 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
از دیرباز تاکنون برای اتصال قطعات فولادی و فلزی از ایجاد حرارت استفاده می شده است. برای اتصال قطعات از روش های مختلفی استفاده می شود و اصطلاحا به این روش ها جوشکاری گفته می شود که دارای مدل ها و انواع گوناگونی نیز هستند. جوشکاری دارای انواع مختلفی است که در یک دسته بندی کلی به دو نوع جوشکاری ذوبی و حالت جامد تقسیم می شود که هر کدام از این دو حالت نیز خود دارای انواع و روش های مختلفی هستند. در جوشکاری ذوبی روش های گوناگونی وجود دارد که بر اثر ایجاد حرارت، ذوب اتفاق می افتد و سپس با منجمد شدن اتصال برقرار می شود. یکی از انواع جوشکاری ذوبی که در صنایع استفاده می شود جوشکاری با پرتو الکترونی است که در داخل یک محفظه با خلاء و توسط الکترون انجام می شود.
در این مقاله می خواهیم به این موضوع بپردازیم که جوشکاری با پرتو الکترونی چیست و چه کاربردهایی دارد. برای شناخت هر چه بیشتر درباره جوش پرتو الکترونی و شناخت تجهیزات و اصول فرایند این روش از جوشکاری، با آروا همراه باشید. اگر قصد دارید جوشکاری را به عنوان یک حرفه انتخاب کنید یا برای خرید دستگاه جوش اقدام کنید باید با روش های مختلف جوشکاری آشنایی کاملی داشته باشید.
تاریخچه جوشکاری پرتو الکترونی
در سال 1968 برای نخستین بار شخصی به نام استیگر والد بر روی پرتو های الکترونی به عنوان یک منبع حرارتی در ماشین های کاری تحقیق کرد. در سال 1996 نیز دکتر استور که در موسسه انرژی اتمی فرانسه فعالیت می کرد، نتایج تحقیقات جوشکاری با پرتو الکترون را که از سال 1957 شروع کرده بود منتشر کرد. تجهیزات استفاده شده توسط این شخص با تجهیزاتی که بعدا به وجود آمد و ساخته شد متفاوت بود. (او از یک منبع با ولتاژ بین ۱۰- ۱۶KV استفاده کرد)
دکتر استور در سال ۱۹۹۸ از یک ماشین مته کاری، که با پرتو الکترونی در امریکا ابداع و ساخته شده بود، استفاده کرد. در همین سال دو نفر به نام های برتون و فرانک هوسر مطالعات و آزمایشات خود را در مورد جوشکاری پرتو الکترونی بر روی فلز زیرکونیوم، به منظور کاربرد در صنایع هسته ای آغاز کردند. این تحقیقات و مطالعات به جهت بهینه سازی و اقتصادی کردن فرایند جوشکاری، بسیار مورد توجه قرار گرفت و به گونه ای مورد استقبال قرار گرفت که امروزه در اکثر صنایع از جمله صنعت هوافضا و صنایع هسته ای مورد استفاده قرار می گیرد.
جوشکاری با پرتو الکترونی چیست ؟

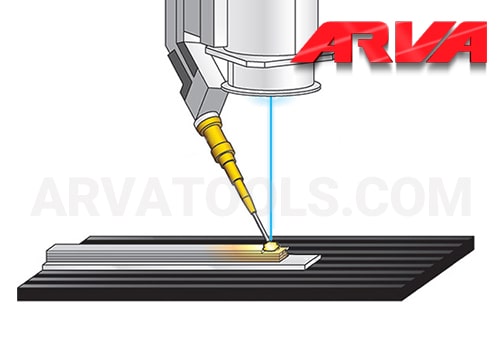
جوشکاری با پرتو الکترونی (Electron Beam Welding) از انواع جوشکاری های ذوبی است که به وسیله تمرکز بالای الکترون ها و ایجاد گرما در نقاط اتصال، فرایند جوش را به وجود می آورد. این روش از جوش به یک محفظه نیاز دارد و عملیات جوشکاری پرتو الکترونی در داخل این محفظه با خلاء انجام می شود. دقت اتصال جوش پرتو الکترونی بسیار بالا بوده و عمق جوش بسیار بالایی نیز دارد. در این روش از جوشکاری انرژی جنبشی از تراکم و سرعت بالای الکترون ها تبدیل به انرژی گرمایی می شود و به کمک ایجاد گرما فرایند ذوب اتفاق می افتد و پس از سرد شدن قسمت های ذوب شده، انجماد ایجاد شده و جوش رخ می دهد.
