 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
در کارهای صنعتی، تعداد سازههایی که به صورت یکپارچه ساخته شده باشند خیلی کم است و معمولا بیشتر آنها از چندین جزء تشکیل شدهاند که با شکلهای مختلف به هم متصل میشوند. امروزه یکی از اتصالات دائمی، صنعت جوشکاری است که در پیشرفت علم و تکنولوژی کاربرد فراوانی دارد. برای انجام جوشکاری نیاز هست که وضعیت جوشکاری مناسب را انتخاب کرد.
یک اپراتور جوشکاری به طور کلی به جهت اتصال قطعات در هنگام جوشکاری باید در وضعیتهای مختلفی قرار بگیرد تا بتواند یک جوشکاری با کیفیت را ارائه دهد. به همین دلیل برای رسیدن به یک جوشکاری با کیفیت، باید حالتهای مختلف و اصول خاص در وضعیت جوشکاری را انجام دهد.
تعریف جوشکاری
یکی از چندین راه اتصال دائمی مواد در سازههای مهندسی مانند انواع فلزات و مواد به یکدیگر را جوشکاری میگویند. این امر به طور متداول با ایجاد حرارت بالا و ذوب کردن مواد و سپس سرد شدن آن برای به وجود آمدن اتصال مواد به یکدیگر انجام میشود.

در روند جوشکاری به غیر از ذوب فلز مبنا، اصولا از یک ماده به عنوان پرکننده نقطه اتصال استفاده میشود تا توسط آن یک گودال از مواد ذوبشده تولید شود که بعد از خنک شدن و اتصال ایجاد کردن از فلز یا ماده پایه نیز محکمتر باشد. گاهی اوقات امکان دارد که در کنار گرما از فشار هم استفاده شود یا اینکه به تنهایی برای تولید جوش از فشار استفاده کنند.
بیشتر بخوانید: اتصالات جوشکاری
لازم است بدانید از یک نوع ماده حفاظتکننده در برابر اکسید شدن و یا آلودگی فلزات پرکننده و فلز مبنا که ذوب شده است استفاده میکنند. به جهت تولید حرارت مورد نیاز برای جوشکاری از منابع انرژی مختلفی استفاده میشود مانند: شعله گاز، لیزر، قوس الکتریکی، پرتوی الکترون، امواج مافوق صوت و… . جوشکاری معمولا در محیطهای صنعتی گوناگون و در حالتها و وضعیت های مختلف انجام میشود.
انواع جوشکاری در صنعت
به طور کلی ۵ نوع روش در جوشکاری داریم که در صنعت از آنها استفاده میشود:
- جوشکاری قوس الکتریکی
- جوشکاری با گاز اکسیژن
- جوشکاری مقاومتی
- جوشکاری فلزات رنگین
- جوشکاری زیر آب
وضعیت جوشکاری چیست؟
به هنگام جوشکاری کردن قطعات و ابزارهای صنعتی، با در نظر گرفتن ابعاد قطعات و چگونگی نوع اجرای جوشکاری، وضعیتهای مختلف فیزیکی ایجاد میشود که همین شرایط باعث به وجود آمدن، حالتهای جوشکاری است.
وضعیت جوشکاری یکی از مهمترین پارامترهای جوشکاری است. بنابراین برای اینکه بتوانید در انواع حالتهای جوشکاری کار کنید؛ آشنایی با راهکارها، مسائل و ویژگیهای آن لازم و ضروری است. باید اپراتور جوشکار تمامی راهکارها و تدابیر لازم برای انجام یک جوشکاری باکیفیت را انجام دهد.
یک اپراتور جوشکار که به صورت حرفهای کار میکند، در حیطه کاری خود باید همه راهها، روشهای جوشکاری، وضعیت جوشکاری و حالتهای گوناگون جوشکاری را بداند و به بهترین شکل انجام دهد. هر کدام از این حالتها دارای نامهای خاصی میباشند و هر کدام از آنها نیاز به مهارتهای خاص خود را دارند.
