 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار اندازه گیری و دقیق
ابزار اندازه گیری و دقیق لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
در مفهوم کلی این کلمه می توان گفت اعوجاج به معنی ایجاد تغییرات در ظاهر و تاب برداشتن قطعه در زمان حرارت دیدن و جوشکاری است. در واقع اعوجاج یا پیچیدگی در جوشکاری یکی از مشکلات و عیب های آن است که سبب ایجاد اختلاف در ابعاد نهایی جوش زدن می شود. البته روش های زیادی برای مدیریت و پیشگیری از اعوجاج است که در ادامه با آن ها آشنا خواهیم شد.
برای کسب اطلاعات بیشتر در این زمینه تا انتهای این مقاله با آروا همراه باشید.
اعوجاج یا پیچیدگی در جوشکاری چیست؟
در زمان انجام جوشکاری ممکن است مشکلاتی پیش آید و قطعات مورد جوشکاری دچار تاب برداشتگی شوند که در اصطلاح به این تاب برداشتن اعوجاج یا پیچیدگی گفته میشود و به عنوان یکی از عیوب کار جوشکاری معرفی و شناخته شده است. در واقع زمانی که فرایند جوشکاری در حال انجام است؛ ممکن است که گرمایش و سرمایش پی در پی سیم فلز یا فلز پایه سبب تاب برداشتن قطعه شود.
مهم ترین مشکلاتی که در زمان اعوجاج پیش میآید این است که ابعاد جوش در انتهای کار خیلی ناهماهنگ هستند و به این ترتیب عملیات جوش زدن با مشکل روبرو می شود. پیچیدگی در جوشکاری یکی از عیوب جوش است که به غیر حرفه ای بودن فرد هیچ ارتباطی ندارد، چرا که گاهی ممکن است افراد با تجربه نیز در انجام جوشکاری یا جوش زدن دچار این تاب برداشتن قطعات شوند.
در واقع پیچیدگی قطعات یکی از شایع ترین اتفاقات در زمان جوش زدن می باشد. اعوجاج در زمان جوشکاری خیلی غیر عادی نیست و ممکن است برای هر کدام از اپراتورها این اتفاق بیفتد. اما اینکه این فرآیند چگونه رخ می دهد و چگونه می توان از آن جلوگیری کرد؛ یکی از سوال هایی است که در ادامه به آن پاسخ خواهیم داد.
نحوه ایجاد اعوجاج در زمان جوشکاری
میتوان گفت که ایجاد تقارن در دما در زمان جوشکاری سبب به وجود آمدن اعوجاج یا پیچیدگی خواهد شد. البته نمی توان تنها این دلیل را برای ایجاد اعوجاج عنوان کرد. ممکن است در زمان فرآیند جوشکاری عوامل زیادی بر روی تاب برداشتن قطعات تاثیر بگذارند.
به زبان ساده تر می توان گفت که ممکن است در زمان فرآیند جوشکاری، حرارت به وجود آمده سبب کاهش استحکام و افزایش دمای سطح جوش شود که در مقابل انبساط حرارتی و حرارت ویژه را افزایش می دهد و همین تغییرات دما در یک لحظه، منجر به ایجاد اعوجاج خواهد شد.
استفاده از دستگاه های مناسب جوشکاری می تواند نقش موثری در انجام بهترین جوش زدن ها باشد، اطلاعات کافی در رابطه با هریک از دستگاه های مناسب جوشکاری را می توانید با مراجعه به سایت آروا کسب نماید همچنین راهنمایی ها لازم را از کارشناسان این مجموعه دریافت نمایید.
دستگاه جوش آروا را مشاهده کنید.

چرا اعوجاج و پیچیدگی در جوشکاری بسیار شایع است؟
همانطور که عنوان شد تاب برداشتن قطعه مورد نظر برای جوشکاری در شرایط مختلفی رخ می دهد، پس لازم است کلیه اپراتور ها در زمان جوش زدن دقت خود را برای مدیریت و کنترل اتصالات جوشکاری افزایش دهند.
