 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
شناخت صحیح قطب مثبت و منفی دستگاه جوش اساس کار جوشکاری است: در دستگاه جوش دو ترمینال اصلی وجود دارد که یکی قطب مثبت (+) و دیگری قطب منفی (–) نامیده می شود.
قطب مثبت، ترمینالی است که معمولاً به انبر الکترود وصل می شود و جریان الکتریکی از آن به فلز منتقل می شود. این جریان باعث نفوذ عمیق تر جوش می شود و برای فلزات ضخیم و سخت بسیار مناسب است.
در مقابل، قطب منفی ترمینالی است که معمولاً به کابل اتصال زمین یا قطعه کار وصل می شود و جریان از فلز به دستگاه بازمی گردد.
این اتصال حرارت را روی سطح فلز کنترل کرده و از ذوب بیش از حد یا تغییر شکل جلوگیری می کند، بنابراین برای فلزات نازک یا حساس ایده آل است. لازم به ذکر است که در برخی شرایط خاص، مانند استفاده از فلزات نازک یا الکترودهای ویژه، ممکن است قطب ها معکوس شوند تا جوش یکنواخت و بدون آسیب ایجاد شود.
برای اینکه در همان نگاه اول بدانید چه چیزی به کدام قطب وصل می شود، جدول زیر می تواند راهنمای شما باشد:
| قطعه یا کابل | اتصال به کدام قطب |
دلیل و نکته |
| انبر الکترود | مثبت (+) | جریان از الکترود به قطعه کار می رود و نفوذ جوش بیشتر می شود |
| کابل اتصال زمین (قطعه کار) | منفی (–) | بازگشت جریان به دستگاه و جلوگیری از ذوب بیش از حد سطح فلز |
| الکترودهای مخصوص فلزات نازک | بسته به فلز | برای جلوگیری از سوراخ شدن یا اعوجاج سطحی ممکن است معکوس شود |
برای آشنایی بیشتر با قطب منفی و مثبت دستگاه جوش همراه ما باشید.
جریان AC و DC و تفاوت قطب مثبت و منفی دستگاه جوش برای آن ها

برای درک بهتر عملکرد دستگاه های مدرن، ابتدا باید بدانید که الکتریسیته چگونه حرکت می کند. در دنیای برق، جهت حرکت الکترون ها تعیین کننده نوع جریان است. برای شناخت دقیق مثبت منفی دستگاه جوش، درک تفاوت این دو جریان حیاتی است:
| نوع جریان | رفتار الکترون ها | پایداری قطب ها |
| جریان مستقیم (DC) | الکترون ها فقط در یک جهت ثابت حرکت می کنند. | قطب مثبت و منفی کاملاً ثابت و مشخص هستند. |
| جریان متناوب (AC) | جهت حرکت الکترون ها مدام عوض می شود (رفت و برگشتی). | جای قطب مثبت و منفی در هر ثانیه چندین بار عوض می شود. |
در دستگاه های اینورتری که خروجی DC دارند، شما با یک قطبیت ثابت روبرو هستید؛ یعنی وقتی کابل را به ترمینال مثبت می بندید، آن نقطه تا پایان کار مثبت باقی می ماند. این ثبات باعث می شود توزیع حرارت (جایی که ۷۰٪ گرما در قطب مثبت جمع می شود) قابل کنترل باشد.
اما در جریان AC (مانند ترانس های قدیمی)، چیزی به نام قطبیت ثابت وجود ندارد. در این حالت، مثبت منفی دستگاه جوش در هر ثانیه ۵۰ تا ۶۰ بار (فرکانس هرتز) با هم جابه جا می شوند. به زبان ساده، در جوشکاری AC، نیمی از زمان الکترود مثبت است و نیمی از زمان منفی؛ به همین دلیل در جدول های فنی جوشکاری، وقتی صحبت از قطبیت می شود، منظور اصلی همان “جهت و مسیر جریان برق” در لحظه برخورد با قطعه کار است.
