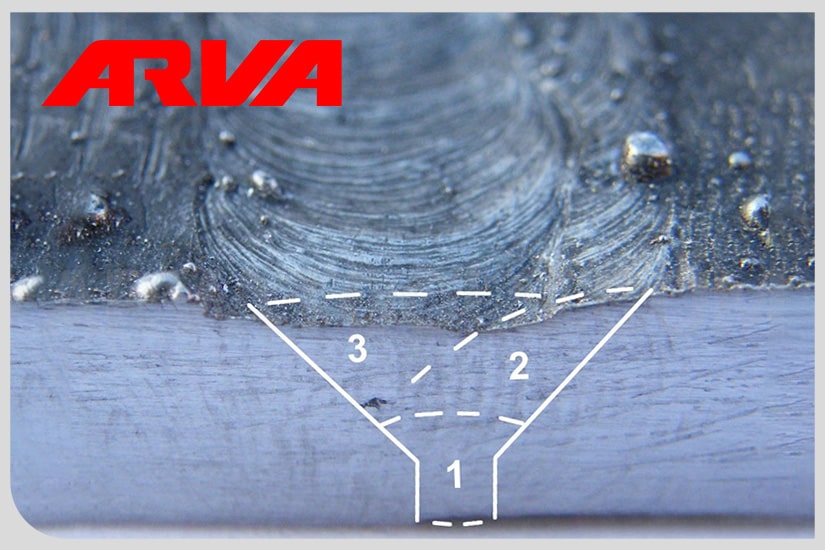
پاس ریشه (Root Pass)

پاس ریشه اولین و پایه ای ترین پاس در جوشکاری است که هدف آن پر کردن شکاف و ایجاد یک اتصال اولیه است. این پاس معمولاً با دقت و حساسیت بالایی انجام می شود تا اتصال اولیه به طور کامل و محکم شکل گیرد. در جوشکاری های ضخیم تر، این پاس باید به صورت دقیق اعمال شود تا از ایجاد نقص در اتصال جلوگیری کند.
بیشتر بخوانید: آشنایی با پارامترهای جوشکاری و تاثیر هرکدام روی جوش
پاس داغ (Hot Pass)

پاس داغ معمولاً بعد از پاس ریشه انجام می شود و هدف آن افزایش استحکام جوش و پر کردن بیشتر فضاهای خالی است. در این پاس، جوش با دمای بالاتری انجام می شود که به جوش امکان می دهد به طور بهتر و یک دست در محل اتصال پخش شود. این پاس برای جلوگیری از ترک خوردگی و بهبود ویژگی های مکانیکی جوش بسیار اهمیت دارد.
بیشتر بخوانید: جوشکاری چیست و چند نوع دارد؟
پاس پرکننده (Filler Pass)

پاس پرکننده معمولاً برای پر کردن فاصله بین لبه های جوش و بهبود استحکام اتصال استفاده می شود. این پاس پس از پاس ریشه و پاس داغ به منظور پر کردن نواحی خالی و افزایش حجم جوش اعمال می شود. هدف از این پاس، تقویت اتصال و جلوگیری از نواحی ضعیف در جوش است.
پاس پوششی (Capping Pass)

پاس پوششی یا نهایی معمولاً برای پوشاندن سطح جوش و بهبود ظاهر آن به کار می رود. این پاس علاوه بر بهبود ظاهر جوش، به استحکام و دوام بیشتر جوش کمک می کند. این پاس به عنوان لایه آخر روی جوش اعمال می شود تا از هرگونه آسیب یا خوردگی بیشتر جلوگیری کند و سطح جوش را صاف و مقاوم نگه دارد.
به طور کلی، هرکدام از این پاس ها نقش مهمی در تکمیل فرایند جوشکاری دارند و بسته به نیاز و نوع پروژه، تعداد و ترتیب آن ها ممکن است متفاوت باشد. شناخت دقیق این پاس ها و نحوه کاربرد هر یک در جوشکاری، می تواند به شما کمک کند تا جوش هایی با کیفیت بالا و بدون نقص ایجاد کنید.
ارتباط اتصالات با انواع پاس جوشکاری

