 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
فرآیند های جوشکاری درطول تاریخ، با پیشرفت تکنیک های اتصال جوشکاری، شرایط محیطی و نحوه زندگی انسان نیز پیشرفت کرده است. با پیشرفت و توسعه تمدن مواد، ابزار و ماشین آلات نیز پیشرفت کرده است. به هم بستن قطعات برای ساخت ابزار کار، زمانی آغاز شد که انسان سنگ و چوب را برای ساخت تبر و نیزه به هم بست. مصریان باستان برای ساخت اهرام و معابد از سنگ استفاده می کردند. آنها سنگها را با ملات گچ به هم می چسباندند.
بعضی از آن دیوارها هنوز هم پابرجاست و دارای اشکال منظم فضایی است. همانطور که می دانید آن تصاویر متعلق به خدایی است که سرش، سر یک لک لک است و مصریان آن را توت می نامیدند توت خدایی محافظ ماه بود و مصریان معتقد بودند که او دنیا را در یک ظرف می چرخاند.
اتصال در دوران باستان
در دوران باستان از انواع دیگر چسب ها برای اتصال چوب به سنگ استفاده میشد ولی این مسئله به سالهای طولانی، قبل از کشف روش اتصال فلزات توسط پیشینیان میرسد. در عصر برنز و آهن فلزکاران شروع به رفع مشکلات شکلدهی، ریخته گری و امتزاج فلزات کردند. جوشکاری سطوح فلزات مشکلی بود که برای مدتها فکر فلزگران آن زمان را به خود مشغول ساخته بود.
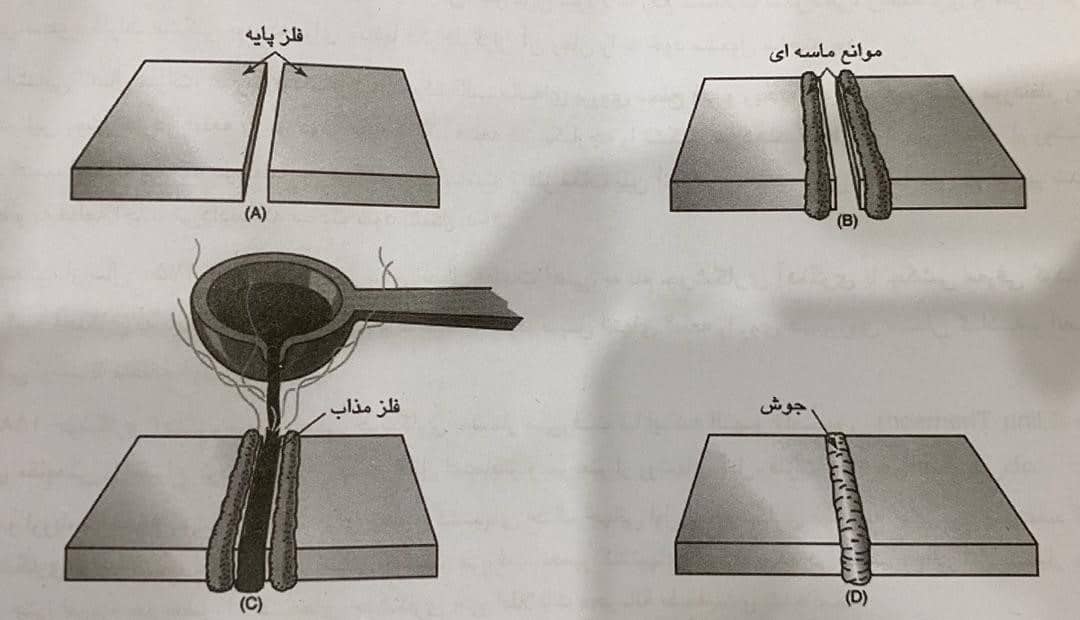
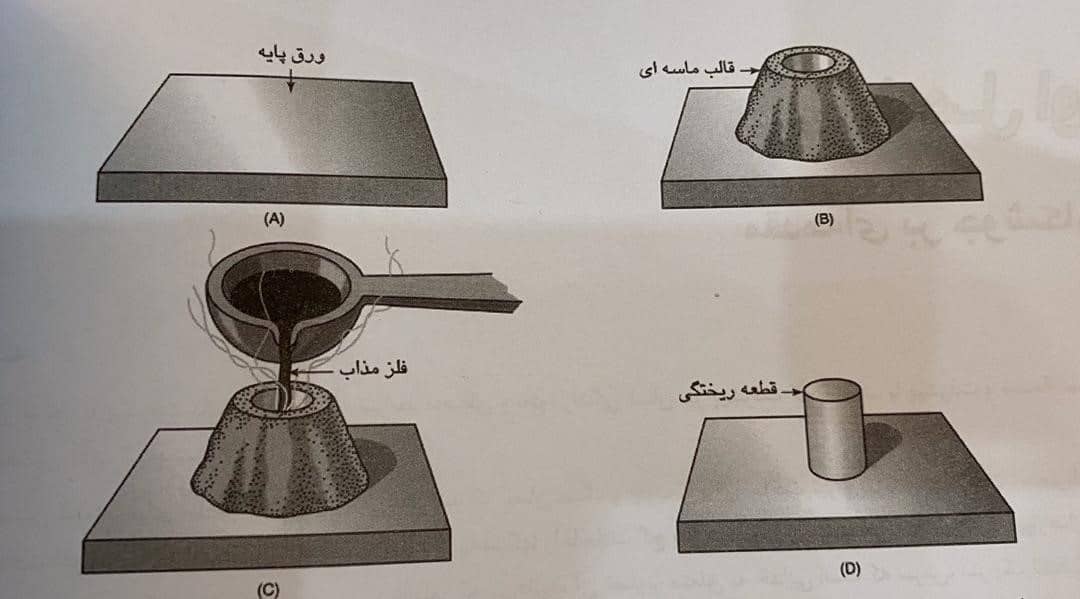
