 ابزار آلات برقی و شارژی
ابزار آلات برقی و شارژی ابزار آلات جوش و برش
ابزار آلات جوش و برش ابزار بادی
ابزار بادی ابزار بنزینی و موتوری
ابزار بنزینی و موتوری ابزار دستی
ابزار دستی ابزار و تجهیزات ایمنی
ابزار و تجهیزات ایمنی ابزار برش و سایش
ابزار برش و سایش لوازم جانبی ابزار آلات
لوازم جانبی ابزار آلات یراق آلات
یراق آلات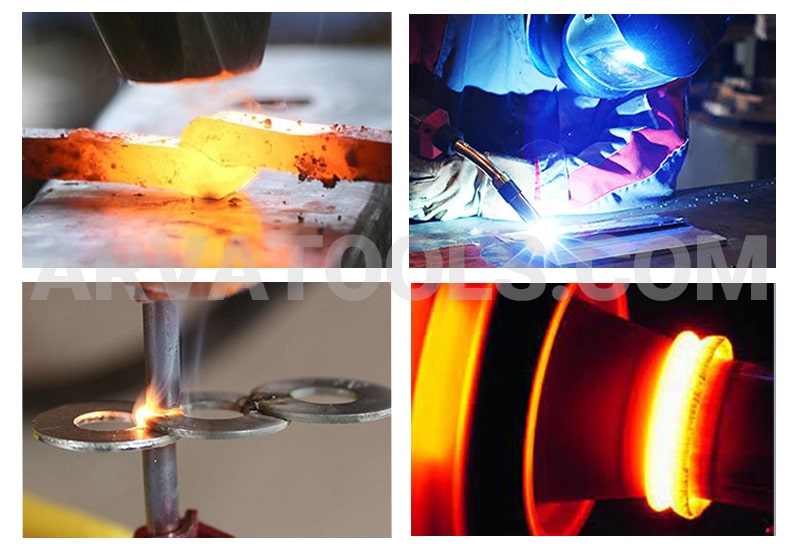
جوشکاری انواع بسیاری دارد و هر یک از روش های جوشکاری مزایا و ویژگی های خود را دارند که در شرایط خاصی به کار می روند. جوشکاری غیر ذوبی از انواع روش های جوشکاری است که برای انجام اتصالات دائمی بین سطوح و قطعات مختلف فلزی، استفاده می شود. از همین رو در شرایط کاری مختلف، بسته به نیازمان باید سراغ روش خاصی از جوشکاری برویم.
جوشکاری غیر ذوبی یکی از روش های نوین جوشکاری است که در ادامه این مطلب قصد داریم آن را مورد بررسی قرار دهیم. ابتدا به این می پردازیم که جوشکاری غیرذوبی یا جوشکاری حالت جامد چیست و سپس انواع آن به همراه مزایا و معایب هر کدام را برای شما شرح خواهیم داد.
مقایسه جوشکاری غیر ذوبی با جوشکاری ذوبی

انتخاب بین جوشکاری غیر ذوبی و جوشکاری ذوبی به نوع پروژه، جنس قطعات، شرایط محیطی و سطح کیفیت موردنیاز بستگی دارد. هر دو روش مزایا و معایب خاص خود را دارند، اما شناخت تفاوت هایشان می تواند به تصمیم گیری بهتر کمک کند.
- تعریف و اصول کار: جوشکاری غیر ذوبی یا همان جوشکاری حالت جامد فرایندی است که در آن بدون ذوب شدن فلزات، اتصال بین سطوح با اعمال فشار، گرمای اصطکاکی، ارتعاش یا انرژی مکانیکی ایجاد می شود. در این روش معمولاً نیازی به فیلر (سیم جوش) یا ماده پرکننده نیست. جوشکاری ذوبی شامل فرآیندهایی مانند MIG، TIG و SMAW است که در آن فلزات در ناحیه اتصال ذوب می شوند و پس از انجماد، قطعات به هم متصل می گردند. معمولاً از سیم جوش یا الکترود استفاده می شود.