هر نوع اتصال در جوشکاری نیاز به تعداد و نوع خاصی از پاس جوش دارد. پاس جوش باعث می شود که اتصال به طور صحیح و محکم به هم بچسبد و بتواند بار و فشار را تحمل کند. برخی اتصالات ممکن است نیاز به چندین پاس جوش داشته باشند تا اتصال به حد کافی مقاوم شود، در حالی که اتصالات دیگر ممکن است با یک پاس جوش به راحتی محکم شوند. تعداد پاس ها معمولاً بستگی به نوع فلز، ضخامت قطعات و میزان فشار یا دمایی دارد که اتصال باید تحمل کند.
در مجموع، انتخاب نوع اتصال و تعداد پاس جوش به طور مستقیم بر کیفیت و استحکام نهایی جوش تاثیرگذار است. به همین دلیل، انتخاب صحیح این موارد در طراحی و ساخت وسازهای جوشکاری اهمیت زیادی دارد.
بیشتر بخوانید: انواع جوشکاری مدرن کدامند؟
انواع اتصالات در جوشکاری و انواع پاس جوش

در جوشکاری، اتصالات به عنوان نقاطی شناخته می شوند که دو قطعه فلزی به یکدیگر متصل می شوند. این اتصالات می توانند به روش های مختلف و بسته به نوع جوشکاری و کاربرد آن ها طراحی شوند. در این بخش، با انواع مختلف اتصالات در جوشکاری و ارتباط آن ها با پاس جوش آشنا خواهید شد.
بیشتر بخوانید: معرفی فرایندهای جوشکاری و انواع اتصال جوشکاری
اتصال لب به لب (Butt Joint)
اتصال لب به لب زمانی استفاده می شود که دو قطعه فلزی در امتداد هم قرار دارند و لبه های آن ها با هم تماس پیدا می کنند. در این اتصال، جوش به طور مستقیم در طول لبه های اتصال داده می شود. برای جوشکاری این اتصال، معمولاً از چندین پاس جوش استفاده می شود تا اتصال قوی تری ایجاد شود. این نوع اتصال بیشتر در ساخت سازه های سنگین و لوله کشی ها کاربرد دارد.
بیشتر بخوانید: تاریخچه جوشکاری
اتصال گوشه ای (Corner Joint)

اتصال گوشه ای زمانی استفاده می شود که دو قطعه به صورت زاویه دار (۹۰ درجه) به یکدیگر متصل شوند. این اتصال معمولاً در ساخت سازه های فلزی و صفحات ضخیم استفاده می شود. در این نوع اتصال، معمولاً یک یا چند پاس جوش ایجاد می شود تا به میزان کافی مقاومت داشته باشد.
بیشتر بخوانید: ابزارهای مورد نیاز جوشکاری چیست؟
اتصال تی شکل T (T-Joint)

اتصال T زمانی استفاده می شود که یکی از قطعات عمودی به قطعه ای افقی متصل شود و شکل حرف “T” را تشکیل دهد. این اتصال معمولاً در ساخت سازه های پیچیده یا در اتصالات با قطعات لوله دار کاربرد دارد. بسته به نیاز پروژه، پاس جوش می تواند یک جا یا در چند مرحله اعمال شود تا بتواند وزن و فشار را به خوبی تحمل کند.
بیشتر بخوانید: کاربرد جوشکاری در صنایع مختلف دنیا
اتصال پوششی (Fillet Joint)

اتصال پوششی یکی از رایج ترین انواع اتصالات جوشکاری است که در آن، دو قطعه در کنار یکدیگر قرار گرفته و یک جوش به شکل مثلث بین آن ها اعمال می شود. این نوع جوشکاری برای قطعات نازک و با ضخامت کم مناسب است. معمولاً برای این نوع اتصال از یک پاس جوش یا چندین پاس جوش استفاده می شود، بسته به اندازه و مقاومت مورد نیاز.
بیشتر بخوانید: عوارض و خطرات جوشکاری
ارتباط بین لایه، پاس ریشه و پاس گرم در جوشکاری

در فرایند جوشکاری، هر کدام از این مفاهیم نقش مهمی در رسیدن به یک اتصال جوشکاری محکم و قابل اعتماد ایفا می کنند. پاس ریشه به عنوان پایه ای برای اتصال ایجاد می شود و پاس گرم به منظور بهبود استحکام و کاهش مشکلات ناشی از ترک خوردگی و تنش های حرارتی اعمال می شود. در مجموع، تعداد و نوع لایه ها و پاس ها در جوشکاری بستگی به جنس و ضخامت قطعات، نوع جوشکاری و نیازهای فنی پروژه دارد.
بیشتر بخوانید: جوشکاری غیر ذوبی یا حالت جامد چیست
چگونه تعداد پاس های جوشکاری مورد نیاز را تعیین کنیم؟

تعیین تعداد پاس های جوشکاری یکی از بخش های حیاتی در فرایند جوشکاری است که به عواملی چون ضخامت قطعات، نوع فلز، نوع جوش، و شرایط محیطی بستگی دارد. انتخاب تعداد پاس ها تأثیر مستقیمی بر استحکام و کیفیت جوش خواهد داشت. در ادامه عواملی که بر تعیین تعداد پاس های جوشکاری تاثیر می گذارند، آورده شده است:
بیشتر بخوانید: حالت ها و وضعیت های جوشکاری چند نوع هستند؟
ضخامت قطعات