بیشتر بخوانید: اصطلاحات جوشکاری
♦️ نکات کاربری کابل جوشکاری اتصال دستگاه جوش مثبت یا منفی
برای اینکه درک بهتری از مثبت منفی دستگاه جوش در پروژه های خود داشته باشید، این نکات کلیدی را مدنظر قرار دهید:
ثبات قوس در DC: اگر به دنبال پاشش کمتر و قوس پایدارتر هستید، جریان DC (مستقیم) انتخاب اول است. در این حالت، تعیین دقیق قطب مثبت و منفی، کیفیت نفوذ جوش را تضمین می کند.
رفع پدیده “وزش قوس” با AC: در قطعات ضخیم که خاصیت مغناطیسی پیدا کرده اند و قوس جوش منحرف می شود، استفاده از جریان AC (متناوب) راهگشا است؛ زیرا جابه جایی مداوم قطب ها مانع از انحراف قوس می شود.
جوشکاری آلومینیوم: در متدهایی مثل جوشکاری TIG، استفاده از جریان AC برای شکستن لایه اکسید سطحی آلومینیوم ضروری است، در حالی که برای فولاد معمولی، ثبات مثبت منفی دستگاه جوش در حالت DC حرف اول را می زند.
قطب مستقیم (DCEN) و معکوس (DCEP) چیست؟

در دستگاه های جوشکاری اینورتر، شما با دو نوع چیدمان برای اتصال کابل ها روبرو هستید. درک اینکه کابل جوشکاری اتصال دستگاه جوش مثبت به کجا وصل شود، تعیین کننده عمق نفوذ و پهنای گرده جوش شماست.
قطبیت مستقیم (DCEN -الکترود منفی)

در این حالت، انبر جوش به قطب منفی و کابل اتصال به قطب مثبت متصل می شود. از آنجا که در جریان مستقیم، حدود ۷۰٪ حرارت در قطب مثبت (قطعه کار) متمرکز می شود، این روش برای موارد زیر ایده آل است:
- جوشکاری قطعات ضخیم: برای نفوذ عمیق در فولادهای ضخیم.
- سرعت بالا: به دلیل ذوب سریع تر قطعه کار.
- الکترودهای خاص: زمانی که در جدول فنی ذکر شده الکترود منفی استفاده شود.
بیشتر بخوانید: آشنایی با پارامترهای جوشکاری
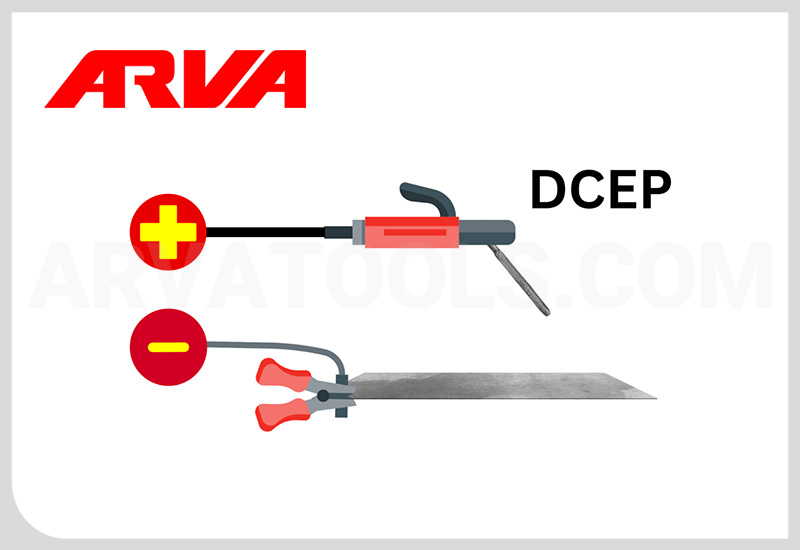
قطبیت معکوس (DCEP – الکترود مثبت)

در این چیدمان، سیم اتصال دستگاه جوش مثبت یا منفی بودن خود را تغییر می دهد؛ یعنی انبر جوش به قطب مثبت و کابل اتصال به قطب منفی وصل می شود. در این حالت ۷۰٪ گرما به الکترود منتقل می شود.