- کیفیت اتصال: جوشکاری غیر ذوبی به دلیل حفظ ساختار متالورژیکی فلز پایه، اغلب اتصالاتی با استحکام بالا و اعوجاج کم ایجاد می کند. در مقابل، جوشکاری ذوبی ممکن است نواحی آسیب دیده حرارتی (HAZ) ایجاد کند و در برخی موارد باعث کاهش استحکام شود.
- کاربردها: جوشکاری غیر ذوبی برای فلزات غیرهمجنس، قطعات حساس، صنایع هوافضا، خودرو و الکترونیک بسیار کاربردی است. جوشکاری ذوبی در صنایع سنگین، سازه های فولادی، پروژه های ساختمانی و خطوط لوله بیشتر استفاده می شود.
- تجهیزات موردنیاز: روش های غیر ذوبی معمولاً به دستگاه های خاصی مثل جوش اصطکاکی، التراسونیک یا انفجاری نیاز دارند. تجهیزات جوشکاری ذوبی در دسترس ترند و اپراتورها آموزش های ساده تری برای کار با آن ها می بینند.
- هزینه و پیچیدگی: هزینه اولیه تجهیزات جوشکاری غیر ذوبی بالاتر است، اما هزینه نهایی بسته به نوع پروژه ممکن است به صرفه تر باشد. جوشکاری ذوبی در پروژه های عمومی هزینه کم تری دارد و رایج تر است.
در یک مقایسه کلی، جوشکاری غیر ذوبی برای کاربردهای صنعتی حساس، اتصال فلزات متفاوت و زمانی که کیفیت و دوام اتصال اهمیت بالایی دارد، گزینه ای برتر است. اما برای مصارف عمومی، تعمیرات ساده یا جوشکاری سازه ای، جوشکاری ذوبی همچنان انتخابی مناسب و اقتصادی به شمار می رود.
در نهایت، بهترین روش جوشکاری بسته به هدف پروژه، نوع قطعات و بودجه مشخص می شود.
چه فلزاتی برای جوشکاری غیر ذوبی مناسب اند؟

جوشکاری غیر ذوبی به دلیل ماهیت خاص خود که بدون ذوب شدن فلزات انجام می شود، امکان اتصال فلزات متنوع و گاهی حتی غیر همجنس را فراهم می کند. با این حال، برخی فلزات به طور خاص برای این روش جوشکاری مناسب ترند و نتیجه مطلوب تری ارائه می دهند.
- آلومینیوم و آلیاژهای آن: به خصوص در صنایع هوافضا و خودروسازی، آلومینیوم به دلیل وزن سبک و مقاومت خوب، با روش های غیر ذوبی مانند جوشکاری اصطکاکی یا التراسونیک جوش داده می شود.
- مس و آلیاژهای مس: مس به خاطر هدایت حرارتی بالا، در جوشکاری ذوبی چالش هایی دارد اما در جوشکاری غیر ذوبی عملکرد بسیار خوبی دارد.
- فولادهای کم آلیاژ و پر آلیاژ: این فلزات در جوشکاری حالت جامد به خصوص در روش های اصطکاکی و فشاری اتصال مستحکم و بدون نقصی دارند.
- تیتانیوم: به علت حساسیت به اکسیداسیون در دماهای بالا، جوشکاری غیر ذوبی یک گزینه عالی برای حفظ خواص مکانیکی آن است.
- فلزات غیر همجنس: یکی از مزایای بزرگ جوشکاری غیر ذوبی، امکان اتصال فلزات با ترکیب شیمیایی متفاوت مثل آلومینیوم به فولاد، یا مس به آلومینیوم است، بدون آنکه مشکلات ناشی از ذوب فلزات مختلف پیش بیاید.