اعوجاج و پیچیدگی در جوشکاری ممکن است به دلیل ایجاد انبساط و انقباض جوش یا فلز پایه ایجاد شود. در واقع ممکن است در زمان جوشکاری انقباضات درونی سبب کمان کردن، خمش یا اعوجاج قطعه شود. البته این امر در کلیه فلزات امکان پذیر است و باید راه حل های مناسبی را در نظر گرفت.
چه عواملی در ایجاد اعوجاج یا پیچیدگی در جوشکاری تاثیر زیادی دارد؟
همانطور که پیشتر عنوان کردیم، این فرایند بر اثر گرمایش و سرمایش در حین جوشکاری اتفاق می افتد، البته گفتنی است که عوامل زیادی در ایجاد این رخداد تاثیر گذار هستند که مهم ترین آن ها می توان به موارد زیر اشاره کرد:
1. شاخص های جوشکاری
ممکن است در زمان انجام جوشکاری عواملی این فرایند را تحت تاثیر قرار دهند، ولتاژ و آمپر از مهم ترین ها هستند. همچنین چگونگی حرکت دادن نازل که بیانگر Heat Input است نیز در ایجاد اعوجاج بی تاثیر نیست. لازم است در حین جوشکاری تمامی پارامترهای جوشکاری عنوان شده بر اساس اصول و قواعد جوشکاری تنظیم شود؛ تا فرایند اعوجاج رخ ندهد.
2. شناخت فلز پایه
از دیگر عواملی که میتواند تاثیر زیادی در پیچیدگی های جوشکاری داشته باشد، خاصیت فلز پایه است. ضریب انتقال حرارت و ضریب انبساط حرارتی نیز از دیگر پارامترهایی است که سبب ایجاد این رخداد می شود.
به یک مثال ساده در رابطه با این پارامتر توجه داشته باشید، در صورت جوشکاری آلومینیوم به دلیل اینکه ضریب انبساط حرارتی آن به نسبت فولاد ساده کربنی بیشتر است؛ پس قاعدتاً بیشتر متوجه فرایند اعوجاج خواهد بود که این مشکلات اساسی در زمان جوشکاری آلومینیوم به حساب می آید.
3. فرم و ظاهر پخ
یکی از اصطلاحات مهم در جوشکاری شکل و نحوه پخ است که عدم انجام صحیح آن تاثیر زیادی در ایجاد اعوجاج خواهد داشت. این روش معمولا به صورت دستی انجام می شود و عمدتاً برای جوشکاری هایی که ضخامت آنها بیشتر از ۳ میلیمتر است از این روش استفاده میشود.
برای کاهش میزان اعوجاج در جوشکاری می توانید از روش پخش شدن دو طرفه استفاده نمایید. در این روش حرارت فلز پایه از دو طرف به یک اندازه است و احتمال تاب برداشتن به صفر می رسد.
4. اتصالات و نصب پیش از جوش زدن
از دیگر مهمترین پارامتر هایی که می تواند تاثیر زیادی در پیچیدگی و تاب برداشتن قطعات فلزی داشته باشد مونتاژ کردن آن ها است. دقت کنید که اتصالات باید بر اساس اصول جوشکاری باشد در غیر این صورت ممکن است سبب بروز اعوجاج شود. توجه کنید که در زمان مونتاژ کردن قطعات، درجه آزادی قطعات کار از عوامل تاثیرگذار در اعوجاج می باشد.
به چند روش می توان اعوجاج در جوشکاری را پیش بینی کرد؟
همانطور که عنوان شد؛ روش های زیادی در ایجاد رخداد اعوجاج تاثیرگذار هستند. به طور کلی در زمانی که جوشکاری انجام میشود ممکن است که افزایش انرژی، سرعت یا کاهش سرعت جوشکاری باعث ایجاد اعوجاج یا پیچیدگی شود. البته میتوان تا حد ممکن از بروز چنین اتفاقی جلوگیری کرد اما بیشتر از آن لازم است که با انواع روش های اعوجاج در جوشکاری آشنا شوید تا بتوانید بر اساس خاصیت هر یک از آن ها، راه حل هایی را پیش بینی کنید.