بیشتر بخوانید : جوشکاری ذوبی چیست؟
این روش به نوعی با دیگر روش های جوشکاری بسیار متفاوت است و در داخل یک محفظه در اندازه های مختلف و با متمرکز الکترون ها و انتقال آنها به نقطه مورد نظر، جوشکاری انجام می شود و از مزیت های آن می توان به تحت کنترل بودن کامل فرایند جوشکاری اشاره کرد و اینکه محیط تمیزی نیز خواهیم داشت.
در جوشکاری الکترون بیم سطح کمی از کار ذوب می شود ولی عمق نفوذ بیشتری بر اثر هدایت می توان به وجود آورد که از مشخصه های اصلی این جوشکاری خط جوش های باریک و کاملا عمیق است.
روش های جوشکاری با پرتو الکترونی
برای جوشکاری پرتو الکترون روش های مختلفی وجود دارد که هر کدام از این روش ها با توجه به محیط محل جوش و شرایط جوشکاری با یکدیگر متفاوت هستند. در ادامه انواع روش های جوشکاری با پرتو الکترونی را توضیح می دهیم.
جوشکاری با پرتو الکترونی در خلاء شدید
در این روش از جوش پرتو الکترونی محفظه باید کوچک باشد و از مواد یا قطعات با قطر و ضخامت مناسب استفاده کنیم که این ضخامت می تواند 15 سانتی متر باشد. در این روش فاصله میان تفنگ جوشکاری و قطعه کار باید کمتر از 0/7 متر باشد. این روش کاربرد بسیاری دارد.
جوشکاری با پرتو الکترون در خلاء نسبی
این روش با فشاری کمتر از 0/1 اتمسفر انجام می شود که این امکان را می دهد تا از اتاق یا محفظه بزرگتری استفاده کنیم و زمان لازم برای تجهیز کردن و ساخت تجهیزات را کاهش می دهد. در این روش از فلزات با ضخامت 5 سانتی متر می توان استفاده کرد.
جوشکاری با اشعه الکترون
در این روش از جوشکاری پرتو الکترون بر خلاف دو روش بالا از خلاء استفاده نمی شود بلکه بر اثر فشار اتمسفر فرایند جوشکاری تکمیل می شود. در این روش فاصله تنفگ الکترون و قطعه کار حدود 4 سانتی متر است و ضخامت فلزات نیز 5 سانتی متر می باشد. در این روش می توان به هر اندازه قطعه کار را جوشکاری کرد و به همین دلیل نیز نیاز به خلاء و اتاق نداریم.
کاربرد جوشکاری پرتو الکترونی

با توجه به اینکه این روش از جوشکاری بسیار دقیق بوده و عمق نفوذ زیادی دارد در حال حاضر از جوشکاری با پرتو الکترون در صنایع مختلفی استفاده می شود. دقت بالا و جوش مناسب سبب شده تا از این جوشکاری کاربرد های بیشتری در صنایع شکل بگیرد که در زیر به این صنایع و چگونگی استفاده از جوشکاری با اشعه الکترونی در آنها اشاره می کنیم:
- صنایع هوا فضا: از روش جوش پرتو الکترونی برای ساخت موتور های فضاپیما استفاده وسیعی می شود. از دیگر موارد استفاده آن نیز به جوشکاری اجزاء استاتورهای ضخیم، آلیاژ های تیتانیوم، دیسک کمپرسور ها و… می توان اشاره کرد.
- صنایع هسته ای: از این روش در صنایع هسته ای برای جوشکاری تیتانیومی و زیرکونیومی استفاده می شود.
- صنایع الکترونیک و پزشکی: در این صنایع از جوشکاری پرتو الکترونی برای جوش دادن سنسور ها استفاده می شود و جنس آلیاژ هایی که مورد استفاده و اتصال قرار می گیرند از فلزات زنگ نزن آستنیتی، کروم و کبالت هستند.
- صنایع خودرو سازی: در صنایع خودرو سازی از این نوع جوشکاری برای جوش و اتصال نقاط شعاعی چرخ دنده ها استفاده می شود.