کاربردهای صنعتی جوشکاری غیر ذوبی
جوشکاری غیر ذوبی به دلیل ویژگی های منحصر به فرد خود مثل عدم ذوب فلزات، حفظ خواص مکانیکی و فیزیکی، و امکان اتصال فلزات مختلف، در صنایع متعددی کاربرد گسترده دارد. این روش به ویژه در مواردی که نیاز به اتصالات مستحکم، دقیق و با کیفیت بالا باشد، انتخاب اول مهندسان و تولیدکنندگان است.
برخی از مهم ترین کاربردهای صنعتی جوشکاری غیر ذوبی عبارتند از:
- صنایع هوافضا و فضایی: اتصال آلیاژهای سبک و مقاوم مانند آلومینیوم و تیتانیوم که خواص مکانیکی آنها باید حفظ شود، از طریق جوشکاری حالت جامد صورت می گیرد.
- خودروسازی: تولید قطعاتی که نیاز به مقاومت بالا و سبک بودن دارند مثل بدنه خودرو، شاسی و اجزای موتور با جوشکاری اصطکاکی و التراسونیک انجام می شود.
- صنایع الکترونیک و تجهیزات پزشکی: جوشکاری فراصوتی (اولتراسونیک) برای اتصال دقیق قطعات کوچک و حساس استفاده می شود؛ مثلاً در ساخت بردهای مدار چاپی یا تجهیزات پزشکی که نیاز به اتصالات تمیز و بدون ناخالصی دارند.
- تولید لوله ها و ورق های فلزی: در صنایع نفت، گاز و پتروشیمی از جوشکاری مقاومتی و فشاری برای اتصال ورق ها و لوله ها استفاده می شود تا دوام و کیفیت اتصال تضمین شود.
- ساخت تجهیزات بسته بندی و پلاستیکی: جوشکاری اولتراسونیک امکان اتصال پلاستیک ها و فلزات را با سرعت بالا و دقت زیاد فراهم می کند که در خطوط تولید بسته بندی بسیار کاربرد دارد.
- تولید قطعات فلزی با فلزات غیر مشابه: جوشکاری غیر ذوبی امکان اتصال فلزاتی که ذوب آنها با هم سازگار نیست را به راحتی فراهم می کند، مثل اتصال مس به آلومینیوم یا فولاد به آلومینیوم
آشنایی با انواع جوشکاری غیر ذوبی (Solid State Welding)

در این نمونه جوشکاری، همانطور که از نام آن می توان حدس زد، روند کار به صورتی است که بدون تشکیل حوضچه مذاب ، عملیات اتصال دو قطعه انجام می شود. این نمونه از جوشکاری را می توان با استفاده از حرارت یا بدون حرارت انجام داد.
در جوشکاری ذوبی لبه دو قطعه مورد نظر ما بعد از ذوب شدن و تشکیل مذاب به یکدیگر متصل می شوند اما در روش جوشکاری غیر ذوبی خبری از تولید مذاب نیست، بلکه کار جوشکاری بدون نیاز به فلز پایه برای ذوب کردن انجام می شود. به همین دلیل در پایان کار شاهد آن خواهیم بود که هیچ گونه ناخالصی به قطعات مورد نظر اضافه نمی شود و فلزی که قصد جوشکاری روی آن را داریم، خواص اولیه خود را از دست نمی دهد.
بیشتر بخوانید: جوشکاری ذوبی چیست؟
از طرفی نباید فراموش کرد که حرارت دهی بالا در روش جوشکاری ذوبی باعث کاهش خواص فیزیکی و مکانیکی در محل جوش می شود. این در صورتی است که در جوشکاری غیر ذوبی خواهید دید که میزان حرارت به مراتب پایین تر بوده و مشکلات ذکر شده کمتر رخ می دهند.