- جوشکاری ورق های نازک: برای جلوگیری از سوختن و سوراخ شدن ورق.
- جوشکاری عمودی و جوشکاری سربالا: به دلیل کنترل بهتر روی حوضچه مذاب.
- نفوذ کمتر، پهنای بیشتر: اگر به دنبال یک جوش سطحی و تمیز هستید، این حالت مناسب است.
♦️ نکته کاربردی برای شما: اگر در هنگام کار متوجه شدید که قطعه کار بیش از حد ذوب شده یا سوراخ می شود، احتمالاً اتصال دستگاه جوش مثبت یا منفی را جابه جا بسته اید. برای آشنایی بیشتر با استانداردهای کابل کشی، بررسی کدهای حک شده روی دستگاه های آروا برایتان مفید است.
|
نام حالت |
اتصال انبر (الکترود) | اتصال گیره (اتصال) |
کاربرد اصلی |
| مستقیم (DC-) | ترمینال منفی (-) | ترمینال مثبت (+) | نفوذ زیاد / قطعات ضخیم |
| معکوس (DC+) | ترمینال مثبت (+) | ترمینال منفی (-) | ورق نازک / پاشش کمتر |
بیشتر بخوانید: انواع وضعیت های جوشکاری
اتصال مثبت و منفی دستگاه جوش کدام است؟

تشخیص صحیح پلاریته برای یک جوشکار، چه آماتور و چه حرفه ای، گام اول ایمنی و کیفیت است. در دستگاه های آروا، چندین لایه برای شناسایی مثبت منفی دستگاه جوش وجود دارد.
تشخیص ظاهری و نشانه های بدنه
ساده ترین راه، نگاه به بدنه دستگاه است. در اکثر اینورترها، ترمینال ها با علامت های ریاضی مشخص شده اند:
علامت (+): ترمینال مثبت که معمولاً با رنگ قرمز یا بدنه پلاستیکی مشکی با درج علامت مثبت مشخص می شود.
علامت (-): ترمینال منفی که با رنگ مشکی شناخته می شود.
در دستگاه های باکیفیت، این علامت ها به صورت برجسته روی بدنه ریخته گری شده اند تا با از بین رفتن رنگ، هویت قطب گم نشود.
روش تخصصی: مولتی متر و بردخوانی
اگر علائم بدنه پاک شده باشند، یک متخصص از مولتی متر استفاده می کند. مولتی متر را روی رنج ولتاژ مستقیم (DC) قرار دهید:
پروب قرمز را به یک ترمینال و پروب مشکی را به دیگری بزنید.
اگر عدد ولتاژ بدون علامت منفی نمایش داده شد، ترمینالی که پروب قرمز به آن وصل است، قطب مثبت است.
در صورت مشاهده علامت منفی (-) روی نمایشگر مولتی متر، قطب ها برعکس هستند.
نکته فنی از نگاه بردخوانی: در خروجی برد اینورتر، قطب مثبت مستقیماً از کاتد دیودهای دوبل (Fast Recovery Rectifiers) و قطب منفی از شینه مشترک یا سلف خروجی گرفته می شود.
چگونه قطبیت دستگاه جوش را آزمایش کنیم؟

گاهی اوقات پیش می آید که نه شما به عنوان جوشکار تخصص کافی برای بردخوانی دارید و نه اینکه روی دستگاه جوش علامتی وجود دارد که بتوانید تشخیص دهید قطب مثبت و منفی دستگاه اینورتر جوشکاری کدام است. در این شرایط به نقل از سایت لینکلن الکتریک می توانید این کار را انجام دهید:
الف. تعیین قطبیت با استفاده از الکترود کربنی
۱. فلز پایه را تمیز کرده و در وضعیت تخت قرار دهید.
