 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
جوشکاری گاز یا جوشکاری اکسی گاز ، قدیمیترین فرآیند جوشکاری و برش است اما در دهه های اخیر، با توجه به پیدایش روش جوشکاری قوس الکتریکی، کمتر مورد توجه قرار میگیرد. طی فرآیند در این نوع جوشکاری، اکسیژن به عنوان ماده سوختنی برای جوش فلزات استفاده میشود؛ به همین دلیل این نوع جوشکاری، اکسی گازی یا جوشکاری گازی نام گذاری شده است.
جوشکاری با گاز در واقع فرآیندی برای جوش دادن انواع فلزات از جمله فولاد کربنی، فولادهای آلیاژی، چدن، آلومینیوم و منیزیم با استفاده از اکسیژن خالص و سوخت گاز است. در جوشکاری با سوخت اُکسی ، دو قطعه فلز را توسط مشعل ،در دمایی گرم می کنیم که حوضچه مذاب تولید کند .
اکسیژن و سوخت – استیلن – به نسبت درستی با هم مخلوط و تا دمای 3200 درجه سانتیگراد گرم می شوند. در فرآیند جوشکاری با سوخت اکسی، شعله را می توان در سه حالت خنثی، اکسید کننده و همچنین کربورسازی تنظیم کرد
کار برش فلزات را نیز با کمک ابزار جوشکاری اکسی میتوان انجام داد. در فرایند برش فلزات از سوخت اکسیژن و مخلوطی که شامل اکسیژن و سوخت یا گاز است؛ استفاده می شود . تقریباً مانند فرآیند جوشکاری، برش با سوخت اکسی نیز به یک مشعل نیاز دارد تا فلز را به اکسید فلزی بسوزاند و پوسته را به سرباره تبدیل کند. سرباره اصطلاحی برای نام گذاری محصول جانبی ایجاده شده در فرایند جوشکاری است؛ این فرآیند به دو منبع مجزا، اکسیژن و همچنین سوخت گاز نیاز دارد.
اصول فرآیند جوشکاری گازی
پیشتر گفتیم که جوشکاری اکسی استیلن که معمولاً به آن جوش گازی گفته می شود، فرآیندی متکی بر احتراق اکسیژن و استیلن است. هنگامی که اکسیژن و گاز استیلن در یک مشعل دستی یا لوله دمنده با هم به نسبت صحیح مخلوط می شوند، شعلهای نسبتا داغ با دمای حدود 3200 درجه سانتیگراد تولید میشود. این شعله منجر به ذوب حوضچه شده و در نهایت دو قطعه فلز را به هم جوش میدهد. عمل شیمیایی شعله اکسی استیلن را میتوان با تغییر نسبت حجم اکسیژن به استیلن تنظیم کرد.
سه تنظیم متمایز برای شعله وجود دارد:
شعله خنثی