حال که تا حدودی مشخص شد جوشکاری حالت جامد چیست، نوبت به آن می رسد که سراغ آشنایی با انواع جوشکاری غیر ذوبی برویم. در حالت کلی دو نوع جوشکاری غیرذوبی وجود دارد، در یکی از آن ها از فشار استفاده می شود و در دیگری فشار کاربردی ندارد و در هر کدام از روش ها شاهد بوجود آمدن بخش های مختلفی مانند حوضچه مذاب نخواهیم بود. پیشرفت تکنولوژی باعث شده تا روش های استفاده شده برای جوشکاری غیر ذوبی ،با گذشت زمان تکامل زیادی داشته باشد.
انواع روش های مورد استفاده برای جوشکاری حالت جامد عبارتند از :
- جوشکاری غیر ذوبی با امواج صوتی
- جوشکاری غیر ذوبی آهنگری
- جوشکاری غیر ذوبی فشاری
- جوشکاری غیر ذوبی اصطکاکی
- جوشکاری غیر ذوبی مقاومتی
- جوشکاری غیر ذوبی انفجاری
در ادامه برای آشنایی بیشتر شما هر کدام از این موارد را به صورت جداگانه مورد بررسی دقیق تر قرار خواهیم داد.
جوشکاری غیر ذوبی با امواج فراصوتی (Ultrasonic welding)

این نمونه از جوشکاری با استفاده از امواج مافوق صوت یا التراسونیک صورت می گیرد . انرژی صوتی با فرکانس بالا در حد ۲۰ تا ۴۰ کیلو هرتز وقتی به فلز مورد نظر ما می رسد، باعث نرم یا ذوب شدن منطقه جوش خواهد شد. البته باید در نظر داشته باشید که دو قطعه را تحت فشار بر روی هم نگه دارید .اگر انتخاب فرکانس، متناسب با طراحی محل جوش، شکل ظاهری و ابعاد قطعات مختلف و… صورت گیرد این کار با بهترین کیفیت انجام می شود.
یکی از مزایای اصلی جوشکاری اولتراسونیک این است که روند انجام آن بسیار سریع بوده و در کمتر از یک ثانیه امکان انجام آن وجود دارد. از همین رو این روش جوشکاری به ما اجازه استفاده از آن را در صنایع مختلف می دهد. این نمونه از جوشکاری را می توان پیشرفته ترین روش جوشکاری غیر ذوبی دانست. در کشورهای پیشرفته و صنعتی می بینیم که علاوه بر فلزات از این روش برای جوشکاری قطعات پلاستیکی نیز استفاده می شود. در ادامه روند انجام این جوشکاری را با دقت بیشتری مورد بررسی قرار خواهیم داد.
پیشنهاد می کنیم جهت آشنایی کامل با این نوع جوشکاری، مقاله جوشکاری فراصوتی را مطالعه بفرمایید.
مراحل انجام جوشکاری التراسونیک (فراصوتی)
به طور کلی می توان گفت که پنج مرحله اساسی برای انجام این نمونه از روش جوشکاری وجود دارد که در ادامه آنها را یک به یک معرفی خواهیم کرد.
- آماده سازی سطح مورد نظر برای جوشکاری :در این مرحله ،با استفاده از روش های براده برداری و تمیز کاری گوناگون، هر گونه لبه اضافه یا آلودگی که ممکن است کیفیت نهایی جوشکاری را کاهش دهد،از بین می رود.
- حرارت دهی : در این مرحله ، امواج فراصوتی که دارای فرکانس های بالا و معمولاً بین ۲۰ تا ۷۰ کیلو هرتز هستند را به قطعات اعمال می کنند.
- اعمال فشار :زمانی که حرارت دهی به میزان کافی انجام شد، با استفاده از سیستم های پنوماتیک یا سایر سیستم های مشابه، دو قطعه را به یکدیگر فشار میدهند.
- برقراری اتصال : زمانی که فشار و حرارت کافی به طور قطع وارد شود، امکان انجام اتصال بین مولکولی برای دو قطعه مورد نظر ما وجود خواهد داشت و همین اتصال بین دو قطعه سطح خاص را برای ما برقرار خواهد کرد.