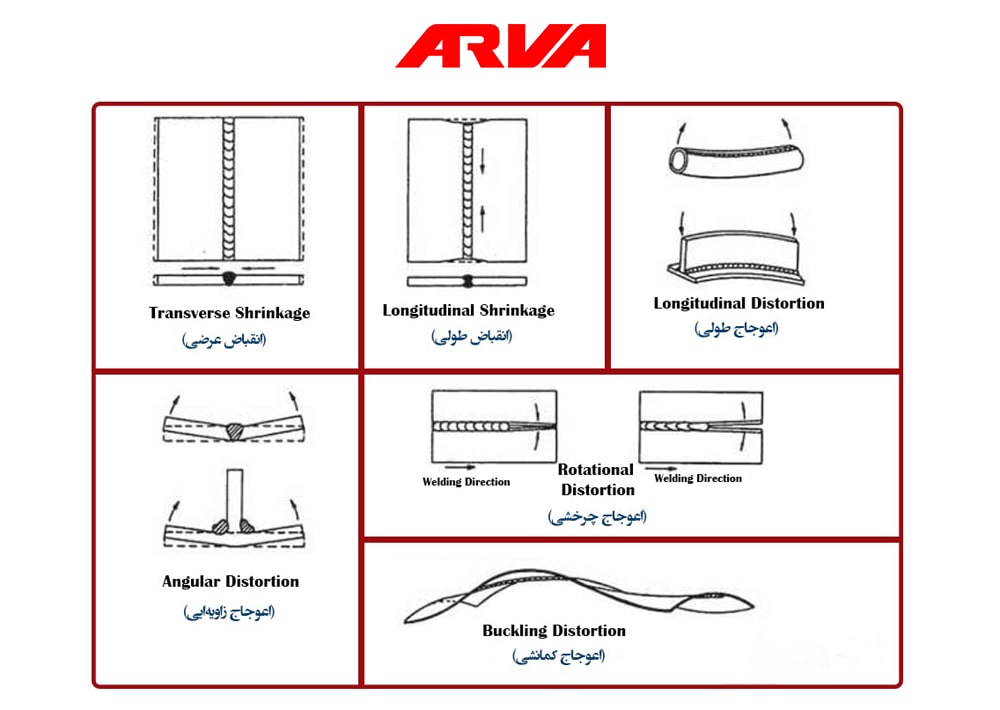
1. انقباض جوش
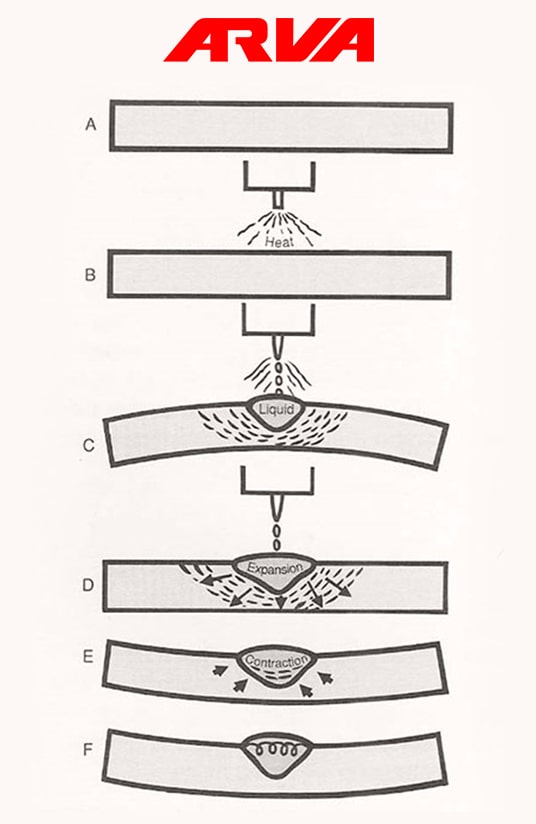
در زمان انجام جوشکاری ممکن است ابعاد قطعات از نظر طولی و عرضی با تغییرات فاحشی همراه باشد، به این نوع تغییرات، انقباض در جوشکاری گفته می شود که عمدتا در اتصالات لب به لب صورت می گیرد. در بیان کلی تر در زمانی که عملیات جوشکاری انجام می شود؛ حرارت از حوضچه مذاب به سمت بالا انتقال پیدا می کند و همزمان با انقباض فلز جوش، فلز پای نیز منبسط می شود.