روشهای ابتدایی اتصال فلزات عبارت بودند از ایجاد یک قالب ماسه ای بر روی سطح فلز و ریخته گری مستقیم شکل مورد نظر روی فلز پایه. بنابراین در این روش هر دو قطعه باهم ذوب شده و یک قطعه فلز یکپارچه را تشکیل می دهند. یکی دیگر از روش های اتصال فلزات در قدیم اینگونه بود که دو قطعه را در کنار هم گذاشته و فلز مذاب بین آنها میریختند وقتی که لبه بین دو فلز پر شد جریان فلز قطع شده و به قطعه اجازه میدادند که سخت شود.
اتصال بعد از انقلاب صنعتی
انقلاب صنعتی از سال ۱۷۵۰ تا ۱۸۵۰ روشی برای اتصال قطعات آهنی به نام جوشکاری آهنگری یا چکشی معرفی کرد. در این روش قطعه در کوره آهنگری به دمایی میرسد که نرم و شکل پذیرشود سپس انتهای قطعه را روی هم بر روی سدان گذاشته و با پتک آهنگری می کوبند تا منطقه ذوبی ایجاد شود.
تا سال ۱۸8۶ جوشکاری آهنگری روش اصلی جوشکاری به شمار می رفت تا این که الیهو تامسون در این سال جوشکاری مقاومتی را اختراع کرد. این روش بسیار قابل اعتمادتر و سریعتر از روشهای قبل فلزات را به هم اتصال میداد. در آمریکا و اروپا با اختراع روش های بیشتر برای تعمیر کشتی های جنگ جهانی اول از جوشکاری ذوبی به جای پرچ استفاده کردند. در آن زمان جوشکاری برای امنیت نظامی امری حیاتی به شمار میرفت و تعمیر کشتی های آسیب دیده در جنگ جهانی اول بسیار سری صورت می گرفت.