بر مبنای موقعیت قرار گرفتن محل جوش نسبت به اپراتور جوشکار، انواع وضعیت جوشکاری به وجود میآید. که به آنها حالتهای جوشکاری میگویند. ما در اینجا قصد داریم حالتهای مختلف جوشکاری و انواع آنها را برای شما توضیح دهیم.
انواع وضعیت و حالتهای جوشکاری
دراصل نوع قرارگیری خط جوش و قطعه را وضعیت و حالت جوشکاری مشخص میکند که یک عامل مهم و مشخصکننده در انتخاب نوع فرآیند جوشکاری و اهداف آن است و همچنین نوع انجام آن عملکرد را مشخص میکند.
وضعیت جوشکاری به نسبت کار روی سطح صاف یا جوشکاری صفحهای، لوله ای، جوشکاری نبشی و جوشکاری نبشی لوله ای متغیر است و نیاز به اپراتور جوشکاری خاص خود دارد. در ادامه این 4 حالت را بررسی میکنیم و انواع هر کدام را بیان میکنیم.
1. انواع حالت جوشکاری صفحه ای
-
حالت زیردستی یا تخت:
یکی از وضعیتهای مهم جوشکاری همین حالت تخت است و در حالت عادی، جوشکاری در همین پوزیشن انجام میشود. به دلیل اینکه در این حالت مواد ذوب شده توسط جوش، به خاطر نیروی جاذبه زمین به سهولت روی قطعه کار پهن میشود جوشکاری در این حالت به آسانی انجام میپذیرد.
در این وضعیت جوشکاری، طراحی قید و فیکسچرها به صورتی است که قطعات را در این وضعیت میتوان اجرا کرد و جوش داد. در این حالت، تکههای سازه در زیر دست قرار دارد و الکترود به صورت عمود، بالای سازه قرار میگیرد و در این حالت جوشکاری انجام میشود.به همین دلیل تهیه وسایل و تجهیزات و همچنین سرهم کردن آنها برای اپراتور جوشکار خیلی راحتتر است. نام دیگر این نوع حالت جوشکاری Flat است.
-
حالت افقی:
در این حالت، قطعات یک سازه در وضعیت افقی قرار گرفته و الکترود به حالت عمود بر آنها واقع شده است و کار جوشکاری انجام میشود. این نوع از جوشکاری که در این حالت انجام میشود نسبت به حالت تخت مقداری دشوارتر است.
مواد مذاب به دلیل خاصیت جاذبه زمین به سمت پایین خط جوش حرکت میکنند. در این مواقع لازم است جوشکاری با سرعت بالایی انجام شود یا اینکه شدت جریان جوشکاری را کاهش دهید. نام دیگر این حالت، Horizontal است.
بیشتر بخوانید: تاثیر شدت جریان در جوشکاری
-
حالت عمودی:
در این حالت، جهت وضعیت جوشکاری به حالت عمود انجام میگیرد و خط جوش از بالا به پایین و یا از پایین به بالا ایجاد میشود. البته به طور معمول سعی میکنند که جوش را از پایین به بالا انجام دهند تا بتوانند مهرههای جوش را روی یکدیگر قرار دهند. به علت نوع وضعیت جوشکاری به این وضعیت Vertical نیز گفته میشود.