انبساط قسمت بالای فلز جوش در برخورد با قسمت پایین و سردتر باعث محدود شدن جوشکاری میشود و به همین ترتیب صفحات به دو قسمت تقسیم خواهد شد و به صورت ناهماهنگ در کنار هم قرار می گیرند.
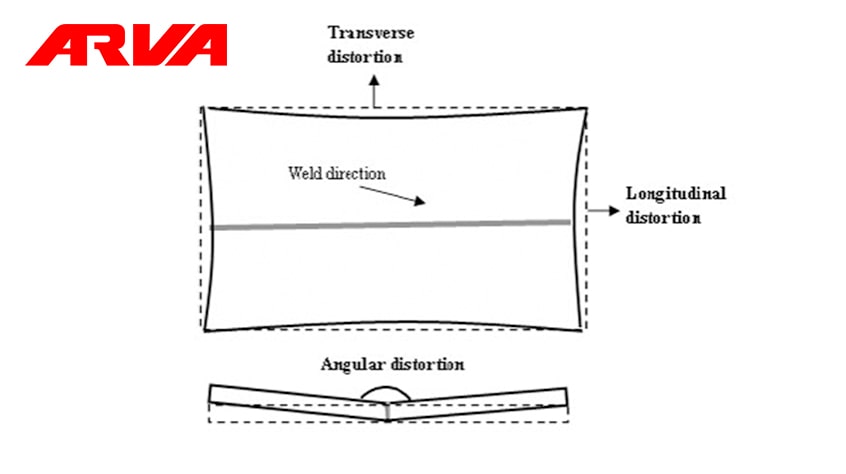
2. اعوجاج در طول صفحات
تغیرات طولی در زمانی اتفاق می افتد که اپراتور سعی دارد با تقویت صفحات، ضخامت کم آنها را جبران کند اما ممکن است مشکلاتی پیش آید که از مهم ترین آنها اعوجاج طولی است و سبب ایجاد تغییر شکل در سازه ها به صورت کمانشی است.
3. نوع زاویه ای
یکی دیگر از مشکلات جوشکاری، به اعوجاج زاویه مربوط معروف است که به واسطه آن جوش زدن دو ورق به صورت لب به لب انجام میشود. اما به دلیل وجود حرارت های زیاد ممکن است دچار پیچیدگی هایی شود که از مهم ترین اشکالات جوشکاری به حساب می آیند.
اعوجاج زاویه ای در شرایط خاص ایجاد میشود مثلاً در زمانی که دو ورقه به صورت لب به لب باید به هم جوش زده شود چنانچه از فرآیند پخ استفاده شود؛ پیچیدگی به حداقل میزان خود می رسد. البته لازم به ذکر است که بدانید در اتصالات دوطرفه بروز چنین رویدادی به نسبت اتصالات یک طرفه بسیار کمتر می باشد.