حتی امروزه هم بعضی از جنبه های جوشکاری جزو اطلاعات محرمانه طبقه بندی شده است که از پایان جنگ جهانی اول تا کنون روش های زیادی برای اتصال فلزات ابداع شده است که این روشهای مختلف در توسعه و ایجاد صنعت جوشکاری نقش بسیار مهمی دارند. در حال حاضر جوشکاری روش قابل اعتماد موثر و اقتصادی در اتصال فلزات است.
تعریف جوشکاری
انجمن جوشکاری آمریکا AWS جوش را اینگونه تعریف می کند: به هم پیوستگی موضعی(ذوب یا رشد ساختار دانهای فلزات متصل شونده با هم) فلزات یا غیر فلزات با گرم کردن آنها تا دمای جوشکاری، با اعمال فشار یا بدون آن، با فلز پرکننده یا بدون آن.
جوشکاری به این صورت تعریف شده است: فرآیند اتصال که در آن به هم پیوستگی مواد، با گرم کردن آنها تا دمای جوشکاری بدون اعمال فشار یا با اعمال فشار، و بدون فلز پرکننده یا با آن انجام می شود. به زبانی غیر فنی اتصال جوشی زمانی حاصل میشود که دو قطعه گرم شده نرم یا ذوب گردد و به سمت هم جریان یابد. ممکن است از اعمال فشار برای فشردن قطعات به هم استفاده شود و یا با استفاده نشود در بعضی موارد اعمال فشار به تنهایی برای اتصال قطعات جدا و تشکیل یک قطعه یکپارچه کافی است. زمانی مواد پرکننده اضافه میشود که به جوش کامل در اتصال نیاز باشد. این نکته نیز مهم است که کلمه مواد به این دلیل استفاده شده که امروزه علاوه بر فلز، مواد زیاد دیگری مانند پلاستیک، شیشه و سرامیک نیز جوشکاری می شود.
کاربردهای جوشکاری
روشهای جوشکاری مدرن در ساخت قطعات مختلف مثل کشتی ها، ساختمان ها، پل ها و ریل های تفریحی به کار میرود .جوشکاری اغلب برای ساخت تجهیزات و دستگاه تولید محصولات و مواد جدید نیز به کار میرود. جوشکاری این امکان را برای سازنده هواپیما به وجود میآورد که به نسبت استحکام ،به وزن طراحی هواپیماهای تجاری و نظامی برسد.
کاوش در فضا بدون روشهای پیشرفته جوشکاری امکان ندارد و از راکت های اولیه تا صنعت فضانوردی امروزی ،جوشکاری نقش مهمی در آنها داشته است. ساخت شاتل های فضایی در گرو پیشرفت فرایندهای جوشکاری است. این پیشرفتها به بهتر شدن زندگی روزمره کمک می کند و بسیاری از آزمایشاتی که روی شاتلهای فضایی انجام میشود مربوط به جوشکاری است .
در آینده ما قصد داریم پایگاههای فضایی دائمی بسازیم که ساخت چنین پایگاههایی نیاز به جوشکاری در خلا خواهد داشت. از جوشکاری به طور وسیعی در ساخت اتومبیل، تجهیزات کشاورزی، اسباب خانه ،قطعات کامپیوتر ،تجهیزات حفاری و وسایل نقلیه استفاده میشود. تجهیزات راه آهن، کورهها، دیگ ها، واحد های تهویه و هزان نوع محصول دیگر که ما در زندگی روزمره خود از آنها استفاده میکنیم نیز به وسیله فرایندهای جوشکاری به هم متصل شدهاند. از ابزار دندانپزشکی تا ماهوارههای مخابراتی همگی به وسیله جوشکاری به هم متصل می شوند و در این جهان مدرن کمتر چیزی می توان یافت که بدون استفاده از جوشکاری ساخته شده باشد.
