 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات
جوشکاری به روشی گفته میشود که دو یا چند قطعه فلز با استفاده از فشار گرما به هم متصل میشوند. فرآیند جوشکاری به عوامل بسیاری بستگی دارد اما فرم و ضخامت متریال معمولا مهمترین عامل برای انتخاب یک متد مناسب و موثر برای جوشکاری است. با علم و آگاهی نسبت به خطاهای جوشکاری میشود از اشتباهات ممکن جلوگیری کرد.
با گذشت سالهای متمادی و پیشرفت تکنولوژی، در این زمینه تجهیزات جوشکاری پیشرفتهتر شده است و میتوان گفت نسبت به گذشته جوشکاری سادهتر و خطاهای جوشکاری کمتر شده است؛ اما با این وجود هنوز هم این امکان وجود دارد که اپراتورها در هنگام جوشکاری اشتباه کنند و نتوانند اشتباه خود را تصحیح کنند و همان طور که میدانید، اشتباهات در جوشکاری و عدم اتصال درست قطعات چه آثار زیانباری برای پروژههای صنعتی و عمرانی خواهد داشت.
در این متن به این موضوع پرداختهایم و سعی داریم که خطاهای جوشکاری را بررسی کنیم و راههای تصحیح آنها را نیز نشان دهیم. در نتیجه به این پرسش پاسخ خواهیم گفت که:
- چه اشتباهاتی ممکن است در هنگام کار با دستگاه جوشکاری به وجود بیاید؟

خطاهای جوشکاری در هنگام کار با دستگاه جوشکاری چیست؟
1. پاشش
یکی از مشکلاتی که اپراتورها در هنگام کار با دستگاه جوش به خصوص در جوشکاری با گاز محافظ (GWAW) بسیار با آن مواجه میشوند، پاشش است. پاشش مشکل ناخواستهای است و زمانی ایجاد میشود که قطرات مذاب در نزدیکی قوس جوش درست میشود.
دلیل ایجاد پاشش در کار با دستگاه جوشکاری این است که جریان جوشکاری بیش از حد زیاد است یا قطبیت نادرست است و محافظ گاز کافی نیست. برای رفع مشکل پاشش پیشنهاد میکنیم که جریان جوش یا طول قوس را کاهش دهید. علاوه بر این راهکار، جوشکار میتواند درستی قطبیت دستگاه جوشکاری را چک کند. در آخر هم بهتر است که نوع گاز محافظ و میزان جریان را بررسی کنید، همین طور نازل گاز خود را تمیز کنید.
2. تخلخل
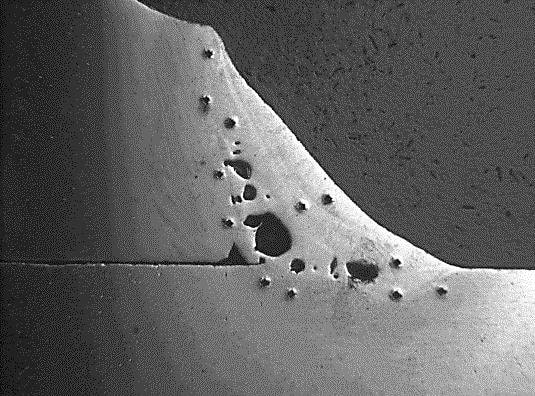
از مشکلات و خطاهای جوشکاری دیگری که در زمان جوشکاری به وجود میآید، میتوان به تخلخل اشاره کرد. تخلخل به حالتی گفته میشود که در جوش حفرههای کوچک و پرتعدادی شکل میگیرند. این مشکل زمانی به وجود میآید که گازهایی چون اکسیژن، نیتروژن و هیدروژن جذب مذاب جوش میشود و پس از انجماد در فلز گیر میکند.
