 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
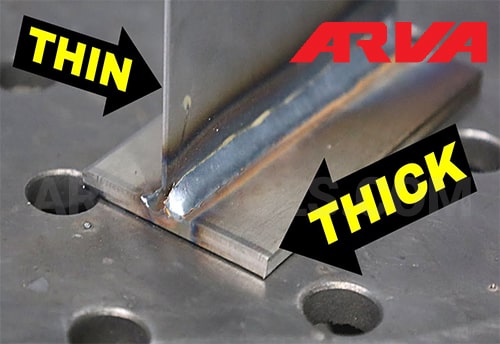
جوشکاری ورق نازک فرآیندی است که در آن از روشهای مختلف برای اتصال دو یا چند قطعه فلز نازک به یکدیگر استفاده میشود. ضخامت ورقهای مورد استفاده در این نوع جوشکاری معمولاً کمتر از 3 میلیمتر است.
اگر قصد دارید به حرفه جوشکاری روی بیاورید یا در این حرفه هستید و قصد دارید برای خرید دستگاه جوش اقدام کنید باید بدانید که جوشکاری ورق نازک، علاوه بر استحکام باید ظرافت کافی نیز داشته باشد. به طور کلی جوش تیگ و آرگون برای جوشکاری ورق نازک بسیار مناسب است و در مرحله دوم می توان از جوش برنج یا جوش CO2 نیز استفاده کرد.در ادامه با انواع روش های جوش برای ورق های نازک آشنا خواهید شد.
انواع جوشکاری ورق نازک
- جوش ورق نازک با روش MIG
- جوش ورق نازک به روش تیگ (TIG)
- جوشکاری تیگ پالسی
جوشکاری ورق نازک با روش MIG
جوش ورق های نازک، به دلیل ظرافت و حساسیت بالا، فرآیندی چالش برانگیز است. در این میان، روش جوشکاری MIG به عنوان راه حلی ایده آل و کارآمد، خود را معرفی می کند. این روش، با مزایای متعددی که ارائه می دهد، نه تنها برای جوشکاران باتجربه، بلکه برای مبتدیان نیز مناسب بوده و امکان ارتقای مهارت آنها را در طول زمان فراهم می کند.
پیش از اقدام به جوشکاری ورق نازک به روش میگ نیاز است نکاتی را مد نظر قرار داشته باشید:
- انتخاب سیم جوش مناسب: برای جوشکاری ورق های نازک از سیم جوش با قطر نازک (معمولاً 0.023 تا 0.024 اینچ) استفاده بکنید.
- استفاده از گاز محافظ: گازهای محافظ مبتنی بر آرگون (مانند 75% آرگون و 25% دی اکسید کربن) برای جلوگیری از اکسیداسیون و ایجاد حفره در جوش، مورد استفاده قرار می گیرند.
- الکترود مثبت: استفاده از الکترود مثبت در جوشکاری ورق نازک با سیم های جامد، گرما را به سمت سیم جوش هدایت کرده و از آسیب به فلز پایه جلوگیری می کند.
- جوش های کوتاه و سریع: برای جلوگیری از تاب برداشتن و ذوب شدن ورق، باید از جوش های کوتاه و با فاصله مناسب استفاده کرد.
جوش ورق نازک به روش تیگ (TIG)

جوشکاری TIG به دلیل دقت و کنترل بالا، یکی از ایده آل ترین روش ها برای جوشکاری ورق های نازک محسوب می شود. در این روش، قوس الکتریکی بین الکترود تنگستن غیرمصرفی و قطعه کار، ایجاد می شود و گاز بی اثر (معمولاً آرگون یا هلیوم) از حوضچه جوش در برابر اکسیداسیون محافظت می کند.
مراحل جوش ورق نازک به روش TIG
در جوشکاری ورق نازک به روش TIG، اجرای مراحل زیر باعث بهبود کیفیت جوش و پیشگیری از مشکلات احتمالی می شود.
- آماده سازی: لبه های ورق ها را تمیز و عاری از هرگونه آلودگی، زنگ زدگی و چربی کنید. لبه ها را به طور دقیق در کنار هم قرار داده و در صورت نیاز با گیره یا بست محکم کنید.
- تنظیم دستگاه: جریان، ولتاژ و نوع گاز را با توجه به ضخامت ورق، نوع فلز و مهارت خود تنظیم کنید.
- انتخاب الکترود: الکترود تنگستن با قطر مناسب را انتخاب کنید. قطر الکترود باید متناسب با ضخامت ورق باشد.