بیشتر بخوانید : کاربرد جوشکاری در صنایع مختلف
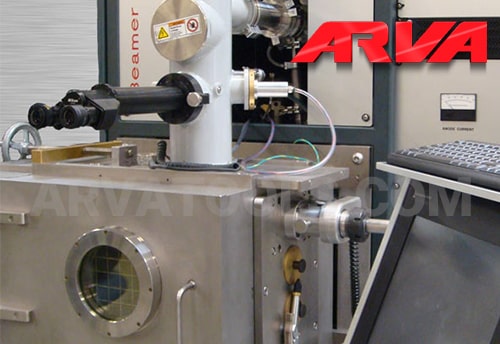
تجهیزات مورد نیاز جوشکاری پرتو الکترونی
جوشکاری پرتو الکترون نیز مانند دیگر انواع جوشکاری ذوبی نیاز به تجهیزات و وسایلی دارد که به کمک آنها می توان فرایند جوش و اتصال را انجام داد. در جوشکاری الکترون بیم نیز تجهیزاتی نیاز هست که به کمک آنها بتوان جوشکاری کرد. تجهیزات مورد نیاز در جوشکاری پرتو الکترون به شرح زیر است:
- تفنگ الکترون: این وسیله پرتو الکترون تولید می کند.
- محفظه خلاء: قطعه کار را در داخل محفظه جهت جوشکاری قرار می دهیم. این اتاق خالی از هوا است.
اصول فرایند جوشکاری با پرتو الکترون
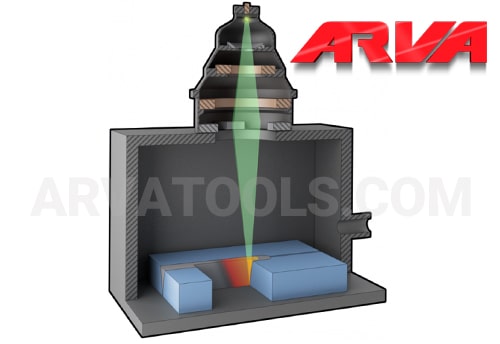
جوشکاری با پرتو الکترونی یکی از انواع جوشکاری ذوبی است که با دقت و عمق جوش زیاد قطعات را به یکدیگر متصل می کند. اصول کار و فرایند در این روش از جوشکاری به این صورت است که ابتدا باید قطعه کار را درون یک دستگاه با محفظه قرار دهیم که باید در خلاء باشد و سپس با کمک تفنگ جوش ، اشعه و الکترون ها را با دقت بالا به سمت قطعه کار بمباران می کنیم و در این مرحله انرژی جنبشی حاصل از پرتاب الکترون ها تبدیل به گرما و حرارت می شود و از حرارت ایجاد شده قسمت مورد نظر ذوب شده و پس از انجماد و خنک شدن به یکدیگر متصل شده و فرایند جوشکاری به وجود می آید.
بیشتر بخوانید: انواع وضعیت جوشکاری
در فرایند جوشکاری الکترون بیم نیاز به دستگاه دارای محفظه و اتاق داریم تا بتوانیم الکترون را با کنترل و هدایت به قسمت مورد نیاز منتقل کنیم. در این روش نیاز به مهارت است و می توانیم از انواع فلزات با ضخامت های مختلف برای جوشکاری استفاده کنیم.
فلزاتی که با روش جوشکاری پرتو الکترونی جوشکاری می شوند
برخی از فلزات هستند که آلیاژهای آنها در برابر جوشکای های ذوبی حساس بوده و ممکن است بر اثر حرارت بالا و ذوب دچار تبخیر و ترک خوردگی شوند به همین خاطر برای جوش دادن این دسته از فلزات از روش جوشکاری با پرتو الکترونی استفاده می شود. واکنش های اتمسفری، کاهش مقاومت ضربه، انعطاف پذیری کم و مواردی از این قبیل موجب می شود تا برای اتصال و جوش دادن این دسته از فلزات از جوشکاری پرتو الکترونی استفاده کرد. از فلزاتی که با روش جوش پرتو الکترونی استفاده می شود می توان به موارد زیر اشاره کرد:
- برلیوم
- تیتانیوم
- زیرکونیوم
- مولیبدن
بیشتر بدانید : بهترین فلزات برای جوشکاری کدامند ؟
مزایای جوشکاری پرتو الکترونی
جوشکاری پرتو الکترونی از مزیت های بسیاری برخوردار است که موجب گشته است از این روش در صنایع گوناگون و حساس بسیار استفاده شود. در زیر به مهم ترین مزیت های جوشکاری با اشعه الکترونی اشاره می کنیم.