ضخامت قطعات جوشکاری شده از جمله عواملی است که بیشترین تاثیر را بر تعداد پاس ها دارد. به طور کلی، هرچه ضخامت قطعه بیشتر باشد، تعداد پاس ها نیز باید بیشتر باشد. برای جوشکاری قطعات نازک تر، معمولاً یک پاس کافی است، اما برای قطعات ضخیم تر، برای جلوگیری از ایجاد تنش و ترک خوردگی، باید پاس های بیشتری انجام شود.
بیشتر بخوانید: انواع دستگاه جوشکاری و عوامل مؤثر در انتخاب آن
نوع جوش

نوع جوش نیز بر تعداد پاس ها تأثیر می گذارد. جوش های متنوعی مانند جوش Butt, Fillet و جوش های زاویه ای وجود دارند که بسته به نوع اتصال، نیاز به پاس های مختلف دارند. برای جوش های Butt (لب به لب)، معمولاً از چند پاس استفاده می شود تا جوش کاملاً پر شود، اما جوش های Fillet می توانند معمولاً با یک یا دو پاس تکمیل شوند.
بیشتر بخوانید: درآمد جوشکاری در ایران و ۷ کشور جهان چقدر است
ویژگی های فلز

نوع فلز و ویژگی های آن نظیر نقطه ذوب، خواص مکانیکی، و رفتار در برابر گرما نیز در تعیین تعداد پاس ها تأثیر دارند. برای فلزات حساس به تغییرات دما یا فلزاتی که تمایل به ترک خوردن دارند (مثل فولادهای آلیاژی)، ممکن است نیاز باشد پاس ها به صورت کنترل شده و با دمای پایین تر انجام شوند تا از بروز مشکلاتی مانند ترک خوردگی جلوگیری شود.
بیشتر بخوانید: بهترین فلزات برای جوشکاری کدام نوع اند
روش جوشکاری

روش جوشکاری مورد استفاده نیز بر تعداد پاس ها تأثیر می گذارد. روش هایی مانند جوشکاری با الکترود دستی (SMAW)، جوشکاری MIG/MAG یا TIG ممکن است به تعداد متفاوتی پاس نیاز داشته باشند. در روش های خاصی مانند جوشکاری TIG، معمولاً نیاز به پاس های کمتری است، اما در جوشکاری با الکترود دستی ممکن است نیاز به پاس های بیشتری باشد.
بیشتر بخوانید: تفاوت جوشکاری با سیم جوش و جوشکاری با الکترود
شرایط محیطی

شرایط محیطی نیز از جمله دما و رطوبت محیط می تواند تأثیرگذار باشد. در شرایط خاص، مثل دماهای پایین، ممکن است نیاز به اجرای پاس های بیشتری برای جلوگیری از ترک ها و آسیب های احتمالی باشد.
بیشتر بخوانید: جوشکاری در ارتفاع
استحکام مورد نیاز

اگر اتصال جوش باید استحکام بالایی داشته باشد، معمولاً نیاز به پاس های بیشتری خواهد بود. برای مثال، در ساخت سازه های فلزی که تحت فشار یا کشش قرار دارند، باید پاس ها طوری انجام شوند که به استحکام جوش افزوده شود.
در کل، برای تعیین تعداد انواع پاس های جوشکاری، شما باید شرایط قطعه، نوع جوش، فلز و متریال، روش جوشکاری، و نیاز به استحکام را در نظر بگیرید. درک این موارد به شما کمک می کند تا تعداد پاس ها را به دقت تعیین کرده و جوشی با کیفیت و دوام بالا ایجاد کنید.
همچنین، برای آشنایی بیشتر و کسب اطلاعات دقیق تر، مطالعه منابع تخصصی جوشکاری می تواند بسیار مفید باشد.
بیشتر بخوانید: تورچ جوشکاری چیست
کلام آروا
جوشکاری حرفه ای نیازمند شناخت دقیق انواع پاس جوشکاری و کاربردهای آن است تا اتصالاتی مستحکم و ایمن ایجاد شود. اگر می خواهید با اصول و تکنیک های پیشرفته جوشکاری آشنا شوید یا نیاز به مشاوره تخصصی دارید، همین حالا با ما تماس بگیرید تا بهترین راهکارها را به شما ارائه دهیم! همچنین می توانید جوشکاری را به صورت حرفه ای در آکادمی آروا بیاموزید.



ارسال دیدگاه