شعله اکسید کننده

شعله کربور کننده

جوشکاری معمولاً با استفاده از تنظیم شعله خنثی انجام میشود که در این حالت نسبت اکسیژن و استیلن مساوی است این در حالی است که میزان جریان اکسیژن در شعله اکسید کننده بیشتر و میزان جریان استیلن در شعله کربنات کننده بیشتر است.
از آنجایی که فولاد در دمای بالاتر از 1500 درجه سانتیگراد ذوب می شود، تنها ترکیبی که حرارت کافی برای جوشکاری فولاد ایجاد می کند استفاده از مخلوط اکسیژن و استیلن است. از گازهای دیگرمانند پروپان، هیدروژن و گاز زغال سنگ برای اتصال فلزات غیر آهنی با نقطه ذوب پایین تر و برای لحیم کاری و لحیم کاری نقره استفاده می شود.
بیشتر بخوانید : انواع گاز جوشکاری
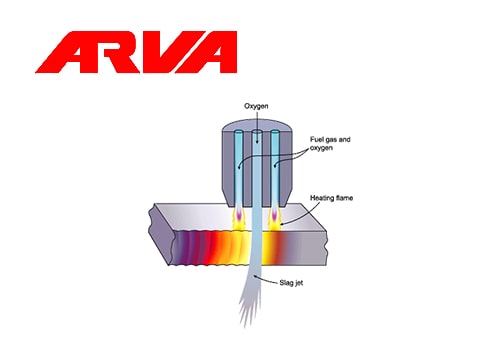
اصول فرآیند برش
فرآیند برش با دستگاه جوشکاری اکسی در شکل زیر نشان داده شده است. اساساً مخلوطی از اکسیژن و گاز، به عنوان سوخت برای گرم کردن فلز تا دمای “اشتعال” که برای فولاد 700-900 درجه سانتیگراد است، استفاده میشود. با این وجود دمای ایجاد شده همچنان بسیار پایین تر از نقطه ذوب فولاد است. سپس با فوران اکسیژن خالص به ناحیه از پیش گرم شده، یک واکنش شیمیایی گرمازا شدید بین اکسیژن و فلز برای تشکیل اکسید آهن یا سرباره اتفاق میافتد و درنهایت فوران اکسیژن، سرباره را از بین میبرد و به آن اجازه میدهد از مواد عبور کند و منجر به برش مواد شود.
چهار شرط اساسی برای برش اکسی سوخت وجود دارد :
- دمای اشتعال مواد باید کمتر از نقطه ذوب آنها باشد در غیر این صورت مواد قبل از برش ذوب میشوند و از بین میروند.
- نقطه ذوب اکسید باید کمتر از نقطه ذوب مواد اطراف باشد تا بتوان آن را به صورت مکانیکی توسط فوران اکسیژن دور کرد.
- برای حفظ دمای احتراق میزان واکنش اکسیداسیون بین اکسیژن و فلز باید کافی باشد.
- محصولات واکنش گازی باید در حداقل مقدار خود تولید شوند تا اکسیژن برش رقیق نشود.
تجهیزات لازم برای جوشکاری و برشکاری OFW
جوشکاری با گاز به تجهیزاتی از جمله مشعل ها، رگولاتورها، شیرها و شیلنگ های گاز نیاز دارد.که در ادامه موارد استفاده هر یک از تجهیزات، ذکر شده است:
بیشتر بخوانید : انواع ابزار جوشکاری
از مشعل ها برای جوشکاری ، برش، حرارت دادن و رسوب دادن فلزات استفاده میشود.
انواع مختلفی از مشعل ها وجود دارد، از جمله مشعل جوشکاری، مشعل برش، مشعل گل رز و مشعل انژکتوری.
مشعل جوشکاری

برای جوشکاری فلزات از سر مشعل جوشکاری استفاده میشود. برای شناسایی این مشعل ها باید به نوع مشعل که یک یا دو لولهای هستند یا وجود داشتن دو دستگیره سوپاپ در پایین دسته که برای تنظیم جریان اکسیژن و سوخت وجود دارد؛ توجه کرد
مشعل برش

برای برش مواد از سر مشعل برش استفاده می شود که شبیه به مشعل جوشکاری است و میتوان آن را با ماشه یا اهرم انفجار اکسیژن شناسایی کرد.
مشعل غنچه رز
مشعل غنچه رز یا مشعل گل رز برای گرم کردن فلزات ، خم کردن، صاف کردن و…در جایی که یک منطقه بزرگ نیاز به گرم کردن دارد استفاده میشود. به این دلیل که شعله در انتها شبیه غنچه گل رز است، این نام را برای آن انتخاب کردهاند. همچنین میتوان از مشعل جوشکاری برای گرم کردن مناطق کوچک مانند مهرهها و پیچهای زنگ زده استفاده کرد.
مشعل انژکتوری
مشعل انژکتوری در واقع یک مشعل معمولی با سوخت اکسی است، که مشعل فشار برابر نیز نامیده میشود و فقط دو گاز را با هم مخلوط میکند. در مشعل انژکتوری ، اکسیژن پرفشار از یک نازل کوچک داخل سر مشعل، خارج میشود که با استفاده از اثر Venturi ، گاز سوخت را به همراه خود میکشد.
رگلاتور – فشارسنج
از ریگلاتورها و فشارسنجها برای اطمینان از مطابقت فشار گاز مخازن با فشار شیلنگ استفاده میشود.