- ایجاد جوش عمیق و باریک
- حرارت ورودی کمتر به جوش به نسبت روش های دیگر
- نسبت عمق به عرض بالای جوش
- عدم نیاز به جوش های چند پاس
- تمیزی فلز جوش به دست آمده
- عدم نیاز به عملیات حرارتی
- امکان جوشکاری فلزات در گداز
- امکان اتصال قطعات و آلیاژ های حساس به حرارت
- امکان آب بندی با کیفیت بسیار بالا
- عدم نیاز به سیم جوش
- امکان جوشکاری قطعات و ورق های بسیار نازک
معایب و محدودیت های جوشکاری پرتو الکترونی
تمام روش ها و حالت های جوشکاری در کنار مزیت ها و ویژگی هایی که دارند معایبی نیز دارند که جوشکاری با پرتو الکترون نیز در کنار مزیت های بسیای که دارد دارای معایب و محدودیت هایی هست که در ادامه به برخی از محدودت ها اشاره می کنیم.
- قطعه کار باید به صورت دقیق و بدون انحراف درون محفظه قرار بگیرد
- عدم پایداری طولانی مدت پرتو الکترون
- چون پرتو الکترون دارای بار منفی است میدان های الکتیکی و مغناطیسی موجب انحراف پرتو می شوند
- تعمیر عیب های به وجود آمده در عمق کار
- چقرمگی کم در اکثر فولاد ها
- حفره انتهای محل جوشکاری
- حساسیت شدید فرایند جوشکاری به تغیرات جزئی
عوامل موثر در گرمای ورودی در جوشکاری پرتو الکترونی
در گرمای ورودی جوشکاری با اشعه الکترونی عواملی مهمی دخیل هستند و فرایند جوشکاری را تحت تاثیر قرار می دهند. از جمله این موارد مهم و تاثیر گذار می توان به مواردی مانند سرعت مسیر، ضخامت پرتو الکترون و تعداد الکترون ها که به ورق یا قطعه کار برخورد می کند. در عوامل موثر گرمای ورودی هر چقدر که جریان های پرتو از تعداد م وقدار بیشتری برخوردار باشند حرارت به وجود آمده نیز بالا خواهد رفت و در نتیجه این فرایند نفوذ بیشتری به وجود خواهد آمد. این حالت با رابطعه سرعت مسیر اما رابطه معکوس دارد و آن هم این است که افزایش سرعت باعث کاهش گرمای ورودی کمتری می شودو در نتیجه با کاهش عمق نفوذ رو به رو خواهیم شد.
نکات مهم و تاثیر گذار در جوشکاری پرتو الکترونی
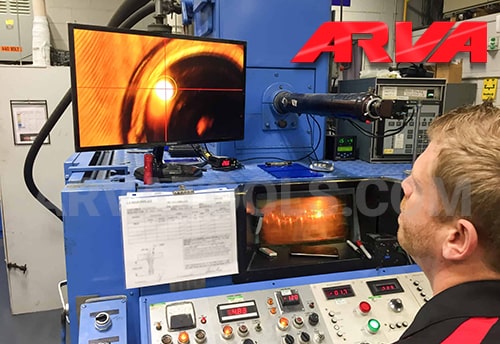
برای جوشکاری با پرتو الکترون باید به موارد مهمی و نکات مهمی توجه داشت که در فرایند جوش پرتو الکترون تاثیرگذار هستند. در ابتدای کار و پیش از شروع عملیات جوشکاری ابتدا باید قطعه و دستگاه را آماده فرایند جوشکاری کنیم و پس از این مرحله نوبت به این می رسد که کار تمیزکاری محفظه و قطعه کار را انجام دهیم که مهم است. پس از انجام دادن این مراحل مقدماتی نوبت به این می رسید که کار پیشگرم کردن را انجام دهیم تا قطعه کار برای جوشکاری آماده شود و بعد خال جوش ها را می زنیم و قطعه کار را درون خلاء یا محفظه قرار می دهیم تا عملیات جوشکاری تکمیل شود.
کلام آروا:
در این مطلب به موارد مهم و روش های مختلف جوشکاری در این روش از جوش ذوبی اشاره کرده و پرداختیم. در زمینه جوشکاری الکترون بیم اگر به اطلاعات بیشتر و دریافت مشاوره نیاز دارید می توانید با همکاران ما در آروا تماس حاصل نمایید.
همچنین می توانید سوالات خود را در قسمت نظرات در زیر همین مطلب مطرح کنید. (سوالات و نظرات شما به سرعت منتشر می شود)



ارسال دیدگاه