فرایندهای جوشکاری
در سالهای اخیر فرآیندهای جوشکاری مختلفی به وجود آمده اند که تفاوت این فرآیندها در روش ایجاد حرارت فشار یا هر دو در نوع تجهیزات جوشکاری میباشد. جدول زیر فرآیندهای جوشکاری و اتصال جوشکاری را نشان می دهد. در ۶۷ فرایندی که آورده شده است نیاز به چکش کاری ،پرس کردن و نورد کردن دارد که بر پیوستگی اتصال جوشی تاثیر می گذارد .در سایر روشها ،فلز به حالت سیال در آمده و لبههای ذوب شده به سمت یکدیگر جریان مییابد.
عمده ترین فرآیند های جوشکاری عبارتند از:
جوشکاری اکسی استیلن(OAW)، جوشکاری قوس الکترود روکش دار(SMAW)، جوشکاری قوس تنگستن با گاز محافظ(GTAW,TIG)، جوشکاری قوس فلز با گاز محافظ(GMAW,MIG/MAG)، جوشکاری قوس الکترود توپودری(FCAW)، بریزینگ شعله ای(TB).
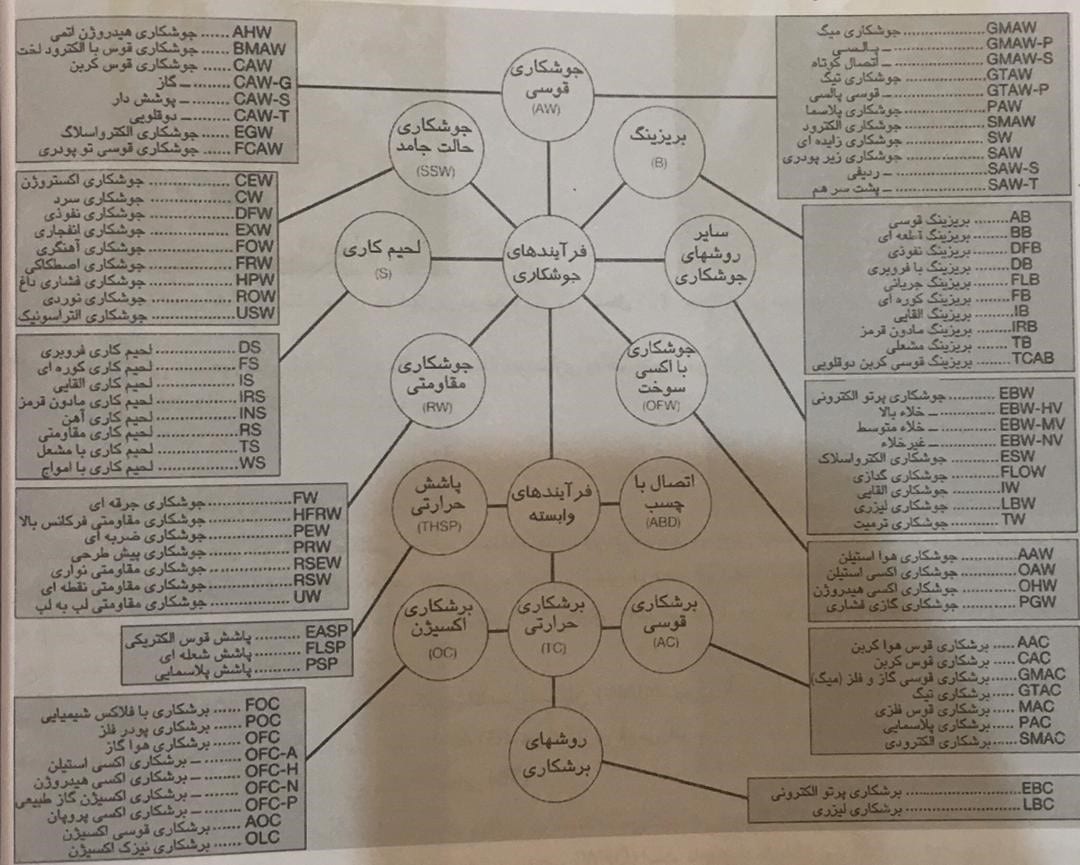
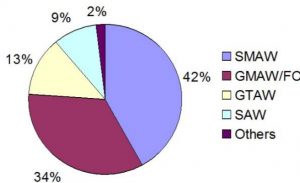
در تمام زمینهها کارگران ماهر و با تجربه از اطلاعات دیگری نیز استفاده میکنند که در جوشکاری نیز چنین است. برای مثال جوشکاری استیلن، یک بخش از گروه فرایندهای جوشکاری با اکسیژن و سوخت(OFW) است. نام های دیگر این روش عبارتند از: جوشکاری با گاز یا جوشکاری با مشعل. جوشکاری قوس الکترود روکش دار (SMAW) را اغلب جوشکاری با الکترود جوشکاری برق یا فقط جوشکاری می نامند. در عکس زیر میزان کاربرد هر یک از فرآیند های جوشکاری با قوس الکتریکی در صنعت را مشاهده می کنید.