بیشتر بخوانید (مقاله ای کامل تر ) : عیوب جوش و جوشکاری
تخلخل میتواند دلایل متعددی داشته باشد که از آنها میتوان به وجود رطوبت، زنگزدگی، چربی یا رنگ در محل جوش اشاره کرد. همچنین در زمان جوش شکافهایی که هوا در میان آن جریان دارد، ممکن است که مشکل تخلخل را بوجود بیاورد. برای جلوگیری از این مشکل، اپراتور باید از مواد تازه جوشکاری استفاده کند و همچنین مکان جوش را به خوبی خشک و از آلودگی پاک کند.
3. تغییر شکل جوش
تغییر شکل در هنگام انقباض فلزات جوش داده شده در زمان سرد شدن و سخت شدن جوش اتفاق میافتد. دلیل بروز این اتفاق نیز این است که اتصالات صفحه پیش از جوشکاری ضعیف است. راه حل این مشکل نیز این است که باید صفحه را توسط اتصالات مناسب به خوبی محکم کرد و از الکترود مناسبی برای جوشکاری استفاده کرد.
4. خطاهای جوشکاری : ترک
یکی دیگر از خطاهای جوشکاری در هر نوع ساخت و ساز ایجاد ترک در محل جوش است که مشکل بسیار بزرگی محسوب میشود. زیرا ممکن است که ترکهای کوچک به مرور زمان بزرگتر شوند و اتفاق خطرناکی به وجود بیاید. برای رفع این مشکل نمیتوان جای ترک را با مواد مختلف پر کرد بلکه راهکار مناسب این است که ترکها از بین بروند و دوباره جوشکاری انجام شود.
از آن جایی که این کار خسته کننده است، باید به این فکر بود که چگونه ترک در زمان جوشکاری ایجاد نشود. برای این منظور باید محل جوش را به خوبی تمیز کنید و محل اتصال دو قطعه را که قصد جوشکاری در آن دارید، به خوبی پر کنید و اگر مانعی برای این کار وجود دارد، آن را به روشهای مختلف از بین ببرید. به یاد داشته باشید که دما هم در بروز این مشکل تاثیر گذار است و عملیات جوشکاری را باید در دمای مناسبی انجام دهید.
جمعبندی
در این متن به مشکلاتی که هنگام کار با اینورترجوشکاری به وجود میآید پرداختیم. همان طور که میدانید، جوشکاری ضعیف میتواند چه تبعات منفی بسیاری در یک پروژه صنعتی و عمرانی داشته باشد، در نتیجه باید خطاهای جوشکاری را شناخت و با یادگیری راهکارهایی، از بروز آن اجتناب کرد.
در این متن به خطاهای جوشکاری هنگام کار با اینورترجوشکاری پرداختیم. یکی از این مشکلات پاشش است. پاشش زمانی به وجود می آید که قطرات مذاب زیادی در اطراف محل جوش ایجاد میشود، برای رفع این مشکل راه حلهای زیادی دارد که یکی از آنها چک کردن قطبهای اینورتر جوشکاری است. در ادامه به تخلخل اشاره کردیم و گفتیم که باید برای جلوگیری از این مشکل محل جوشکاری را به خوبی تمیز کنید. مشکل بعدی تغییر شکل جوش است که این مشکل با محکم کردن اتصالات رفع میشود. مشکل مهمتر در این زمینه هم ترکهای بر روی جوش است که در صورت غفلت ممکن است که خطر آفرین شود.
برای جلوگیری از این مشکل باید محل اتصال دو فلز را به خوبی پر کنید و اگر مانعی وجود دارد با راهکارهای مختلف آن را برطرف کنید.
به یاد داشته باشید که گام نخست در جوشکاری موفق داشتن یک اینورترجوشکاری مناسب است. شرکت تولیدی بازرگانی آروا با تولید بهترین ابزار و اینورترجوشکاری با 30 ماه گارانتی بی قید و شرط آماده خدمت رسانی به هموطنان و مصرف کنندگان است.
برای مشاهده محصولات و بررسی بیشتر ابزار آلات جوش شرکت آروا کلیک کنید.



ارسال دیدگاه