۲. نوک دو الکترود جوشکاری کربنی را با سنگ فرز به شکلی مشابه و با شیب ملایم (تقریباً ۵ تا ۷.۵ سانتی متر عقب تر از نوک قوس) تیز کنید.
۳. یکی از الکترودها را از نزدیکی قسمت مخروطی در انبر نگهدارنده بگیرید.
۴. آمپراژ را روی ۱۳۵ تا ۱۵۰ تنظیم کنید.
۵. دستگاه را روی یکی از قطبیت ها قرار دهید.
۶. قوس الکتریکی ایجاد کنید (از ماسک استفاده کنید) و برای مدت کوتاهی نگه دارید. طول قوس را از کوتاه به بلند تغییر دهید تا رفتار قوس را مشاهده کنید.
۷. رفتار قوس را بررسی کنید. اگر قطبیت منفی (مستقیم) باشد، قوس پایدار، یکنواخت، مخروطی شکل و حفظ آن آسان خواهد بود. اگر قطبیت مثبت (معکوس) باشد، حفظ قوس دشوار بوده و لایه ای سیاه از رسوب کربن روی سطح فلز پایه باقی می گذارد.
۸. قطبیت را تغییر دهید. با الکترود دیگر قوس ایجاد کرده و به همان مدت نگه دارید. رفتار قوس را دوباره مشاهده کنید.
۹. انتهای دو الکترود را بررسی و مقایسه کنید. الکترودی که در قطبیت منفی استفاده شده، به طور یکنواخت می سوزد و شکل خود را حفظ می کند. الکترودی که در قطبیت مثبت استفاده شده، به سرعت سوخته و کُند (پهن) می شود.
ب. تعیین قطبیت با الکترود فلزی (E6010)
۱. فلز پایه را تمیز کرده و در وضعیت تخت قرار دهید.
۲. آمپراژ را برای الکترود ۵/۳۲ اینچ روی ۱۳۰ تا ۱۴۵ تنظیم کنید.
۳. دستگاه را روی یکی از قطبیت ها قرار دهید.
۴. قوس ایجاد کنید. با حفظ طول قوس نرمال و زاویه استاندارد، یک خط جوش اجرا کنید.
۵. به صدای قوس گوش دهید. قطبیت صحیح با طول قوس و آمپراژ نرمال، صدای منظم «ترق وترق» ایجاد می کند. قطبیت اشتباه با تنظیمات مشابه، صدای نامنظم «ترق وترق» و «پاپ تک» (انفجار ریز) همراه با قوس ناپایدار ایجاد می کند.
۶. برای ویژگی های قوس و خط جوش در قطبیت صحیح و اشتباه، به موارد بالا مراجعه کنید.
۷. قطبیت را به حالت دیگر تغییر داده و خط جوش دیگری اجرا کنید.
۸. خط های جوش را تمیز و بررسی کنید. با قطبیت اشتباه (الکترود منفی)، بسیاری از ویژگی های بد خط جوش که در درس ۱.۶ نشان داده شده را مشاهده خواهید کرد.
۹. این کار را چندین بار تکرار کنید تا زمانی که بتوانید به سرعت قطبیت صحیح را تشخیص دهید.
نحوه اتصال مثبت و منفی دستگاه جوش

برای بستن صحیح، کابل را در جهت عقربه های ساعت درون کانکتور (مادگی) قرار داده و تا انتها بچرخانید. شل بودن این اتصال در هر کدام از حالات مثبت منفی دستگاه جوش، باعث افت ولتاژ شدید و ذوب شدن کانکتور می شود.