-
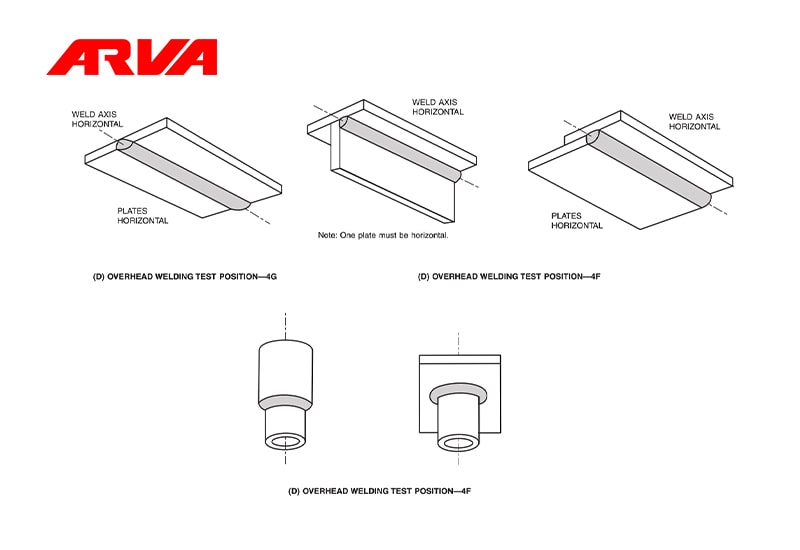
جوشکاری بالای سر:
جوشکاری در این حالت به صورت بالای سر انجام میشود و از سختترین وضعیتهای جوشکاری به شمار میرود. در این حالت، مواد ذوب شده به دلیل خاصیت نیروی جاذبه زمین، به سمت پایین ریخته میشود و اپراتور جوشکار، باید خیلی مهارت داشته باشد تا بتواند با کیفیت مناسبی، جوشکاری را انجام دهد.
در این وضعیت، نسبت به وضعیتهای دیگر، میزان شدت جریان باید کم باشد تا از ریختن مواد مذاب جلوگیری شود. همچنین در این روش از الکترودهای مخصوص استفاده میشود. جوشکار باید برای در امان ماندن از جرقه و تکههای مواد مذاب، با دقت موارد ایمنی را رعایت کند. برای جوشکار استفاده از ماسک جوشکاری و لباس مناسب، الزامی است. نام دیگر این وضعیت جوشکاری Overhead است.
مناسب ترین حالت جوشکاری
مناسبترین و راحتترین حالت برای جوشکاری، حالت جوشکاری تخت است. در حالت جوشکاری تخت فلز مبنا به صورت تخت است و الکترود جوشکاری به حالت افقی حرکت میکند. ولی حالتهایی وجود دارد که اپراتور جوشکاری به راحتی نمیتواند عملیات جوشکاری را انجام دهد و برای اینکه کار جوشکاری به درستی انجام شود اپراتور به مهارت زیادی احتیاج دارد که در این حالت میگویند جوشکاری بد تراز است. به عنوان مثال حالتهای افقی، عمودی و بالا سری از این نوع هستند.
بیشتر بخوانید: مهندسی جوش چیست؟
2. انواع حالت جوشکاری لوله ای
-
وضعیت افقی:
در این وضعیت جوشکاری، لوله هم میتواند ثابت باشد و هم به حالت چرخش باشد و جوشکاری به صورت افقی انجام میشود. به عنوان مثال برای جوشکاری لولههای فولادی که در انتقال گاز از آنها استفاده میکنند از این وضعیت جوشکاری استفاده میشود.
در این حالت جوشکاری، لولههای انتقال گاز الکترود، ثابت هستند و لولههای فولادی انتقال گاز به حالت چرخش به دور محور خود میباشند.
-
وضعیت تخت:
این حالت درست مثل حالت تخت در جوشکاری صفحهای است با این فرق که اپراتور از بالا به لوله تسلط دارد ولوله حالت دورانی دارد.
-
وضعیت عمودی:
در حالت جوشکاری به شکل عمودی، محور جوشها بیشتر اوقات عمودی است. در موقع جوشکاری لوله در حالت عمودی، محور لولهها به شکل عمودی میباشد. اپراتور جوشکار در یک حالت افقی جوشکاری میکند و بسته به نوع پروژه، ممکن است لوله بچرخد یا اینکه ثابت باشد.
-
وضعیت بالاسری:
در وضعیت جوشکاری در حالت بالاسری، اپراتور از پایین اتصالات را جوشکاری میکند و نقطه جوشکاری در بالای سر اپراتور قرار دارد.