4. پیچیدگی چرخشی
این جوشکاری بسته به دو عامل اصلی یعنی حرارت ایجاد شده توسط دست و سرعت اپراتور برای جوش زدن بستگی دارد. برای اینکه بتوان از اعوجاج چرخشی جلوگیری کرد؛ میتوانید با استفاده از چند خال جوش اتصالات را به هم نگه دارید. البته لازم به ذکر است که این نوع پیشگیری تنها در زمانی امکان پذیر است که جوشکاری در حالت دستی صورت پذیرد و در حالت های اتوماتیک نمی توان از این روش استفاده کرد چرا که دارای هزینه های زیادتری است.
روش های پیشگیری و کنترل اعوجاج یا پیچیدگی در جوشکاری
پیچیدگی یکی از مشکلات و معایب در زمان جوشکاری است. برای پیشگیری از این رویداد می توان روش های مفید و کاربردی را مورد استفاده قرار داد تا میزان کمتری از اعوجاج را در جوشکاری شاهد باشیم. در ادامه تعداد محدودی از عوامل بازدارنده اعوجاج را با هم مرور می کنیم.
1. ترتیب و توالی
با توجه به تعاریف مربوط به جوشکاری و همانطور که عنوان شد علت اصلی اعوجاج انبساط و انقباض فلز پایه است. برای کاهش بازه حرارتی می توان از چند روش گوناگون استفاده کرد. از مهم ترین روش های پیشگیری از پیچدگی در جوشکاری می توان؛ استفاده از جوشکاری چند پاسه به جای تک پاسه را معرفی کرد.
در این روش میزان حرارتی که به فلز پایه وارد می شود تقریبا کمتر از حجم حرارت در روش تک پاسه است و می توان ترتیب و توالی را به خوبی اعمال کرد. پیشتر هم عنوان کردیم که اتصالات دو طرفه و جوشکاری دو طرفه میتواند باعث کاهش اعوجاج شود. همچنین در میانه جوشکاری با رعایت دمای بین پاسی می توان از انقباض فلز پایه جلوگیری کرد.
2. جیگ و فیکسچر
این روش نیز یکی دیگر از کاربردی ترین روش ها برای جلوگیری از اعوجاج و پیچیدگی در جوشکاری می باشد که به واسطه آن دو بست در کنار هم قرار می گیرند. معمولاً این روش، استفاده فراوانی در زمان جوشکاری بدنه های خودرو یا سازه های تریلی دارد.
استفاده از روش فوق می تواند دقت و ظرافت اپراتور را بالا ببرد؛ چرا که در این روش ورقه ها یا قطعات مورد جوش زدن در کنار هم به صورت محکم بسته شده و جوشکار میتواند به راحتی جوش زدن را انجام دهد. با استفاده از این روش قطعات به وسیله یک مهار کننده خارجی در کنار هم قرار میگیرند و اپراتور می تواند با استفاده از جوشکاری مقاومتی نقطه ای، اتصالات مورد نظر را ایجاد نماید.
3. طرح مناسب برای اتصالات جوشی
انتخاب مناسب یک طرح برای اتصالات جوشی می تواند تاثیر زیادی در کاهش اعوجاج داشته باشد. در صورتی که یک طرح مناسب را برای جوش زدن انتخاب کنید؛ می توانید از روش توالی و ترتیب برای جوشکاری استفاده کنید که با توجه به توضیحات بالا می تواند سبب کاهش حرارت در فلز پایه شود و میزان اعوجاج را کاهش دهد.
4. پروسه جوش زدن
طی کردن درست مراحل فرایند جوش زدن و جوشکاری تاثیر زیادی بر کاهش میزان اعوجاج یا پیچیدگی در جوشکاری خواهد داشت. چنانچه تمامی پارامترهای جوش زدن به درستی انجام شود؛ میتوان از انقباض و بازه حرارتی جلوگیری کرد. پارامترهای موجود شامل جریان، ولتاژ و سرعت جوشکاری است.