قطب ثابت و قطب متغیر در دستگاه های جوشکاری اینورتر
انتخاب نوع قطب در جوشکاری، یکی از عوامل کلیدی در تعیین کیفیت جوش، میزان نفوذ و همچنین مصرف انرژی است. دستگاه های جوشکاری اینورتر این امکان را فراهم می کنند که جوشکار بسته به نیاز و جنس فلز، از قطب ثابت یا متغیر استفاده کند.
قطب ثابت
در این حالت، جریان دستگاه روی یک قطب مشخص (مثبت یا منفی) ثابت می شود و تغییر نمی کند.
مزایا: پایداری بالا در قوس، مناسب برای جوشکاری های ساده و یکنواخت، کاهش احتمال خطا.
معایب: انعطاف پذیری کم در تطبیق با انواع فلزات و الکترودها.
قطب متغیر (اینورتر)
در این حالت دستگاه به صورت الکترونیکی امکان تغییر قطب یا تنظیمات جریان را فراهم می کند.
کاربردها: جوشکاری فلزات خاص، کنترل بهتر بر کیفیت و نفوذ جوش، استفاده در پروژه هایی که نیازمند دقت بالا هستند.
در مجموع:
- قطب متغیر قابلیت تنظیم دقیق تری در اختیار جوشکار می گذارد.
- با قطب متغیر کیفیت نهایی بالاتر و عیوب کمتر خواهد بود.
- دستگاه های با قطب متغیر معمولاً بهینه تر مصرف می کنند و بازده بیشتری دارند.
بیشتر بخوانید: کاربرد جوشکاری
قطب مثبت و منفی دستگاه جوش روی فلزات مختلف چه تأثیری دارد؟

برای انتخاب درست قطب مثبت و منفی دستگاه جوش لازم است بدانید که قطبیت در جوشکاری یکی از عوامل تعیین کننده کیفیت و استحکام جوش محسوب می شود.
انتخاب صحیح اتصال مثبت یا منفی در فرایند جوشکاری، به ویژه هنگام کار با فلزات متفاوت، می تواند مانع از بروز مشکلاتی نظیر ذوب ناخواسته سطح، نفوذ بیش از حد یا تشکیل جوش های ضعیف شود.
به زبان ساده تر، قطبیت دستگاه جوش تعیین می کند حرارت قوس چگونه روی قطعه کار توزیع شود و مستقیماً بر نفوذ جوش، یکنواختی و استحکام اتصال اثر می گذارد. در عمل، انتخاب اتصال مثبت و منفی به نوع فلز، ضخامت آن و الکترود مصرفی بستگی دارد.
اگر با فلزات نازک یا حساس به حرارت مانند ورق های فولادی نازک یا آلومینیوم کار می کنید، قطب منفی (–) به قطعه کار وصل شود و قطب مثبت (+) به الکترود؛ این کار حرارت را روی سطح کنترل می کند و از سوراخ شدن، ذوب بیش از حد یا اعوجاج فلز جلوگیری می کند.

برای فلزات ضخیم و مقاوم مانند فولاد، چدن یا استیل با ضخامت بالا، بهتر است قطب مثبت (+) به الکترود و قطب منفی (–) به قطعه کار متصل شود تا نفوذ عمیق تر و جوش مستحکم تر حاصل شود.
|
نوع فلز / ضخامت |
اتصال پیشنهادی |
دلیل کاربردی |
| ورق فولادی نازک، آلومینیوم سبک | قطب منفی به قطعه کار، مثبت به الکترود | کنترل حرارت، جلوگیری از سوراخ شدن و اعوجاج سطح |
| فولاد ضخیم، چدن، استیل مقاوم | مثبت به الکترود، منفی به قطعه کار | نفوذ عمیقتر، جوش مستحکم و یکنواخت |
| فلزات حساس یا الکترودهای ویژه | بسته به شرایط | معکوس ممکن، برای جوش یکنواخت و بدون آسیب حرارتی |
♦️ نکات کاربری مهم:
همیشه قبل از شروع، نوع فلز، ضخامت و الکترود مصرفی را بررسی کنید.