-
وضعیت دوار:
در این حالت جوشکاری، لوله مانند وضعیت تخت قراردارد ولی با این فرق که در این حالت لوله ثابت است و اپراتور جوشکار به دور آن میچرخد. این حالت تلفیقی از وضعیتهای تخت، عمودی و بالاسری است.
-
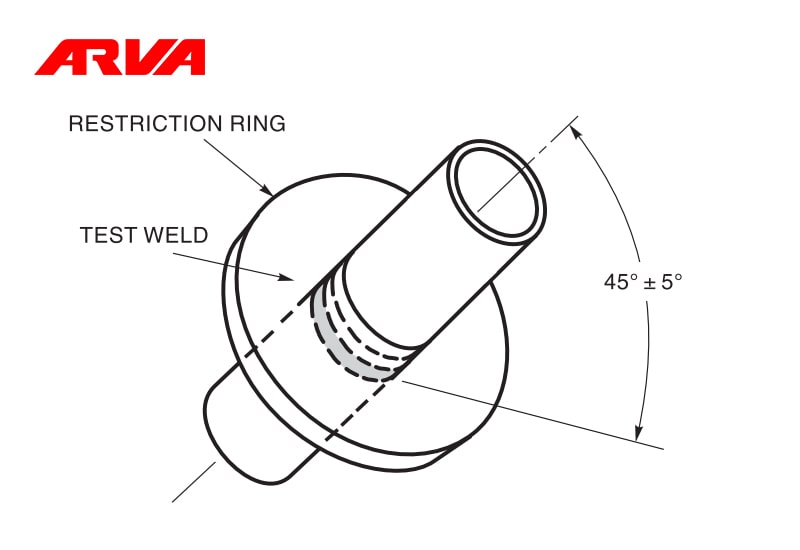
وضعیت زاویه ۴۵ درجه:
در این حالت، محور لوله با افق زاویه 45 درجه تشکیل میدهد و به همین علت این حالت از جوشکاری بسیار دشوار است. معمولا جوشکارهایی که این نوع از جوشکاری را میتوانند انجام دهند حالتهای دیگر جوشکاری برای آنها کاری ندارد و به راحتی جوشکاریهای دیگر را انجام میدهند.
3. انواع حالت جوشکاری نبشی
-
وضعیت افقی در جوشکاری نبشی
یکی از وضعیتهای جوشکاری است، که اگر موقعیت جوشکار به شکل گوشهای باشد به این نام خوانده میشود، به عنوان مثال جوشکاریهایی که پایین ستونها و دیوارها انجام میگیرد.
-
حالت تخت در جوشکاری نبشی
وقتی دو ورق به حالت عمود بر هم قرار بگیرند و آماده جوشکاری باشند از حالت تخت جوشکاری نبشی استفاده میشود. ولی باید بدانید که برای استفاده از این حالت جوشکاری باید ورقها با افق زاویه 45 درجه ساخته باشند، به حالتی که الکترود عمود بر ناحیه جوش واقع شود.
-
وضعیت عمودی بر جوشکاری نبشی
یکی از وضعیتهای جوشکاری در حالت نبشی به گونهای است که جوشکاری به حالت عمودی اتفاق میافتد.
-
حالت بالا سر در جوشکاری نبشی:
در این حالت از وضعیت جوشکاری به صورت جوشکاری در وضعیتهای بالاسری و تخت انجام میشود.