- سرد سازی یا خنک کردن سطح جوشکاری : معمولا بعد از اتمام مراحل گوناگون جوشکاری التراسونیک ، نوبت به خنک سازی قسمت مورد نظر می رسد. این کار نیز در فاصله بسیار کمی و توسط سیستم اتوماسیون انجام می شود.
کیفیت و مزایا جوشکاری التراسونیک
زمانی که سراغ جوشکاری غیر ذوبی با امواج فراصوتی می رویم، پارامترهای مختلفی تعیین کننده کیفیت نهایی کار برای ما خواهند بود. سازگار بودن جنس قطعات و طراحی مناسب آنها روی کیفیت نهایی کار تاثیر بسزایی دارند. از همین رو برای تضمین نتیجه نهایی کار از فیکسچرها (فیکس کننده) استفاده می شود.
کاربرد جوشکاری التراسونیک (فراصوتی)
انجام جوشکاری ساده بین قطعات مختلف، جوشکاری ترموپلاستیک، دوخت پارچه با فیلم های پلاستیکی و… باعث شده تا این روش جوشکاری درون تجهیزات پزشکی، اتومبیل سازی، صنایع بسته بندی، صنایع الکترونیک و الکتریک؛ مورد استفاده قرار بگیرد. از سوی دیگر با اتوماتیک سازی این روش جوشکاری این امکان برای ما فراهم شده که در مصارف صنعتی سنگین ، تولید قطعات در تعداد بالا از آن استفاده کنیم.
جوشکاری غیر ذوبی آهنگری (Forge Welding)

می توان گفت این روش را به عنوان قدیمی ترین روش جوشکاری بین فلزات می شناسند. به شکل بسیار ساده روند انجام این نوع جوشکاری چنین است که دو قطعه را تا حد سرخ شدن گرم می کنند و در مرحله بعدی با استفاده از پتک یا سایر ابزار موجود برای این کار، آنها را می کوبند تا دو قطعه با یکدیگر ترکیب شوند یا بهتر بگویم به یکدیگر متصل گردند.
این روش جوشکاری از لحاظ تاریخی دارای ارزش بسیار بالایی است و این روزها از نظر عملی نیز کاربرد بسیار بالایی دارد. برای انجام درست این نمونه از جوشکاری باید برای گرم کردن قطعات فلزی تا زمان سرخ شدن تجهیزات لازم را در اختیار داشته باشیم. استفاده از کوره های قدیمی یا سایر انواع کوره های جدید می تواند برای انجام این کار گزینه مناسبی به نظر برسد. بعد از گرم شدن فلزات باید آنها را روی یکدیگر قرار دهیم و زیر آنها حتماً سطح بسیار سخت و مقاوم قرارگیرد . استفاده از سندان آهنگری در این مرحله بهترین انتخاب خواهد بود.
در مرحله بعدی نوبت به آن می رسد که با استفاده از یک جسم سخت مانند پتک ضربات پیاپی به قسمت مورد نظر برای انجام اتصال وارد کنیم. در مرحله نهایی نیز وقتی از انجام اتصال اطمینان حاصل کردید نوبت به سر کردن قطعه می رسد.
جوشکاری غیر ذوبی فشاری یا نفوذی (Diffusion Welding)

این نمونه از جوشکاری که با نام جوشکاری فشاری سرد نیز شناخته می شود، سابقه طولانی دارد و یکی از روش های اساسی برای انجام جوشکاری حالت جامد است. یکی از انواع شناخته شده جوشکاری به این روش با نام جوشکاری غلتکی سرد شناخته می شود که سرعت بالای آن یکی از مزایای اصلی این روش به شمار می رود. در این روش پیوند اتم به اتم بین دو قطعه صورت می گیرد و پارامترهای مختلفی تعیین کننده نتیجه نهایی آن خواهند بود. این موارد عبارتند از:
- فشار عمودی که بر محل مورد نظر برای انجام جوشکاری وارد می شود.