- شروع جوشکاری: مشعل را در زاویه مناسب (معمولاً 70 تا 80 درجه) نسبت به سطح ورق نگه دارید. قوس را با نزدیک کردن الکترود به قطعه کار ایجاد کنید.
- حرکت مشعل: مشعل را به طور پیوسته در امتداد خط جوش حرکت دهید. سرعت حرکت باید با ضخامت ورق و گرمای ورودی متناسب باشد.
- کنترل حوضچه جوش: به حوضچه جوش دقت کنید و در صورت نیاز با تنظیم جریان و ولتاژ، آن را کنترل کنید.
- پایان جوشکاری: پس از اتمام جوشکاری، اجازه دهید تا قطعه کار به آرامی خنک شود.
تکنیک های جوشکاری TIG برای ورق نازک
- تکنیک بافندگی: در این تکنیک، جوشکار با حرکات رفت و برگشتی مشعل، جوش را به صورت قطعات کوچک و متناوب ایجاد می کند.
- تکنیک stringer bead: در این تکنیک، جوشکار با حرکات مستقیم و پیوسته مشعل، جوش را به صورت یک خط باریک و بلند ایجاد می کند.
- تکنیک نقطه ای: در این تکنیک، جوشکار با ایجاد نقاط جوش متعدد در کنار یکدیگر، اتصال را ایجاد می کند.
آکادمی آروا : دنیای دوره های تخصصی جوشکاری
ویدیوهای آموزشی حرفهای و کاربردی جوشکاری را همین حالا در آکادمی آروا ببینید!
مشاهده دوره رایگانجوشکاری ورق نازک با CO2
جوشکاری CO2 یکی از روش های پرکاربرد در صنعت است که به دلیل دقت بالا و کیفیت جوش، برای ورق های نازک نیز گزینه ای مناسب به شمار می رود. اگر شما هم قصد دارید با این روش بیشتر آشنا شوید یا در حال تصمیم گیری برای استفاده از آن هستید، خواندن این مطلب می تواند به شما کمک کند.
مزایای جوشکاری CO2 برای ورق های نازک
- جوش دقیق و باکیفیت: به دلیل کنترل بهتر روی حوضچه جوش، این روش برای ورق های نازک عالی است.
- کاهش احتمال سوراخ شدن ورق: گاز CO2 انتقال حرارت را به خوبی کنترل می کند و خطر سوختن یا سوراخ شدن ورق نازک را کاهش می دهد.
- سرعت بالا: این روش سرعت جوشکاری را افزایش می دهد و برای پروژه های با حجم کاری بالا مناسب است.
- هزینه مقرون به صرفه: گاز CO2 نسبت به گازهای دیگر مانند آرگون، ارزان تر است و هزینه های جوشکاری را کاهش می دهد.
نکات مهم در جوشکاری ورق نازک با CO2
برای جوشکاری CO2 موفق، باید موارد زیر را رعایت کنید:
- تنظیم جریان و ولتاژ: انتخاب جریان پایین و ولتاژ مناسب باعث می شود جوش با دقت بیشتری روی ورق نازک اجرا شود.
- استفاده از سیم جوش مناسب: سیم جوش با قطر کم (معمولاً 0.6 تا 0.8 میلی متر) برای ورق های نازک توصیه می شود.
- زاویه مناسب تورچ: زاویه تورچ باید به گونه ای باشد که انتقال حرارت به ورق به حداقل برسد.
- پیش گرمایش: در صورت نیاز، می توانید ورق را قبل از جوشکاری کمی گرم کنید تا تنش های حرارتی کاهش یابد.
سیم جوش مناسب برای ورق نازک
ورق های نازک به دلیل ضخامت کم، نیازمند دقت و انتخاب صحیح مواد مصرفی در فرآیند جوشکاری هستند تا از مشکلاتی مثل سوختگی، تغییر شکل، یا سوراخ شدن جلوگیری شود. یکی از مهم ترین عوامل در این زمینه، انتخاب سیم جوش مناسب است.
انواع سیم جوش و مناسب ترین ها برای ورق نازک
سیم جوش ER70S-6 گاز CO2 یا مخلوط گازی
- این سیم جوش از پرکاربردترین ها در جوشکاری ورق های فولادی نازک است.
- دارای پوشش شیمیایی است که باعث جذب ناخالصی ها و محافظت از مذاب می شود.
- مناسب برای ورق های فولادی با ضخامت 1 تا 6 میلی متر.
- توصیه می شود با گاز محافظ CO2 یا مخلوط آرگون + CO2 استفاده شود.
سیم جوش ER308L یا ER316L برای استنلس استیل
- برای جوشکاری ورق نازک استیل ضدزنگ.