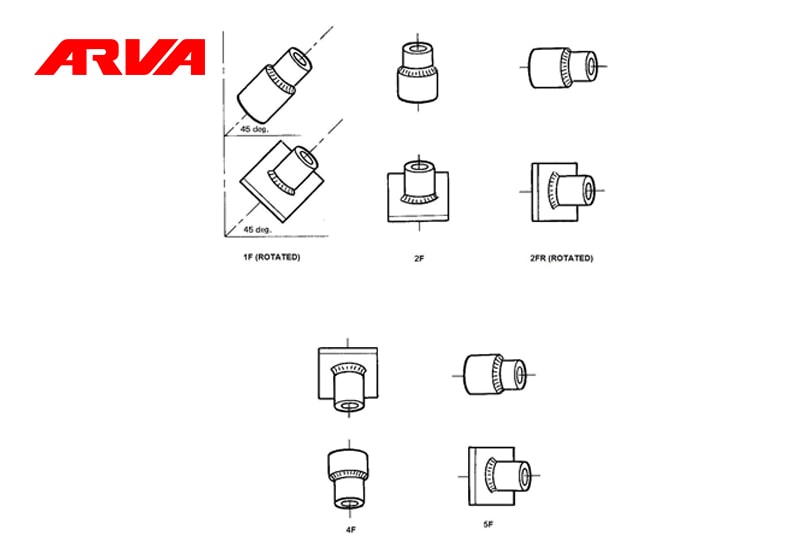
4. انواع حالت جوشکاری نبشی بر روی لوله
-
وضعیت تخت در جوش نبشی روی لوله
پوزیشن لوله در این حالت به طور ۴۵ درجه قرار گرفته و به حالت دورانی حرکت میکند. به این ترتیب اپراتور جوشکار از قسمت بالا به نقطه جوشکاری تسلط دارد.
-
وضعیت افقی در جوش نبشی روی لوله
در این نوع از جوشکاری اگر وضعیت نقطه جوش به شکل گوشهای باشد از وضعیت افقی استفاده میشود و این حالت جوشکاری کاملاً شبیه به جوشکاری در حالت افقی در نبشی روی ورق است.
-
وضعیت جوشکاری بالاسری در جوش نبشی روی لوله
این حالت جوشکاری برای زمانی است که نقطه جوشکاری در بالای سر جوشکار قرار دارد که همان وضعیت بالاسری است که اگر لوله حالت ثابت یا چرخان داشته باشد در پوزیشن اپراتور جوشکار فرقی ایجاد نمی کند.
-
حالت جوشکاری میکس در جوش نبشی روی لوله
در بعضی از پروژههای جوشکاری برای ساخت یک یا چند سازه لازم است که از انواع وضعیت جوشکاری استفاده شود که در این حالت به آن جوشکاری میکس میگویند.
بیشتر بخوانید: جوش آرگون چیست؟
نکات ایمنی در جوشکاری
جوشکاری جزو مشاغل خطرناک محسوب میشود به دلیل اینکه ممکن است اپراتور جوشکار در معرض انواع آسیبهای چشمی، سوختگی و استنشاق گازهای سمی قرار گیرد. به همین دلیل باید تمامی نکات ایمنی در جوشکاری را رعایت کند. احتیاط کردن شرط اول کار کردن است.
با رعایت موارد زیر میتوان جوشکاری ایمنی داشت:
- استفاده از عینک ایمنی برای جوشکاری
- استفاده از لباس کار و پیشبند مخصوص برای جوشکاری
- برای انجام دادن جوشکاریهای کوتاهمدت باید از نقابهای دستی و برای جوشکاریهای بزرگ باید از نقابهای ثابت که بر روی سر ثابت میمانند استفاده کرد.
- درهنگامی که جوشکار کار را متوقف میکند باید با زدن کلید اصلی دستگاه، مدار را قطع نماید.
جمع بندی
در این مقاله به صورت کامل وضعیت جوشکاری و انواع حالت های جوشکاری را برایتان بیان کردیم. امید داریم این مطلب برای شما کاربران عزیز مفید و سودمند باشد و به اطلاعات با ارزشی رسیده باشید. فراموش نکنید برای انجام جوشکاری نیاز به یک دستگاه جوش دارید که میتوانید از دستگاه های جوش اینورتر آروا استفاده کنید. در صورت هرگونه سوال و مشاوره در خصوص مطالب بالا با آروا تماس حاصل فرمایید.



ارسال دیدگاه