بیشتر بخوانید: شدت جریان در جوشکاری چه تاثیری دارد؟
5. کاهش حجم
توجه داشته باشید که از دیگر عواملی که میتواند منجر به کاهش اعوجاج شود کاهش حجم جوش است. دقت کنید که کاهش حجم نباید موجب کاهش استحکام اتصالات شود. البته بهتر است بدانید که هر چه میزان جوش افزایش پیدا کند؛ نمی توان آن را دلیل استحکام بیشتر عنوان کرد بلکه تنها هزینه جوش زدن افزایش پیدا می کند.
6. پیش گرم
یکی از روش هایی که سبب کاهش اعوجاج و پیچیدگی در جوشکاری می شود کاهش حرارت ورودی برای جلوگیری از انبساط و انقباض است. چنانچه از این روش به صورت توالی استفاده شود بدون شک منجر به افزایش میزان سرد شدن فلز پایه خواهد شد که در نتیجه آن میزان سطح تنش های پسماند افزایش پیدا میکند.
یکی از روشهایی که سبب جلوگیری از فرآیند مذکور خواهد شد، پیش گرم کردن فلزات است. البته توجه داشته باشید که پیش گرم کردن باید به آرامی صورت پذیرد و اتصالات را به یک اندازه ساپورت و پشتیبانی کند تا منجر به ثابت بودن دما و حرارت پایه فلز شود و از انبساط و انقباض بی اندازه جلوگیری کند. برای موثر بودن این روش می توانید از فرآیند و پروسه پس گرم کردن نیز استفاده کنید.
7. حرارت پس از جوش
از دیگر روش های پیشگیری از پیچیدگی های جوش زدن می توان به عملیات حرارتی پس از جوش اشاره کرد. یک راه بسیار کاربردی که میزان سطح تنش های پسماند را به صورت چشمگیری کاهش می دهد. در این روش کلیه تنش های حبس شده به صورت یکجا آزاد خواهد شد و سبب پایداری بیشتر اتصالات می شود.
8. مکانیک پس از جوش
درست است که حرارت پس از جوش می تواند تنش های مبحوس را آزاد کند؛ اما در برخی از موارد نمی توان از این روش برای برخی قطعات استفاده کرد؛ چرا که منجر به ایجاد خطراتی خواهد شد. برای کاهش پیچیدگی در جوشکاری می توان از عملیات مکانیکی پس از جوش زدن استفاده کرد که در روند آن با استفاده از چکش کاری قطعات میتوان تنش های ایجاد شده یا فشارهای موجود بر روی اتصالات را خارج کرد.
9. تکنیک های خاص
علاوه بر موارد فوق برخی تکنیک های دیگر هستند که منجر به کاهش نرخ اعوجاج یا پیچیدگی در جوشکاری می شود که بر اساس آن دو ورقه ای که در کنار هم قرار می گیرند؛ سطح آن تقسیم بندی شده و خال جوش هایی بر روی قسمت های تقسیم بندی شده زده می شود تا دو ورقه به هم متصل شوند و سپس به صورت متوالی کل دو ورقه بهم متصل می شوند.
تمام روش های عنوان شده می تواند تاثیر زیادی در کاهش میزان نرخ اعوجاج و پیچیدگی در جوشکاری داشته باشد اما انتخاب هر یک بسته به شرایط موجود تفاوت دارد.
جمع بندی
جوشکاری یکی از مشاغل سخت و البته مهم به حساب می آید که نیاز به دقت و ظرافت کاری بالایی دارد. مهم نیست که چقدر در این زمینه حرفه ای هستید، معایب جوشکاری ممکن است در همه حال اتفاق بیفتد.
اعوجاج و پیچیدگی در جوشکاری یکی از عیوب کار است که براساس انقباض و انبساط در حین جوش زدن در فلز پایه پیش می آید که منجر به ایجاد خرابکاری می شود. البته برای پیش گیری از این رویداد روش های زیادی وجود دارد که به بیان آن ها پرداختیم. برای کسب اطلاعات بیشتر می توانید به وب سایت آروا مراجعه کرده و با کارشناسان مربوطه در تماس باشید.



ارسال دیدگاه