جوشکاری با الکترود روکش دار (SMAW)
رایجترین روش اتصال فلزات است .با این روش جوشی با کیفیت بالا و بسیار یکنواخت را می توان با سرعت زیادی ایجاد کرد که با یک دستگاه جوشکاری مواد مختلف با ضخامت های متعددی را می توان جوشکاری نمود.
جوشکاری قوس تنگستن با گاز محافظ(GTAW)
روی هر گونه فلزی میتوان به کار برد. جوش آن بسیار تمیز و با کیفیت است و نیاز به تمیز کردن سطح آن نیست یا نیاز کمی به تمیزکاری دارد.
جوشکاری قوس فلزی با گاز محافظ(GMAW)
روش سریع و اقتصادی است. این روش برای جوشکاری ورق های نازک و ورقه های بسیار ضخیم استفاده میشود که سرعت بالای جوشکاری و عدم نیاز به تمیز کاری بعد از جوش ،باعث تمایز این روش شده است.
تجهیزات جوشکاری قوس الکترود توپودری(FCAW)
مانند تجهیزات جوشکاری قوس فلزی با گاز محافظ است. مزیت اصلی این روش استفاده از پودر در مغز سیم جوش است. در مواردی پودرها، گاز محافظ تولید کرده و نیازی به استفاده از گاز محافظ نمی باشد. استفاده از سیم جوش نازک تر و در مواردی عدم نیاز به محافظت با گاز محافظ خارجی، باعث استفاده روزافزون از این روش شده است .با آن که پس از اتمام جوشکاری باید سرباره را از سطح جوش تمیز کرد اما این روش مزایایی نیز دارد که عبارتند از: کیفیت بالا، تنوع، قابلیت تغییر و سرعت جوشکاری بالا.
انتخاب فرایندهای جوشکاری
انتخاب فرآیند اتصال جوشکاری در موارد خاص به عوامل متعددی بستگی دارد. قانون خاصی برای انتخاب فرآیند وجود ندارد. تعدادی از عواملی که در انتخاب روش جوشکاری باید مد نظر داشت عبارتند از:
- در دسترس بودن تجهیزات: نوع، ظرفیت و وضعیت تجهیزات جوشکاری.
- تکراری بودن کار: تعداد کل جوش ها چقدر است و چه تعدادی از آنها شبیه به هم هستند؟
- الزامات کیفی: آیا جوشکاری بر روی تزئینات داخلی، تعمیر تجهیزات یا اتصال خطوط لوله است؟
- موقعیت قطعه کار: آیا جوشکاری در سایت است یا در کارگاه؟
- موادی که به هم متصل می شوند: آیا قطعات از مواد استاندارد ساخته شدند یا از بعضی مواد غیراستاندارد هستند؟
- شکل ظاهری محصول تمام شده: آیا این قطعه فقط برای آزمودن یک ایده است یک سازه دائمی است؟
- اندازه قطعاتی که به هم متصل می شوند: آیا قطعات کوچک، بزرگ یا در اندازه های متفاوت هستند، قابلیت حرکت دارند یا اینکه باید در محل جوشکاری شود؟
- مدت زمان انجام کار :آیا یک کار عجله ای است و نیاز به تعمیر سریع دارد یا بعد و قبل از جوشکاری برای تمیز کاری فرصت هست؟
- مهارت تجربه کارگران: آیا جوشکاران توانایی انجام کار را دارند؟
- قیمت مواد: آیا محصول جوشکاری ارزش تجهیزات خاص یا زمان تمیزکاری را دارد؟
- الزامات خاص یا آیین نامه ها: اغلب انتخاب فرآیند های جوشکاری بر اساس نماینده دولتی، کدها یا استانداردها صورت می گیرد.