- ضخامت های نازک را به خوبی پوشش می دهد بدون اینکه باعث ایجاد ترک یا شکستگی شود.
سیم جوش با قطر کم (0.6 میلی متر یا کمتر)
- قطر سیم جوش تاثیر زیادی در کنترل حرارت دارد.
- سیم های نازک تر باعث کنترل دقیق تر حرارت و کاهش نفوذ زیاد می شوند که برای ورق نازک حیاتی است.
ویژگی های سیم جوش مناسب ورق نازک
- کنترل حرارت بالا: سیم جوش باید امکان جوشکاری با حرارت کم و کنترل شده را بدهد.
- جریان پایدار: جریان قوس باید نرم و پایدار باشد تا نفوذ یکنواخت روی ورق نازک حاصل شود.
- جوش تمیز و بدون پاشش زیاد: به منظور جلوگیری از ایجاد سوراخ یا ضایعات جوش.
جوشکاری تیگ پالسی
جوشکاری تیگ پالسی، که به نام جوشکاری قوس الکتریکی تنگستن با گاز محافظ پالسی نیز شناخته می شود، یک فرآیند جوشکاری تخصصی برای اتصال ورق های نازک فلزی است در جوشکاری تیگ پالسی، از یک الکترود تنگستن غیرمصرفی و یک گاز محافظ (معمولاً آرگون) برای ایجاد قوس الکتریکی بین الکترود و قطعه کار استفاده می شود. گرمای حاصل از قوس، فلز را ذوب می کند و حوضچه جوش را تشکیل می دهد.ابتدا، حتماً از گرمای ورودی بیش از حد پرهیز کنید.
این اقدام می تواند جلوی ذوب شدن و سوراخ شدن ورق را بگیرد سپس، الکترود با قطر مناسب را انتخاب کنید. قطر الکترود باید با ضخامت ورق هماهنگ باشد زاویه مشعل را به صورت صحیح تنظیم کنید تا اطمینان حاصل شود که جریان گاز به درستی به سطح وارد می شود و در ادامه به حوضچه جوش دقت کنید و آن را کنترل کنید تا از ایجاد نفوذ عمیق یا ناهمواری در سطح جوش جلوگیری شود.
هماهنگ بودن سرعت حرکت مشعل را با ضخامت ورق و گرمای ورودی نیز بسیار اهمیت دارد و در نهایت استفاده از گاز محافظ با کیفیت بالا نیز حائز اهمیت است تا از اکسیداسیون جوش جلوگیری شده و جوش با کیفیت تری ایجاد گردد.
جوش ورق نازک بر اساس جنس ورق
انواع جوشکاری ورق نازک را با توجه نوع جوشکاری توضیح دادیم حال انواع جوشکاری ورق نازک را بر اساس جنس ورق ها توضیح می دهیم.
جوشکاری ورق نازک استیل
جوشکاری ورق نازک استیل، هنری ظریف و مهارتی ارزشمند در صنعت فلزات است. این روش به دلیل کاربردهای فراوان در صنایع مختلف، از جمله ساختمان، لوازم خانگی، تجهیزات پزشکی و صنایع غذایی، از اهمیت بالایی برخوردار است.
ورق استیل از فولاد ضد زنگ ساخته شده و انواع مختلفی مانند 304، 316 و 430 دارد.
ورق استیل 304 رایج ترین نوع ورق است و در کاربردهای صنعتی و تجاری متنوع مورد استفاده قرار می گیرد. ورق استیل 316 در محیط های خورنده مقاومت بیشتری دارد و در صنایع غذایی و دارویی کاربرد دارد، در حالی که ورق استیل 430 مقاومت کمتری در برابر خوردگی دارد و در کاربردهای کم اهمیت تر استفاده می شود.
در جوشکاری ورق استیل نازک، از الکترودهای کوچک تر و جریان جوش مناسب برای جلوگیری از سوختن و تغییر شکل ورق استفاده می شود. روش های جوشکاری متداول شامل TIG، MIG و SMAW هستند.
استفاده یا عدم استفاده از فیلر در جوشکاری ورق استیل نازک به عواملی مثل ضخامت و نوع ورق، کاربرد جوش و مهارت جوشکار بستگی دارد. در این حالت استفاده از فیلر معمولاً توصیه می شود زیرا جوش را قوی تر و یکنواخت تر می کند و از سوختن ورق جلوگیری می کند، اما در برخی حالات خاص ممکن است توصیه نشود.