- میزان انبساط سطحی فلزاتی که قصد جوشکاری آن را داریم.
البته نباید فراموش کرد که استفاده از این روش باعث می شود در محل جوشکاری تنش های زیادی روی قطعات ایجاد شود که باعث کاهش کیفیت فیزیکی آنها برای ما خواهد شد. از همین رو باید بعد از اتمام جوشکاری فشاری ،سراغ عملیات حرارتی مناسب بروید. همچنین در پایان باید بدانید که دو پارامتر فشار عمودی و درصد انبساط سطحی بر روی استحکام نهایی جوش تاثیر زیادی دارند.
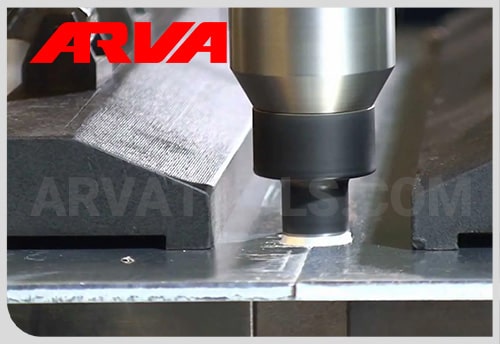
جوشکاری غیر ذوبی مقاومتی (Resistance Welding)

در جوشکاری غیر ذوبی مقاومتی برای اتصال دو ورق به هم از فشار و حرارتی که توسط جریان الکتریکی تولید می شود ، استفاده می شود و انواع متنوعی دارد که شامل جوشکاری مقاومتی درزجوش، مقاومتی زائده ای، سرباره و نقطه ای می باشد.
بیشتر بخوانید: جوشکاری مقاومتی چیست؟
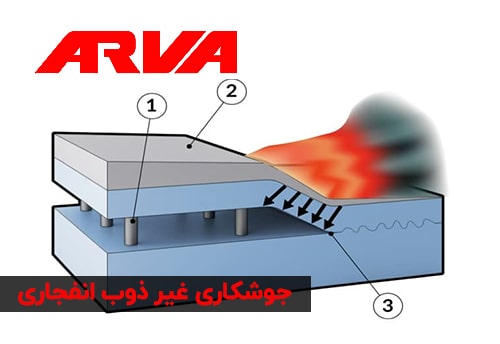
جوشکاری غیر ذوبی انفجاری (Explosive Welding)
همان طور که از اسم این جوشکاری مشخص است توسط ایجاد یک انفجار بین دو ورق فلزی اتصال برقرار می شود از این جوشکاری در صنایع بسیار کمتر استفاده می شود.
جوشکاری غیر ذوبی اصطکاکی (Friction Welding)
اساس کار این روش جوشکاری بر روی تبدیل انرژی مکانیکی به انرژی گرمایی بنا شده است. برای انجام جوشکاری به این روش باید دو قطعه مورد نظرمان را در معرض حرکت دورانی سریع روی یکدیگر قرار دهیم تا این اصطکاک باعث ایجاد گرما شود. زمانی که گرما به میزان کافی تولید شود، خواهید دید که لبه های مورد نظر برای انجام اتصال دارای حالت پلاستیسیته شده اند. در مرحله پایانی نیز فشار نهایی زیادی را به دو قطعه اعمال می کنند تا آنها به صورت کامل در یکدیگر فرو روند و اتصال بین آنها برقرار گردد.
بیشتر بخوانید: جوشکاری اصطحکاکی چیست؟
البته نباید فراموش کرد که جوشکاری اصطکاکی نیز دارای انواع مختلفی است و دو نوع پر کاربرد دارد که عبارتند از «جوشکاری اصطکاکی اغتشاشی و جوشکاری اصطکاکی چرخشی ». در زمان انجام این گونه جوشکاری هیچگونه ذوبی تولید نمی شود و فلزات در حالت جامد با یکدیگر اتصال برقرار می کنند. استفاده از این روش برای تولید میل کمک فنر، محور فرمان، سوپاپ موتور و شاخه های متحرک کاربرد دارد. یکی از مزایای اصلی این نوع جوشکاری آن است که امکان اتصال فلزات غیر همجنس را نیز خواهیم داشت.