مهندس جوش و جوشکار نه تنها باید در مورد فرآیند های جوشکاری تصمیمگیری کنند بلکه روش اتصال جوشکاری را نیز باید انتخاب نمایند.
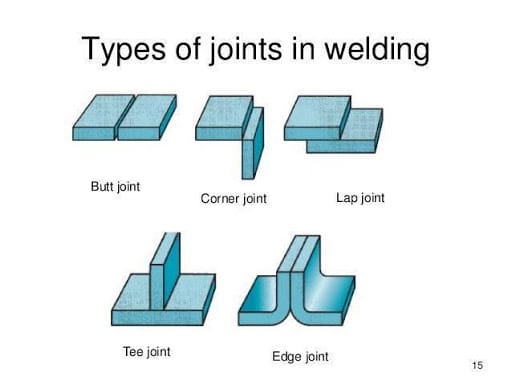
انواع اتصال جوشکاری
همان طور که قبلا گفته شد، به متصل کردن و یک دست کردن سطح کار به همدیگر با استفاده از حرارت، و با کمک الکترود و فشار و یا بدون آن ها جوشکاری می گویند و این کار توسط دستگاه جوشکاری انجام می شود. در جوشکاری به قطعه وصل شونده قطعه مبنا و برای وصل کردن این اتصال از الکترود یا فلز جوش استفاده می شود. در جوشکاری از جریان برق به عنوان یک منبع حرارتی برای جوش دادن قطعات به یکدیگر با کمک قوس الکتریکی استفاده می شود. به خالی شدن جریان زیاد، بین سطح کار یا قطعه مبنا و الکترود یا فلز جوش، که از بین ستونی از گازها به نام پلاسما انجام می شود قوس الکتریکی می گویند.
با اینکه در فرآیند جوشکاری مدل های مختلفی برای اتصال به وسیله دستگاه جوشکاری وجود دارد، اما اصلی ترین مدل ها و انواع اتصالات جوشکاری عبارت هستند از:
مدل اتصال جوشکاری لب به لب (butt joint)
برای وصل کردن انتهای ورق های صاف و مسطح که دارای قطرهای مساوی هستند از اتصال لب به لب استفاده می شود.
مدل اتصال جوشکاری سپری (tee joint)
در این مدل اتصال ورق ها را عمود بر هم و به شکل حرف T روی هم قرار می دهند و سپس آنها را جوش می زنند.
مدل اتصال جوشکاری پیشانی (edge joint)
برای نگه داشتن دو یا چند صفحه یا ورق در یک سطح، به طور معمول از اتصال پیشانی استفاده می شود. این اتصال کاربرد ساختاری ندارد.
مدل اتصال جوشکاری گونیا (corner joint)
از این مدل اتصالات جوشکاری در ساختن برش های جعبه ای که ظاهر مستطیلی دارند و به شکل ستون یا تیر ساخته می شوند، بکار می رود.
مدل اتصال جوشکاری پوششی (روی هم) (lap joint)
این اتصال به دلیل ساده بودن و نیاز نداشتن به صرف زمان زیاد (علی رغم اتصالات دیگر) و جابه جا شدن صفحه ها یا قطعه ها بر روی همدیگر برای مخفی کردن اشکالات و خطاهای سازه و سادگی در متصل کردن قطعات بدون آمادگی، یکی از رایج ترین نوع های اتصال است.
دسته بندی روش های جوشکاری
- دستی : برای راه اندازی و کار با کل فرآیند نیاز به جوشکار است.