اگر تازه کار هستید، ابتدا روی یک نمونه مشابه تست انجام دهید تا اثر قطبیت را بسنجید.
در تغییرات قطبیت، دستگاه را خاموش کنید تا ایمنی حفظ شود.
برای فلزات نازک، قوس کوتاه و کنترل شده بهترین نتیجه را می دهد
چگونه الکترود مثبت یا منفی در جدول جوشکاری را به قطب مثبت و منفی اینورتر جوشکاری وصل کنیم؟
 در دنیای جوشکاری، انتخاب قطبیت مناسب تنها یک پیشنهاد نیست، بلکه یک الزام متالورژیکی است. عبارت مثبت منفی دستگاه جوش در جداول فنی به معنای تعیین دقیق محل تمرکز انرژی است. روکش (Flux) هر الکترود دارای ترکیبات شیمیایی خاصی است که تنها در یک جهت جریان خاص، یونیزه شده و قوس پایداری ایجاد می کند.
در دنیای جوشکاری، انتخاب قطبیت مناسب تنها یک پیشنهاد نیست، بلکه یک الزام متالورژیکی است. عبارت مثبت منفی دستگاه جوش در جداول فنی به معنای تعیین دقیق محل تمرکز انرژی است. روکش (Flux) هر الکترود دارای ترکیبات شیمیایی خاصی است که تنها در یک جهت جریان خاص، یونیزه شده و قوس پایداری ایجاد می کند.
الکترودهای مناسب برای قطب مثبت (DCEP)
الکترودهای قلیایی و سلولوزی برای عملکرد بهینه به حرارت بالای قطب مثبت نیاز دارند.
الکترود ۶۰۱۰: این الکترود سلولوزی برای نفوذ بسیار عمیق در پاس ریشه لوله ها طراحی شده است. حتماً باید به قطب مثبت وصل شود؛ در غیر این صورت قوس مدام قطع شده و نفوذ لازم ایجاد نمی شود.
الکترود ۷۰۱۸: به دلیل وجود پودر آهن در روکش الکترود 7018، برای ذوب صحیح و ایجاد خط جوشی یکنواخت و بدون تخلخل، اتصال انبر به قطب مثبت الزامی است.
دلیل انتخاب الکترود منفی (DCEN) در جداول فنی

گاهی در جداول استاندارد، عبارت “الکترود منفی در جدول” درج شده است. این انتخاب آگاهانه برای مدیریت حرارت ورودی به قطعه کار است:
ورق های خیلی نازک: از آنجا که در قطب مثبت حرارت بیشتری تولید می شود، با اتصال الکترود به قطب منفی، ۷۰٪ گرما را به سمت الکترود هدایت می کنیم تا از ذوب شدن ناگهانی و سوراخ شدن ورق (Burn-through) جلوگیری شود.
نکته در مورد الکترود ۶۰۱۳: این الکترود همه کاره در هر دو قطب عمل می کند، اما در کارهای ظریف و ورق های زیر ۲ میلی متر، اتصال آن به قطب منفی، پاشش را کاهش داده و ظاهر جوش را صاف تر می کند.
نکات کاربردی در تفسیر جدول جوشکاری
برای اینکه به عنوان یک متخصص عمل کنید، این جزئیات عملیاتی را هنگام تنظیم مثبت منفی دستگاه جوش مد نظر قرار دهید:
کنترل حوضچه مذاب: اگر در وضعیت بالاسری (Overhead) جوشکاری می کنید، استفاده از قطب مثبت (DCEP) به دلیل تمرکز حرارت روی الکترود، باعث می شود حوضچه مذاب سریع تر منجمد شده و از ریزش آن جلوگیری شود.