مزایای جوشکاری غیر ذوبی
جوشکاری غیر ذوبی در شرایط مختلف می تواند مزایای زیادی را در اختیار ما بگذارد که در ادامه مهمترین آنها را با هم مورد بررسی قرار خواهیم داد:
- عدم وجود عنصر هیدروژن در محل اتصال جوشکاری غیر ذوبی باعث می شود تا شاهد کاهش عواملی که باعث شکستگی می شوند باشیم.
- میزان تغییرات فیزیکی در نقطه اتصال برای انجام جوشکاری غیر ذوبی بسیار پایین تر است.
- روش های نوین جوشکاری غیر ذوبی معمولاً توسط دستگاه و به صورت اتوماتیک انجام می شوند که باعث کاهش میزان نیاز به نیروی انسانی خواهد شد.
- هزینه انجام این جوشکاری ها نسبت به سایر روش های مرسوم پایین تر است و امکان استفاده از آن برای تولید قطعات در تعداد بالا وجود دارد.
- از آنجا که در این روش جوشکاری هیچگونه ماده مذابی وجود ندارد، معایب جوشکاری ذوبی در آنها مشاهده نمیشود.
- امکان اتصال فلزات غیر مشابه با استفاده از این روش وجود دارد.
- میزان ترک های موجود در سطح بعد از اتمام روند جوشکاری گسترش نمی یابند.
- از آنجایی که میزان استفاده از نیروی انسانی در این روش جوشکاری پایین است، امکان بروز خطاهای گوناگون نیز کاهش می یابد.
معایب جوشکاری غیر ذوبی
حال که با انواع جوشکاری حالت جامد و مزایای آن آشنا شدید، نوبت به بررسی معایب این روش می رسد. این معایب را در ادامه با هم مورد بررسی قرار خواهیم داد:
- نیاز به استفاده از تجهیزات گران قیمت برای انجام روند جوشکاری
- نیاز به پاکسازی سطح مورد نظر که شامل انجام برس کشی، اکسید زدایی و چربی زدایی است.
با وجود این معایب اندک ،جوشکاری غیر ذوبی به عنوان روش مناسبی شناخته می شود که استفاده از آن هنوز هم برای ما به صرفه و مفید خواهد بود. در این مقاله توضیحات کاملی درباره اینکه جوشکاری غیر ذوبی چیست دادیم و انواع جوشکاری غیر ذوبی را نیز بررسی کردیم.لازم به ذکر است که شرکت آروا تنوعی از دستگاه های اینورتر خود را در بازار توزیع کرده است تا بتوانید متناسب با نوع جوشکاری خود دستگاه مورد نیازتان را انتخاب کنید شما می توانید با مراجعه به نمایندگی های آروا یا تماس با مشاوران ما دستگاه اینورتر مناسب کار خود را تهیه کنید.
کلام آروا:
جوشکاری غیر ذوبی، با تکیه بر اصول مکانیکی و فیزیکی، روشی پیشرفته برای اتصال دائمی قطعات فلزی بدون ذوب شدن آن ها به شمار می رود. این شیوه، به ویژه در صنایعی که دقت، تمیزی و مقاومت بالا در اتصال اهمیت دارد، جایگاه ویژه ای یافته است. آشنایی با انواع روش های جوشکاری غیر ذوبی و مزایای هریک، به تصمیم گیری آگاهانه و انتخاب صحیح در پروژه های صنعتی کمک شایانی خواهد کرد.
در صورت تمایل می توانید پرسش ها، دیدگاه ها یا تجربیات خود را از طریق بخش نظرات با ما به اشتراک بگذارید.



ارسال دیدگاه