جوشکاری ورق نازک گالوانیزه
جوشکاری ورق گالوانیزه نیازمند مراعات دما و سرعت جوش است. الکترودهای با سرعت بالا و استفاده از گاز آرگون برای جوشکاری فولادهای نازک گالوانیزه مفیدند. روش های مختلفی برای این جوشکاری وجود دارند، اما استفاده از جوشکاری قوس الکتریکی با گاز آرگون به صورت نیمه اتوماتیک شایع است.
در این فرایند، ضخامت الکترود، جریان جوش، و سرعت کار اهمیت دارند. الکترودهای با سرعت بالا و سایز مناسب، همچنین استفاده از گاز آرگون، به بهبود کیفیت جوش و جلوگیری از سوختن ورق کمک می کنند.
همچنین، برای حفظ کیفیت جوش، از پرس های خاص برای پاکسازی محل جوش استفاده می شود. همچنین، جلوگیری از انتقال گرما به سطح پایین تر ورق گالوانیزه، اغلب با قرار دادن یک ورق مسی زیر محل جوش، به انجام می پردازد. این اقدام کمک می کند تا گرما به سطح محصول کاهش یابد و خطر آسیب به آن کاهش یابد.
جوشکاری ورق نازک آلومینیوم
جوشکاری آلومینیوم به عنوان یک فرایند حرفه ای و چالش برانگیز، نیازمند دانش و مهارت زیادی است. جوشکاران در این راستا با چالش هایی مانند نقطه ذوب پایین، رسانایی بالا و مسائل مشابه مواجه می شوند. روش های سنتی جوشکاری آلومینیوم با آلیاژهای مختلف، معضلاتی از قبیل کاهش خواص مکانیکی در ناحیه جوش و شکست پذیری آن را به همراه دارند. در ادامه با روش های جوشکاری ورق نازک آلومینیوم آشنا می شویم.
جوشکاری لیزری

جوشکاری لیزری یک فرآیند پیشرفته است که با استفاده از اشعه لیزر برای ذوب کردن قسمت های مورد نظر، اتصالات دقیق و بدون عیبی را ایجاد می کند. این روش به جوشکاران امکان می دهد تا با سرعت بالا و کنترل دقیق، قطعات را به هم متصل کنند. با این حال، هزینه تجهیزات لیزری بالا می باشد.
جوشکاری TIG
جوشکاری TIG با استفاده از گاز تنگستن بی استفاده، یک روش دقیق و کنترل شده برای جوشکاری آلومینیوم است. این روش امکان جوشکاری قطعات نازک و حساس را فراهم می کند و اتصالات با کیفیت بالا ایجاد می شود.
جوشکاری MIG (گاز فلزی)
جوشکاری MIG با استفاده از گاز فلزی، یک روش سریع و مناسب برای جوشکاری ورق های آلومینیومی است. این روش به جوشکاران امکان می دهد با سرعت بالا قطعات را به هم متصل کنند و معمولاً بدون نیاز به میله پرکننده استفاده می شود.
جوشکاری Torch Welding

جوشکاری با مشعل یک روش سنتی است که با استفاده از شعله های گاز داغ، فلزها را به یکدیگر متصل می کند. این روش مناسب برای شرایط داغ و جوشکاری آلومینیوم می باشد، اما استفاده از این روش جوش برای کنترل گرما و جلوگیری از سوختگی چالش برانگیز است.
بیشتر بخوانید: انواع مشعل جوشکاری + تفاوت آن با تورچ جوشکاری
جوشکاری ARC (الکتریکی)
جوشکاری با الکتریک یک روش اقتصادی و پرکاربرد است که از قدیمی ترین فنون جوشکاری محسوب می شود. این روش با استفاده از الکتریسیته و قوس الکتریکی، فلزات را به هم متصل می کند. با این حال، نیاز به کنترل دقیق گرما و جلوگیری از ذوب شدن زیاد قطعات مهم چالش های این روش هستند.
نکات مهم در جوش ورق نازک
جوشکاری ورق نازک به دلیل ظرافت و دقت بالایی که نیاز دارد، از دیگر انواع جوشکاری دشوارتر است. در این روش، باید از گرمای مناسب و روش صحیح جوشکاری استفاده شود تا از ذوب شدن بیش از حد یا کم فلز، تاب برداشتن ورق و ایجاد سوراخ یا ترک در جوش جلوگیری شود.
حساسیت جوشکاری ورق نازک به این خاطر است که در صورتی که گرما زیاد باشد ممکن است ورق بسوزد و اگر گرما کم باشد ممکن است جوش قوی ای ایجاد نشود در نتیجه بسیار مهم است که از روش جوشکاری استفاده کنید که بتوانید به راحتی میزان گرما را کنترل کنید.