نکته فنی برای الکترودهای روتیلی: در صورتی که با چسبیدن مداوم الکترود مواجه هستید، ابتدا قطبیت را با جدول سازنده چک کنید؛ جابه جایی اشتباه کابل ها اولین عامل ناپایداری ولتاژ در نقطه اتصال است.
بررسی مشکلات: از داغ شدن کابل جوشکاری اتصال دستگاه جوش مثبت یا منفی تا اشتباه در پلاریته

در فرایند جوشکاری، نادیده گرفتن جزئیات فنی در اتصال مثبت منفی دستگاه جوش می تواند منجر به کاهش راندمان اپراتور و حتی آسیب به بردهای اصلی اینورتر شود. عیب یابی دستگاه جوش مستلزم شناخت رفتار جریان الکتریکی در نقاط اتصال است.
علت داغ شدن کابل و انبر جوش
داغ شدن غیرطبیعی کابل ها و انبر جوش صرفاً به دلیل آمپر بالا نیست؛ بلکه عمدتاً ناشی از “مقاومت الکتریکی” در مسیر جریان است.
اتصالات شل: اگر فیش های نری و مادگی یا محل اتصال کابل به انبر به خوبی محکم نشده باشند، سطح تماس کاهش یافته و مقاومت بالا می رود. این موضوع باعث تولید گرمای شدید در آن نقطه شده که می تواند عایق کابل را ذوب کند.
کابل های ضعیف و غیراستاندارد: استفاده از کابل های با قطر کم یا آلیاژهای بی کیفیت (مانند آلومینیوم با روکش مس) باعث می شود کابل در برابر جریان عبوری مثل یک مقاومت عمل کند.
نکته کاربردی: برای جلوگیری از افت ولتاژ، همیشه طول کابل را در کوتاه ترین حالت استاندارد نگه دارید. کابل های بسیار بلند (بیش از ۱۰ متر) مقاومت مسیر را افزایش داده و باعث داغ شدن بیش از حد دستگاه می شوند.
بیشتر بخوانید: وسایل مورد نیاز جوشکاری
تاثیر اشتباه در پلاریته بر قوس و پاشش جوش

یکی از شایع ترین دلایل نارضایتی جوشکاران از کیفیت کار، پاشش (Spatter) بیش از حد است که مستقیماً با تنظیم غلط مثبت منفی دستگاه جوش در ارتباط است.
انحراف یون ها: وقتی قطبیت برخلاف توصیه سازنده الکترود انتخاب شود، ستون قوس ناپایدار می شود. در این حالت، قطرات مذاب به جای انتقال آرام به حوضچه، به دلیل آشفتگی میدان مغناطیسی به بیرون پرتاب می شوند.
صدای ناهنجار و قوس بلند: در صورت اشتباه در پلاریته، قوس با صدای انفجارهای ریز همراه شده و تمایل دارد به جای تمرکز در مرکز، به دیواره های اتصال متمایل شود که باعث ایجاد تخلخل در جوش می گردد.
آیا اشتباه در بستن کابل ها به دستگاه آسیب می زند؟
از نظر فنی، جا به جا بستن کابل مثبت و منفی باعث سوختن مدارات داخلی دستگاه نمی شود؛ اما اثرات جانبی آن مخرب است:
فشار به دیودهای خروجی: قوس ناپایدار و قطع و وصل شدن های مکرر در اثر پلاریته غلط، باعث ایجاد نوسانات بازگشتی در مدار خروجی شده و طول عمر قطعات نیمه هادی را کاهش می دهد.
نکته کاربردی: اگر متوجه شدید که گیره اتصال (Earth Clamp) شما در حال ذوب شدن است، نشان دهنده این است که سطح تماس گیره با قطعه کار کم است یا فنر آن ضعیف شده؛ این موضوع مستقیماً بر ثبات مثبت منفی دستگاه جوش اثر می گذارد.