- نیمه اتوماتیک: فلز پرکننده به صورت اتوماتیک افزوده میشود و سایر کارها توسط جوشکار انجام می شود.
- ماشینی: تمام کارها توسط دستگاه، زیر نظر و تصحیح یک جوشکار انجام می شود.
- اتوماتیک: جوشکاری به صورت تکراری و بدون دخالت مستقیم جوشکار توسط ماشینی که برنامهریزی شده انجام میشود.
- رباتیک: جوشکاری به صورت تکراری توسط ربات یا دستگاه دیگری انجام میشود این دستگاهها برای انجام کارهای مختلف به صورت قابل انعطافی برنامه ریزی شده اند.
انواع روش های جوشکاری به وسیله دستگاه جوشکاری
روش جوشکاری شیاری groove weld
جوشی که در بین لب های دو قطعه انجام می شود را جوش شیاری groove weld می گویند. از این روش جوش در جوشکاری اتصال لب به لب استفاده می شود.
روش جوشکاری انسدادی plug weld
برای پر کردن سوراخ ها و یا فرورفتگی های دایره ای شکل ایجاد شده در سطح قطعه، در حین کار، از جوش انسدادی plug weld استفاده می شود.
روش جوشکاری گلویی fillet weld
این نوع جوش در اتصالات جوشکاری قائم و مثلثی بکار می رود. از این روش جوش در اتصال های گونیا، سپری و پوششی استفاده می شود.
روش جوشکاری دکمه ای slot weld
برای پر کردن سوراخ ها و یا فرورفتگی های بیضی شکل ایجاد شده در سطح قطعه، در حین کار، از جوش دکمه ای slot weld استفاده می شود.
حالت های جوشکاری توسط دستگاه جوشکاری
به وضعیتی که در حین انجام جوشکاری، قطعه های کار دارند حالت و وضعیت جوشکاری گفته می شود.
حالت افقی Horizontal
در این حالت قطعه ای که جوشکاری می شود در حالت قائم قرار می گیرد و جوشکاری به شکل قائم افقی انجام می شود.
حالت تخت Flat
در این حالت قطعه های کار به صورت تخت قرار گرفته اند و از بالای سطح کار جوشکاری به شکل افقی انجام می شود.
حالت سقفی overhead
در این حالت قطعه های کار به شکل افقی قرار گرفته اند و جوشکاری از زیر سطح کار انجام می شود. به این صورت که حرکت مذاب حاصل از ذوب شدن الکترود به سمت بالا است. این حالت یکی از مشکل ترین حالت ها در جوشکاری می باشد.
حالت قائم Vertical
قطعه کار در این حالت به شکل عمودی قرار دارد و جوشکاری به شکل عمودی از بالای کار به سمت پایین انجام می شود.
بیشتر بخوانید: دستگاه جوش بدون الکترود
جوشکاری به وسیله دستگاه جوشکاری ترانسفورماتور
یکی از ساده ترین نوع دستگاه جوشکاری، ترانسفورماتورها می باشند. این دستگاه وظیفه دارد تا جریان متناوب (AC) با شدت پایین اما ولتاژ بالا را به جریان الکتریکی که دارای شدت بالای جریان اما ولتاژ پایین می باشد تبدیل کند. دستگاه جوشکاری ترانسفورماتور معمولا به برق شهری متصل می شود. ترانسفورماتورها دارای دو خروجی برای اتصال کابل های انبر می باشند که به وسیله آنها جریان مورد نیاز را به جوشکار می دهد.
دستگاه جوشکاری ترانسفورماتور بر پایه دو سیم پیچ، که به آنها سیم پیچ اولیه و سیم پیچ ثانویه گفته می شود، می باشد. سیم پیچ اولیه دارای تعداد دور کمتر می باشد اما سیم پیچ ثانویه دارای تعداد دور بیشتری است. لازم به ذکر است که دستگاه جوشکاری ترانسفورماتور مجهز به سیستم تنظیم آمپر است که برای الکترود های مختلف مناسب می باشد.



ارسال دیدگاه