نکات فنی در انتخاب سیم جوش
- ضخامت ورق: هرچه ورق نازک تر، سیم جوش باید ظریف تر باشد و پارامتر های جوشکاری دقیق تر تنظیم شود.
- نوع فلز پایه: فولادی، استیل، آلومینیوم و…
- نوع گاز محافظ: معمولاً CO2 یا مخلوط آرگون و CO2 برای ورق نازک مناسب تر است.
آموزش نحوه جوشکاری ورق نازک
جوشکاری ورق نازک به دلیل حساسیت بالا به حرارت و ضخامت کم، نیازمند تکنیکهای ویژهای است تا از سوختن، سوراخ شدن و تغییر شکل جلوگیری شود.
آمادهسازی ورق
- تمیز کردن سطح از هرگونه روغن، رنگ، زنگزدگی و گرد و غبار.
- استفاده از برس سیمی یا حلال های مناسب برای پاکسازی سطح.
- در صورت نیاز، گوشه های ورق را با زوایای تیز یا کمی پخ شده آماده کنید تا نفوذ بهتر صورت گیرد.
انتخاب روش جوشکاری مناسب
- جوشکاری MIG/MAG با سیم جوش مناسب (قطر کم، گاز محافظ مناسب).
- جوشکاری TIG برای دقت بیشتر در ورقهای خیلی نازک.
- استفاده از جریان مستقیم (DC) با قطبیت صحیح.
تنظیم پارامتر های دستگاه
- تنظیم جریان و ولتاژ کم تر نسبت به ورق های ضخیم تر.
- سرعت جوشکاری بالاتر برای کاهش حرارت وارد شده.
- تنظیم قطر سیم جوش کوچک برای کنترل بهتر.
اجرای جوشکاری
- شروع جوش با شعله کم و جریان کم.
- حرکت دست سریع و یکنواخت روی خط جوش.
- استفاده از جوش های کوتاه و کنترل شده (جوش نقطه ای یا چند نقطه جوش) برای جلوگیری از تجمع حرارت.
- استفاده از فن یا ابزار خنک کننده در صورت نیاز بین جوش ها.
کنترل نفوذ جوش
- نفوذ زیاد موجب سوراخ شدن ورق می شود، بنابراین نفوذ را کنترل کنید.
- معمولاً باید نفوذ سطحی و متوسط باشد.
بازرسی پس از جوشکاری
- بررسی ظاهری برای پیدا کردن سوختگی، ترک، یا سوراخ.
- در صورت امکان تست غیرمخرب مثل تست رنگ نفوذی (Dye Penetrant) انجام شود.
نکات تخصصی برای جلوگیری از مشکلات رایج
- جلوگیری از سوختگی ورق: با کاهش جریان، افزایش سرعت جوشکاری و استفاده از سیم جوش نازک
- کاهش تغییر شکل: با استفاده از جوش های کوتاه و خنک کردن تدریجی
- جلوگیری از ترک سرد: استفاده از پیش گرم سازی و پس گرم سازی در صورت نیاز
- حفظ فاصله مناسب الکترود از سطح ورق: معمولاً کمتر از 10 میلی متر
بهترین دستگاه اینورتر جوشکاری برای جوشکاری ورق نازک
با توجه به اینکه روش های مناسب جوشکاری ورق نازک را گفتیم و جوشکاری ورق نازک با اینورتر ها امکان پذیر است هر دستگاه جوشی که مناسب جوش تیگ و mma و میگ است و دارای ولوم تنطیم جریان و خاصیت ضد چسبندگی است، برای جوشکاری ورق نازک بسیار مناسب است.
اینورترهای آروا مدل 2175 و 2176 و 2177 دارای تمام این ویژگی ها می باشند و برای جوشکاری ورق نازک بسیار کاربردی است. مشخصات فنی و استعلام قیمت هر کدام از این مدل ها را می توانید صفحه فروشگاه ابزار آروا مشاهده کنید.
الکترود مناسب برای جوش ورق نازک

در انتخاب الکترود جوشکاری ورق نازک به این عوامل دقت بکنید:
- جنس ورق نازک
- ضخامت ورق نازک
- روش جوش ورق نازک
کلام آروا
جوشکاری ورق نازک به تخصص و دقت بالا نیاز دارد که با انتخاب سیم جوش مناسب و تنظیم دقیق پارامتر های جوشکاری می توان بهترین کیفیت را بدست آورد. برای موفقیت در این زمینه باید حتماً تمرین، دانش فنی و رعایت نکات تخصصی رعایت شود.



ارسال دیدگاه