نکات ایمنی و کاربردی

رعایت ایمنی هنگام تنظیم قطبیت دستگاه جوش از اهمیت بالایی برخوردار است. استفاده نادرست از قطب مثبت و منفی دستگاه جوشمی تواند منجر به تولید حرارت بیش از حد، سوختگی سطح فلز، یا حتی آسیب به دستگاه و اپراتور شود.
- همواره نوع فلز و ضخامت آن باید در انتخاب قطبیت مدنظر قرار گیرد.
- در فلزات حساس مانند آلومینیوم یا ورق های نازک فولادی، اتصال منفی اولویت دارد.
- در جوشکاری سازه های سنگین و قطعات ضخیم فولادی، اتصال مثبت کارایی بیشتری خواهد داشت.
نکته: پیش از شروع عملیات جوشکاری، از سلامت کابل ها، اتصالات و عایق بندی مطمئن شوید و هنگام تغییر قطبیت، دستگاه جوشکاری را خاموش کنید تا خطر برق گرفتگی و آسیب به حداقل برسد.
کلام آروا:
آنچه خواندید شامل نکاتی بود تا تصویری روشن و قابل اتکا از قطب مثبت و منفی دستگاه جوش ارائه دهد تا بتوانید با انتخاب درست قطبیت، کیفیت جوش، ایمنی و بهره وری را به طور هم زمان ارتقا دهید.
اگر برای انتخاب قطب، تطبیق با الکترود/سیم خاص یا عیب یابی جوش به راهنمایی نیاز دارید، با کارشناسان آروا تماس بگیرید تا متناسب با پروژه و تجهیزات شما، تنظیمات بهینه پیشنهاد شود.
پرسش، تجربه میدانی یا چالش هایی که در تعیین قطب مثبت و منفی دستگاه جوش داشته اید را در بخش دیدگاه ها بنویسید. ما پاسخگو هستیم و در صورت نیاز، این راهنما را با توجه به بازخورد شما به روزرسانی می کنیم.
پاسخ کارشناسان آروا به سوالات شما
1- کابل قرمز مثبت است یا منفی؟
در استاندارد عمومی برق و دستگاه های جوش DC، کابل قرمز نشان دهنده قطب مثبت (+) است.
2- انبر اتصال به کدام قطب وصل می شود؟
بسته به نوع جوشکاری متفاوت است، اما در روش معمول (DCEN)، انبر اتصال به قطب مثبت وصل می شود. در برخی موارد برای نفوذ بیشتر جوش، جای آن تغییر می کند.
3- مثبت و منفی دستگاه جوش کدام است؟
روی بدنه دستگاه کنار خروجی کابل ها، علامت (+) برای مثبت و (-) برای منفی درج شده است. کابل انبر جوش و انبر اتصال به این دو خروجی متصل می شوند.
4- آیا برعکس بودن کابل انبر موجب خرابی دستگاه می شود؟
خیر، دستگاه خراب نمی شود؛ اما قطبیت تغییر می کند که باعث تغییر در کیفیت جوش، میزان پاشش جرقه و نحوه ذوب شدن الکترود می شود.
5- کابل انبر جوشکاری مثبت است یا منفی؟
متغیر است. در جوشکاری معمولی (الکترود دستی)، معمولاً انبر جوش به قطب منفی وصل می شود، اما بسته به نوع الکترود، می توان آن را به قطب مثبت نیز وصل کرد.
6- آیا در موتور جوش هم قطب مثبت و منفی داریم؟
بله، در دستگاه های جوش مدرن (اینورتر) و موتور جوش های خروجی DC، قطب مثبت و منفی وجود دارد که تعیین کننده جهت حرکت الکترون ها و کیفیت نهایی جوش است.
7- در دستگاه های اینورتر، آیا می توان قطب را حین کار تغییر داد؟
نه، تغییر قطب باید با خاموش بودن دستگاه و رعایت ایمنی انجام شود تا از آسیب به دستگاه و قطعه جلوگیری شود.



ارسال دیدگاه