شیلنگ های جوشکاری گاز
برای شناسایی شیلنگهای گاز، آن ها را با رنگ های گوناگون می سازند که تقریبا در بیشتر نقاط جهان، شیلنگ اکسیژن به رنگ آبی و شیلنگ سوخت به رنگ قرمز است. کاربرد شیلنگها تنها هدایت گازها می باشد
شیرها در جوشکاری با گاز
شیرها در دو مکان ، یکی بین رگلاتور و شیلنگ و سپس بین شلنگ و مشعل نصب میشوند. هدف اصلی از نصب شیرها ، جلوگیری از شعله و انفجار است.
کاربرد جوشکاری گازی
از جوشکاری اکسی گاز، جوشکاری گازی یا جوشکاری OFW ، برای مغازه های خانگی کوچکتر ، آثار هنری فلزی و در شرایطی که دسترسی به برق وجود ندارد، استفاده میشود. علاوه بر این، برای جوشکاری لوله ها نیز استفاده می شود. همچنین، برش با سوخت اکسی هنوز به طور گسترده در صنایع سنگین و کارهای صنعتی سبک و تعمیراتی از جمله صنعت خودرو استفاده میشود.
اصولاً فرآیند جوشکاری و برش اکسی ،به دلیل توانایی آن در کاهش ضخامت فلزات بیشتر مورد استفاده قرار میگیرد. علاوه بر این، تجهیزات آن نیز ارزان هستند و به هر دو صورت، دستی و همچنین مکانیزه قابل استفاده است علاوه بر آن، برخی از گزینه های طراحی سوخت و نازل میتوانند سرعت برش و کیفیت برش را افزایش دهند.
موارد ایمنی در تنظیم مشعل اکسی استیلن
روشن و خاموش کردن و تنظیم یک مشعل اکسیژن-استیلن آسان است – به خصوص زمانی که از روش های مناسب پیروی کنید. که روش اصولی را طی سه مرحله برایتان توضیح داده ایم

نکات ایمنی قبل از روشن کردن مشعل :
- مطمئن شوید که پیچهای تنظیم فشار رگولاتورها در جای مناسب خود هستند.
- مطمئن شوید که دریچه های مشعل بسته هستند.
- از محفظه خروجی مشعل تا حد ممکن فاصله داشته باشید.
- دریچههای سیلندر اکسیژن و استیلن را جداگانه و به آرامی باز کنید.
- پیچهای تنظیم کننده p/a را با فشار نوک تنظیم کنید.
- دریچههای مشعل را به طور جداگانه باز و بسته کنید و تنظیمات فشار را روی رگولاتورها تنظیم کنید.
- اهرم برش را فشار داده و در صورت لزوم فشار را تنظیم کنید.
روشن کردن و تنظیم مشعل (با یک میکسر فشار مثبت/برابر):
- هر دو خط گاز اکسیژن و سوخت را به طور جداگانه تمیز کنید.
- شیر گاز سوخت را 1/2 دور باز کنید.
- شعله را با ضربه گیر روشن کنید.
- جریان گاز سوخت را تا جایی افزایش دهید تا شعله از انتهای نوک خارج شود و دودی به همراه آن وجود نداشته باشد.
- دریچه اکسیژن را باز کرده و روی شعله خنثی تنظیم کنید.
- اهرم اکسیژن را فشار دهید و تنظیمات لازم را انجام دهید.
خاموش کردن مشعل با یک میکسر فشار مثبت برابر :
- دریچه مشعل اکسیژن را ببندید.
- دریچه مشعل گاز سوخت را ببندید.
نکته : اگر مشعل/رگولاتور و گازها را برای مدتی استفاده کردید، مراحل زیر را دنبال کنید:
- دریچههای سیلندر گاز اکسیژن و سوخت را ببندید.
- خطوط گاز اکسیژن و سوخت را به طور جداگانه تمیز کنید.
- مطمئن شوید که همه گیج های تنظیم کننده بر روی عدد صفر هستند.
- پیچ های تنظیم فشار رگولاتور را به عقب برگردانید.
همچنین به هنگام کار، در صورت به وجود آمدن تخریب یا آسیب، حتما به سرپرست خود گزارش دهید.
به یاد داشته باشید که به هنگام کار با تجهیزات سوخت اکسی همیشه قوانین ایمنی اولیه ، از جمله استفاده از لباس، عینک و دستکش مناسب، را رعایت کنید.
سخن آخر
در این مقاله تمام نکات جوشکاری گازی را بیان کردیم تا سوالات و ابهامات شما در مورد جوشکاری گاز حل شود . توصیه می شود برای کسب اطلاعات بیشتر مقاله انواع جوشکاری را نیز به طور دقیق مطالعه کنید.همچنین درصورتی که قصد خرید انواع دستگاه جوشکاری یا ابزار مختلف را دارید می توانید با مشاوران ما در شرکت آروا تماس حاصل فرمایید و یا به نمایندگی های آروا در سراسر ایران مراجعه کنید.همچنین میتوانید سوالات خود را در زیر نیز مطرح کنید



ارسال دیدگاه